| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說明 | 電議 |
| 產(chǎn)地 | 天津 |
| 品牌 | 琪鈺 |
| 是否進(jìn)口 | 否 |
| 范圍 | 生產(chǎn)基地位于【天津】,供應(yīng)范圍覆蓋江西省 南昌市、景德鎮(zhèn)市、九江市、贛州市、萍鄉(xiāng)市、新余市、吉安市、上饒市、撫州市、宜春市 信州區(qū)、廣豐區(qū)、玉山縣、鉛山縣、橫峰縣、弋陽(yáng)縣、余干縣、鄱陽(yáng)縣、萬年縣、婺源縣、德興市等區(qū)域。 |


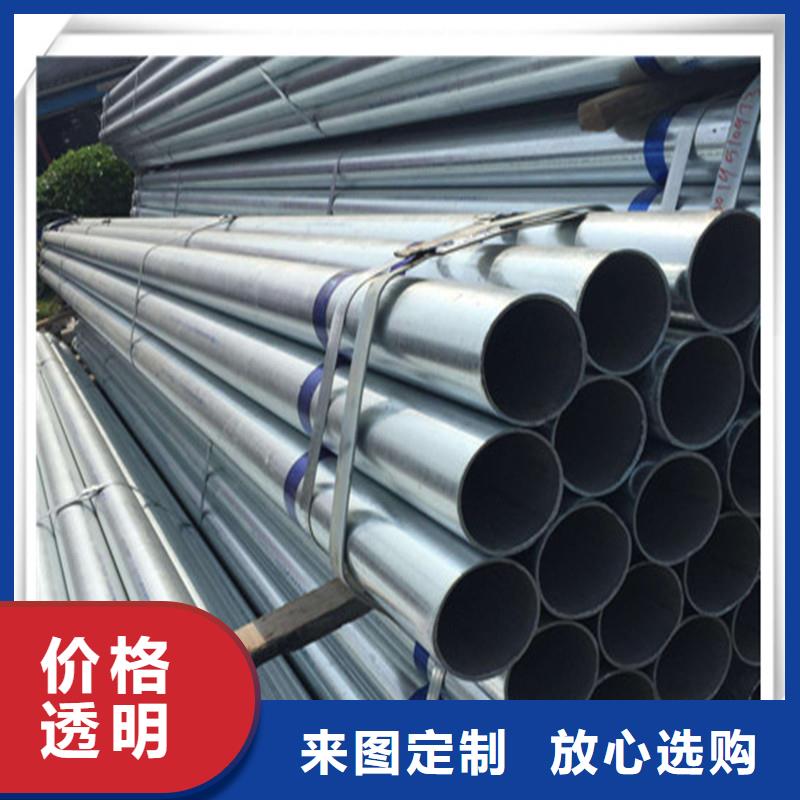
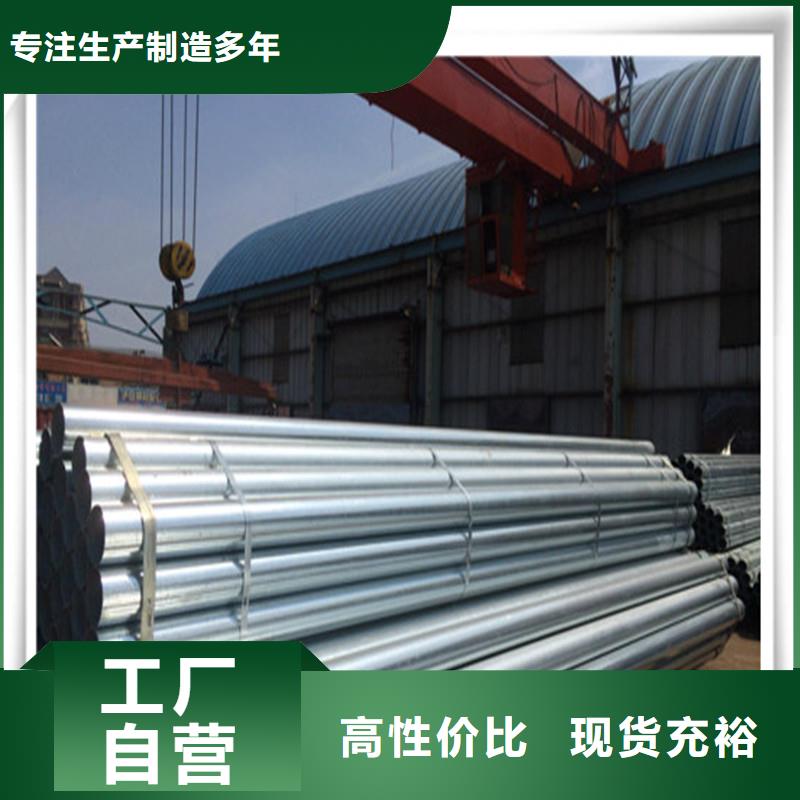
作結(jié)構(gòu)用:作打樁管、作橋梁;碼頭、道路、建筑結(jié)構(gòu)用管等。
又分為一般焊管、鍍鋅焊管、吹氧焊管、電線套管、公制焊管、托輥管、深井泵管、汽車用管、變壓器管、電焊薄壁管、電焊異型管、腳手架管和螺旋焊管。
一般焊管:一般焊管用來輸送低壓流體。用Q195A、Q215A、Q235A鋼制造。也可采用易于焊接的其它軟鋼制造。鋼管要進(jìn)行水壓、彎曲、壓扁等實(shí)驗(yàn),對(duì)表面質(zhì)量有一定要求,通常交貨長(zhǎng)度為4-10m,常要求定尺(或倍尺)交貨。焊管的規(guī)格用公稱口徑表示(毫米或英寸)公稱口徑與實(shí)際的不同,焊管按規(guī)定壁厚有普通鋼管和加厚鋼管兩種,鋼管按管端形式又分帶螺紋和不帶螺紋兩種。
鍍鋅鋼管:為提高鋼管的耐腐蝕性能,對(duì)一般鋼管(黑管)進(jìn)行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低



力學(xué)性能:鋼管鍍鋅前的力學(xué)性能應(yīng)符合GB 3091的規(guī)定。鍍鋅層的均勻性鍍鋅鋼管應(yīng)作鍍鋅層均勻性的試驗(yàn)。鋼管試樣在硫酸銅溶液中連續(xù)浸漬5次不得變紅(鍍銅色)。
冷彎曲試驗(yàn)公稱口徑不大于50mm的鍍鋅鋼管應(yīng)作冷彎曲試驗(yàn)。彎曲角度為90°,彎曲半徑為外徑的8倍。試驗(yàn)時(shí)不帶填充物,試樣焊縫處應(yīng)置于彎曲方向的外側(cè)或上部。試驗(yàn)后,試樣上不應(yīng)有裂縫及鋅層剝落同象。
水壓試驗(yàn)水壓試驗(yàn)應(yīng)在黑管進(jìn)行,也可用渦流探傷代替水壓試驗(yàn)。試驗(yàn)壓力或渦流探傷對(duì)比試樣尺寸應(yīng)符合GB 3092的規(guī)定。
鋼材力學(xué)性能是保證鋼材終使用性能(機(jī)械性能)的重要指標(biāo),它取決于鋼的化學(xué)成分和熱處理制度。在鋼管標(biāo)準(zhǔn)中,根據(jù)不同的使用要求,規(guī)定了拉伸性能(抗拉強(qiáng)度、屈服強(qiáng)度或屈服點(diǎn)、伸長(zhǎng)率)以及硬度、韌性指標(biāo),還有用戶要求的高、低溫性能等。
抗拉強(qiáng)度(σb):試樣在拉伸過程中,在拉斷時(shí)所承受的 力(Fb),出以試樣原橫截面積(So)所得的應(yīng)力(σ),稱為抗拉強(qiáng)度(σb),單位為N/mm2(MPa)。它表示金屬材料在拉力作用下抵抗破壞的 能力。計(jì)算公式為:(直徑-壁厚)x壁厚x0.02466*1.0599=每米重量(公斤/米)


琪鈺鋼鐵貿(mào)易(上饒市分公司)憑借具有先進(jìn)水平的施工設(shè)備,采用“工程直銷”式銷售格局,為客戶提供 管材,形成了以生產(chǎn)、銷售、維護(hù)一體化企業(yè)經(jīng)營(yíng)特色。我公司兼承“信、和、實(shí)、嚴(yán)”的企業(yè)精神,堅(jiān)持“創(chuàng)新優(yōu)先、用戶滿意”的核心理念,正以科技創(chuàng)新和機(jī)制創(chuàng)新為動(dòng)力,向多元化、國(guó)際化、高科技型現(xiàn)代企業(yè)的目標(biāo)前進(jìn),為美化生產(chǎn)、生活環(huán)境做出新貢獻(xiàn)。




低壓流體輸送用鍍鋅焊接鋼管(熱浸鍍鋅部分)鍍鋅層的均勻性:鋼管試樣在硫酸銅溶液中連續(xù)浸漬5次不得變紅(鍍銅色)
表面質(zhì)量:鍍鋅鋼管的表面應(yīng)有完整的鍍鋅層,不得有未鍍上的黑斑和氣泡存在,允許有不大的粗糙面和局部鋅瘤存在。鍍鋅層重量:根據(jù)需方要求,鍍鋅鋼管可作鋅層重量測(cè)定,其平均值應(yīng)不小于500g/平方米,其中任何試樣不得小于480g/平方米。
硫酸鹽鍍鋅 點(diǎn)是電流效率高達(dá) ,沉積速率快,這是其他鍍鋅工藝無可比擬的。由于鍍層結(jié)晶不夠細(xì)致,分散能力與深鍍能力較差,因而只適于幾何形狀簡(jiǎn)單的管材與線材等電鍍。硫酸鹽電鍍鋅鐵合金工藝對(duì)傳統(tǒng)的硫酸鹽鍍鋅工藝進(jìn)行優(yōu)化,只保留了主鹽硫酸鋅,其余組分均舍棄。在組成新工藝配方中又加入適量鐵鹽,使原來的單金屬鍍層形成鋅鐵合金鍍層。工藝的重組,不僅發(fā)揚(yáng)了原工藝電流效率高、沉積速率快的優(yōu)點(diǎn),還使分散能力與深鍍能力得到很大改善,過去復(fù)雜件不能鍍,現(xiàn)在簡(jiǎn)單與復(fù)雜件都能鍍,而且防護(hù)性能比單金屬提高3~5倍。生產(chǎn)實(shí)踐證明,用于線材、管材的連續(xù)電鍍,鍍層晶粒比原來的更細(xì)化、更光亮,沉積速率快。2~3 min內(nèi)鍍層厚度達(dá)到要求。





易(上饒市分公司)名片")