

以下是:#耐候鋼#-性價比高的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材料 耐候鋼板 規格 2--10毫米厚 顏色 鋼材原色可定制 產地 山東 #耐候鋼#-性價比高,鑫濤耐候鋼廠家(承德分公司)為您提供#耐候鋼#-性價比高的資訊,聯系人:李經理,電話:13455415061、15166576207,QQ:369305985,發貨地:開發區。 河北省,承德市 承德市地處河北省東北部,南鄰京津,距省會石家莊435千米,距北京225千米,是連接京津冀遼蒙的重要節點,華北和東北兩個地區的連接過渡地帶,具有“一市連五省”的獨特區位優勢,是甲類開放城市,中國普通話標準音采集地、中國攝影之鄉、中國剪紙之鄉。承德的避暑山莊及其周圍寺廟是中國十大風景名勝、旅游勝地四十佳、重點風景名勝區。1994年,被聯合國教科文組織列入《世界文化遺產名錄》。
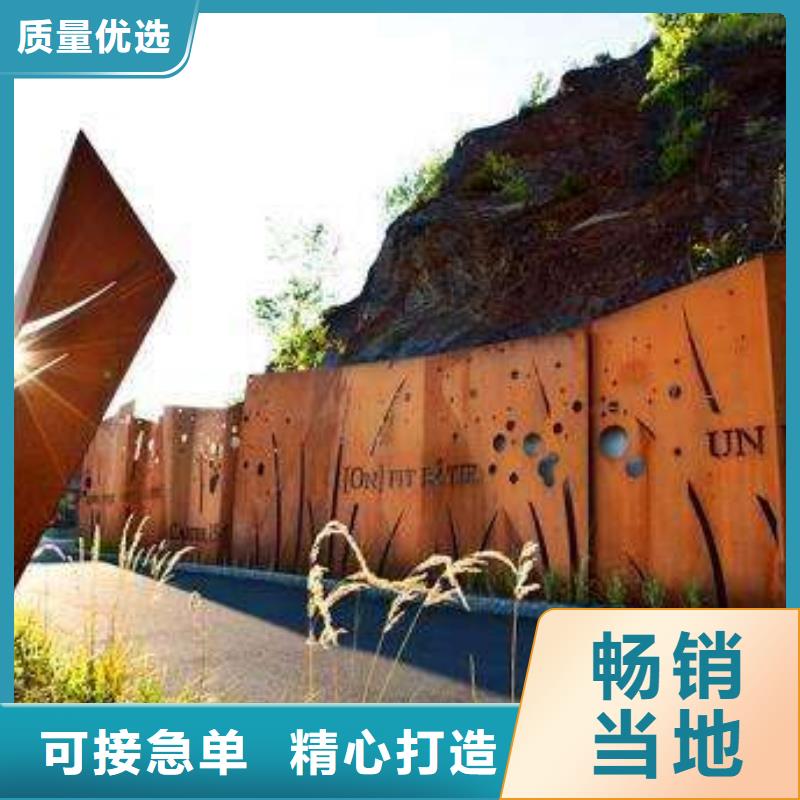
我們的現場實拍視頻將帶您走進#耐候鋼#-性價比高產品的世界,讓您親眼見證其優點和特點,為您的購買決策提供有力支持。以下是:#耐候鋼#-性價比高的圖文介紹
合理安排焊接 次 序 。 原則是盡量使大多數焊縫能在剛度較小的條件下焊接,進一步減少焊接應力 。 (5)焊前預熱 、焊后緩冷或熱處理。 焊前預熱通常是防止高強 鋼 焊接 冷裂紋的重要工 藝措施 。 焊后緩冷或熱處理可以使擴散的氫充分逸出,降低了焊接殘余應力 ,改善組織 ,減少淬硬性 ,從而降低焊接冷裂傾 向 。 高強度耐候鋼焊接時一般也不需要采取預熱及焊后緩冷等工藝措施 。 下列情況需要焊前預熱 :焊接環境溫度小于 5℃時 ,焊件局部預熱到 75℃~ 125℃ ;焊補厚度不小于 8 m m 高強度耐候鋼母材上的裂紋等 缺陷時 , 焊前須將焊件局部預熱到lOO S E ~150 ℃。 凡進行焊前預熱的 ,焊接的層 間溫度不
河北承德鑫濤耐候鋼廠家深耕 耐候鋼行業,采用z u i新生產工藝,科學配比材料,全新生產技術工藝,如果您對我們的產品、技術或服務有興趣,隨時歡迎您的來電或上門咨詢。我們將以良好的質量,合理的價格,快捷的工期服務客戶!
一、耐候鋼折彎是門技術活,需要一定的技術基礎。
首先我們了解到耐候鋼的材質是由普碳鋼添加少量銅、鎳等耐腐蝕元素而成,具有優質鋼的強韌、塑延、成型、焊割、腐蝕、高溫、疲勞等特性;耐候性為普碳鋼的2~8倍,涂裝性為普碳鋼的1.5~10倍,能減薄使用、裸露使用或簡化涂裝使用。該鋼種具有耐銹,使構件抗腐蝕延壽、減薄降耗,省工節能的特性,使構件制造者、使用者受益
例如,耐候鋼橋梁可節約的涂裝費就可高達建設投資的10%以上。耐候鋼具有重大經濟意義,符合當今.長壽.節能.環保等“綠色”觀念和 發展政策導向
一般選用合適的焊接線能量 。 手工電弧焊和混合氣體保護焊時焊接線能量一般較小 ,這時適當增大合理的焊接線能量 ,可延長焊接接頭的冷卻時間,減少或避免焊接熱影響 區的淬火組織 ,同時還有利于氫的逸出,降低了冷裂紋的傾 向。(7 )本公司會選用合適的焊接方法和焊接操作規范。在中厚板幾種常用的焊接方法中,焊接接 頭的低溫沖擊韌性以清根雙面多層 混合氣體保護焊*好 ,其次是清根雙面多層手工焊條焊,再次為不清根雙面單層埋弧自動焊。 混合氣體保護焊焊接 頭的氫含量低 ,抗 冷 裂性能好 ,應優先采用 。 多層焊時 ,前 一 層焊道對后一層焊道起到預熱的作用;而后一層焊道對前一層焊道又起 到后熱緩冷和 回火的作 用 ,所 以多層焊接頭比單層焊接頭抗裂性高。 當焊縫斷面較大時,應采用多層 多道焊。 手工焊條焊須保持短弧操作 。 手工焊條焊和混合氣體保護半 自動焊應在離開 焊縫 端頭 2O ~30 m m 引弧 ,電 弧穩定后再拉到焊縫端頭進行正常焊接 。 焊縫末端必須采用回焊收尾法 ,回焊長度應為 25 ~40 mm ;焊接弧坑必須焊 滿 。
。炫舜以更低的價格、更高的質量、更快的反應速度為客戶提供一站式解決方案。 我們公司專業從事耐候鋼板切割、耐候鋼板加工、耐候鋼板零割、碳板零割加工及寬厚板、板坯銷售為主,擁有先進的數控鋼板切割加工設備,*的技術人才隊伍,配套的 營銷和售后服務體系。 耐候鋼板切割加工件主要用于橋梁,集裝箱,汽車,鋼結構和模具加工等行業,可根據用戶需要提供成品以及半成品加工。實現從產品圖紙——耐候鋼板采購——耐候鋼板切割——耐候鋼板加工—耐候鋼板配送一站式服務,實現人性化的服務,從而*大限度的為客戶節省人力物力,實現其原材料零庫存和減少資金積壓與減少設備投入的目的。
在河北省承德市采買#耐候鋼#-性價比高到鑫濤耐候鋼廠家(承德分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:李經理-15166576207,QQ:369305985,地址:《開發區》。















