【康禹】持續(xù)拓展產(chǎn)品矩陣,現(xiàn)有沈陽啟閉機閘門廠家、撫順螺桿啟閉機、錦州電動頭啟閉機、鐵嶺啟閉機閘門廠家、長海鑄鐵閘門廠家、莊河液壓鋼壩等,滿足不同場景需求。清污機檢驗發(fā)貨,閘門啟閉機廠家(康禹)水工機械廠(大連市分公司)kangyu2843-14專業(yè)從事清污機檢驗發(fā)貨,聯(lián)系人:李峰巖,發(fā)貨地:新河縣城西開發(fā)區(qū),以下是清污機檢驗發(fā)貨的詳細頁面。 遼寧省,大連市 2022年,大連市實現(xiàn)地區(qū)生產(chǎn)總值8430.9億元,同比增長4.0%。
想要深入了解清污機檢驗發(fā)貨產(chǎn)品的各項功能和特點嗎?我們?yōu)槟尸F(xiàn)的產(chǎn)品視頻將為您揭開產(chǎn)品的神秘面紗。請您抽出寶貴時間觀看,相信會給您帶來滿滿的驚喜和收獲。
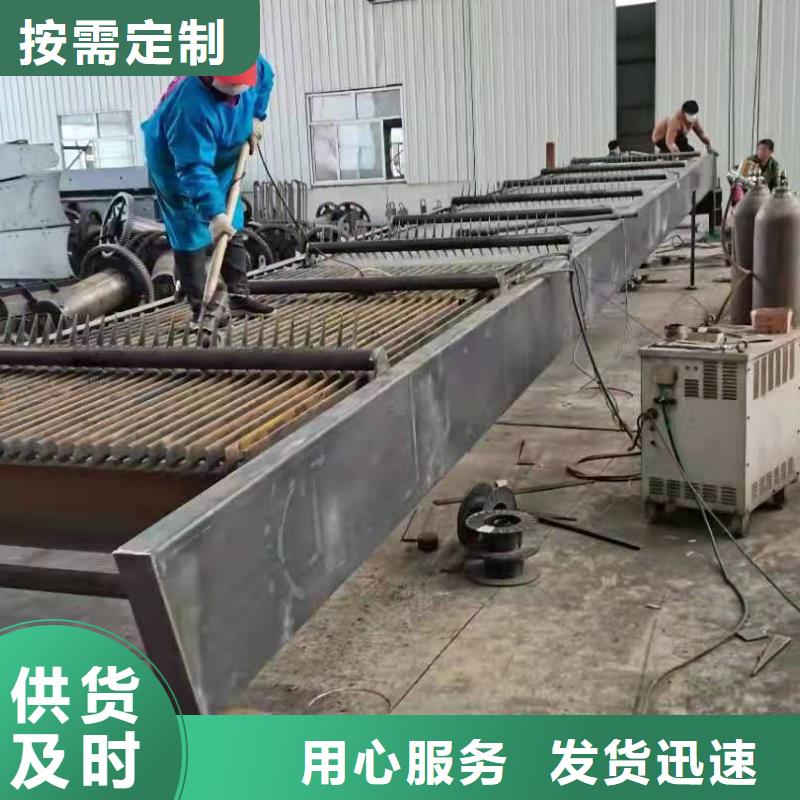
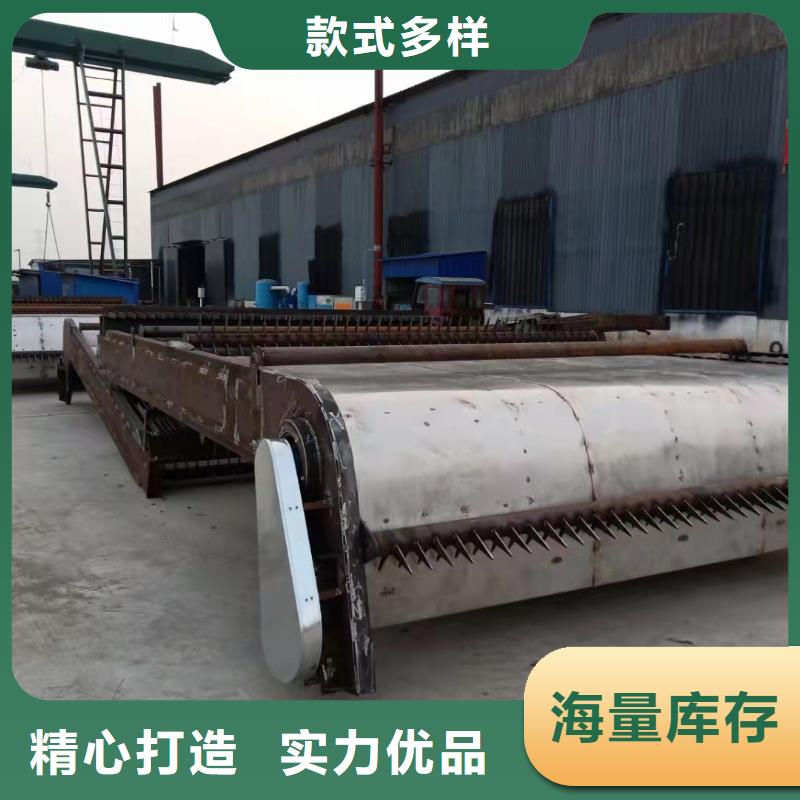
以下是:遼寧大連清污機檢驗發(fā)貨的圖文介紹

液壓鋼壩廠家
閘門啟閉機廠家(康禹)水工機械廠(大連市分公司)
加工定制性能卓越
液壓鋼壩廠家的詳細介紹
工廠直銷精工制作
貨")
接材料性能因此焊接具有操作證的焊工點焊,其焊接工藝要求不得低于正式焊接的工藝要求。3、焊接:埋件梁體。焊接采用埋弧自動焊接,影響埋弧焊焊縫成形和質(zhì)量的主要因素有線能量、接頭結(jié)構(gòu)形式、尺寸、施工工藝及焊接材料性能,因此焊接具有操作證的焊工點焊。
滿而不出現(xiàn)超高或凹坑時,主要應(yīng)調(diào)節(jié)好焊接電流、電弧電壓,控制好焊接速度、坡口尺寸、焊縫間隙、焊絲直徑等參數(shù)。其余焊縫采用手工焊。接,手工焊接時,應(yīng)采用合適的工藝參數(shù),運條要依照規(guī)范進行,表面波紋必須均勻;結(jié)尾不準留有弧坑,直線焊縫至邊緣,圓環(huán)形焊縫或方形焊縫首尾交接處均必須飽滿而不出現(xiàn)超高或凹坑時主要應(yīng)調(diào)節(jié)好焊接。
作應(yīng)滿足DLT50。4、端頭處理:所有埋件端頭采用銑床進行銑削處理,確保安裝質(zhì)量。5、清污機防腐:埋件制作成型后,對外觀進行休整后運至防腐場地進行防腐處理,具體工藝詳見噴鋅防腐工藝。6、成品堆放保護:埋件制造驗收合格后,運。至成品區(qū)標識,整齊堆放,并注意保護,防止搬運途中及堆放過程中產(chǎn)生變形及損傷。清污機產(chǎn)品質(zhì)量好作用大與其制造工藝流程緊秘相關(guān)。(1)清污機制作應(yīng)滿足DL/T504端頭處理所有。
清污機焊接也要采用18-94.8.3清污機制造規(guī)范及招標文件有關(guān)埋件制造的技術(shù)要求。(2)清污機制作工藝程序清污機制造按下列工藝進行:施工準備→放樣→下料→清污機拼焊→校正→防腐→驗收。清污機下料尺寸應(yīng)留足收縮余量,收縮量f=1mm/m,結(jié)。合施工條件加以修正。清污機焊接也要采用189483清。清污機
正式的具有操作證的焊對稱焊接,其校正可采用液壓校正機校正,使其滿足規(guī)范要求。清污機單件制造完成后,對接焊縫的接口處用銑床銑成坡口,以利于安裝焊接。拼裝:拼裝必須在符合要求的平臺上進行拼裝。在拼裝時,要嚴格控制形位誤差。即:翼。緣板對腹板的對稱度≤1.5mm。翼緣板對腹板的傾斜度≤1.5mm。構(gòu)件拼裝完畢,經(jīng)過檢驗員復(fù)檢合格后,即可點焊固定,點焊必須由正式的具有操作證的焊對稱焊接其校正可采。


貨")
貨")
貨")
貨")
貨")
貨")
貨")


水工機械廠(大連市分公司)名片")