

以下是:焊接平臺、焊接平臺廠家直銷—薄利多銷的產品參數
產品參數 產品價格 1650/臺 發貨期限 現貨 供貨總量 50 運費說明 包含運費 小起訂 1 質量等級 優 是否廠家 是 產品材質 鑄鐵 產品品牌 偉業 產品規格 1000-8000 發貨城市 泊頭 產品產地 河北 加工定制 是 產品重量 噸 產品顏色 可選 質保時間 一年 適用領域 機械加工檢測 材質 灰口鑄鐵HT250 工作面精度 1級、2級、3級 T型槽開口尺寸 14、16、18、22、28 平臺高度 220-250-280-300-350-400 工作面厚度 15、20、25、30、40、50、60、70、80、90、100等 回火熱處理溫度 650-850度 生產周期 現貨或3天內發貨 平臺規格 1000*1500-4000*8000 安裝調試配件 墊鐵、斜鐵、支架、地錨器 焊接平臺、焊接平臺廠家直銷—薄利多銷,偉業五金機械廠(錦州分公司)為您提供焊接平臺、焊接平臺廠家直銷—薄利多銷,聯系人:李經理,電話:18762195566、18762195566,QQ:250188005,請聯系偉業五金機械廠(錦州分公司),發貨地:工業開發區。 遼寧省,錦州市 錦州市有著兩千余年的歷史,始定名于遼代。民國三十八年(1949年),東北解放后成立遼西省,錦州市為遼西省省會,成為區域性政治、經濟、文化中心。錦州市現形成空港、海港、鐵路、公路、輸油氣管線齊全的立體交通網絡,是遼西地區物資集散地及商貿中心,亞洲的葡萄種植、鮮儲基地。錦州港是重要能源下水港和區域性重要樞紐港。
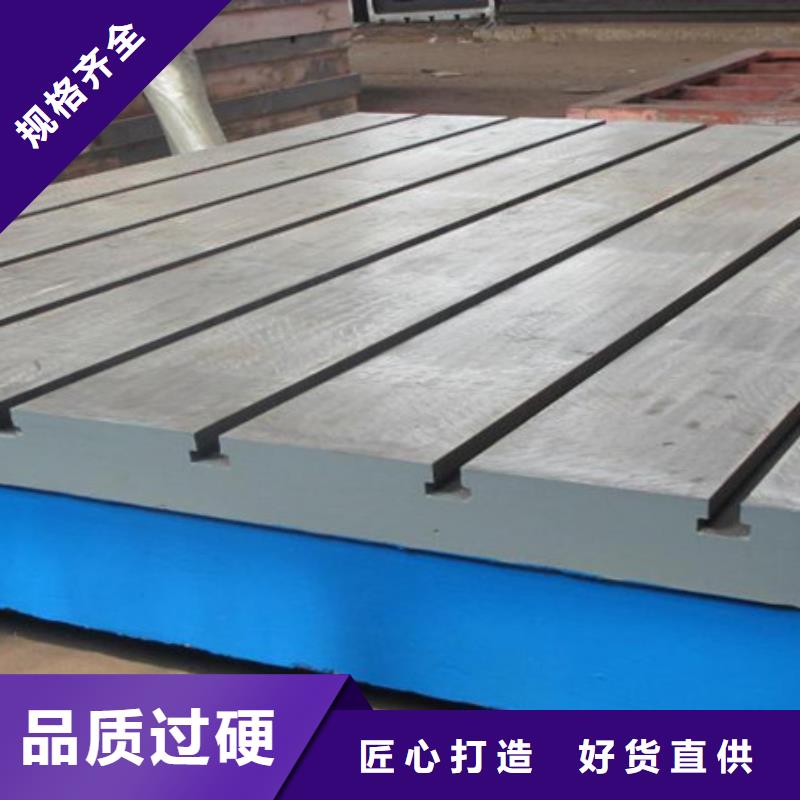
無需長篇大論,觀看焊接平臺、焊接平臺廠家直銷—薄利多銷視頻,讓你瞬間愛上我們的產品。以下是:焊接平臺、焊接平臺廠家直銷—薄利多銷的圖文介紹遼寧錦州偉業五金機械廠主營: 鑄鐵焊接平臺廠家等。 公司本著“品質保證,客戶至上”的企業經營理念,“誠信經營、信譽為本”的經營宗旨。堅信客戶永遠是公司發展的源泉,堅持以市場為導向,以完善的售后服務為承諾,我們積j i參與推廣以及行業交流活動,公司在長期的發展過程中以過硬的產品質量的優勢和國內許多大型的公司都建立了長期良好的合作伙伴關系,我們也熱誠歡迎國內外客戶來我司考察,參觀及技術交流
一般廠家生產的大型鑄鐵焊接平臺都是六點支承。由于焊接平臺剛度不夠及過定位支承,難以得到幾何學上的穩定,在焊接平臺生產、檢定、使用時由于支架變形或其他原因,將使平臺主要支承點位置有變化的可能。這是因為焊接平臺主支承點可能是1、4、3,也可能是1、4、6或3、4、6或1、3、6。所有這些支承都使焊接平臺處于不定的變形狀態中,必然引起焊接平臺平面度值的變化,難以保持平臺準確度的穩定性。制造焊接平臺廠家如以1、4、3為主要支承點,則6點處將(彈性變形所致),在此受力不均狀態下刮制出來的平臺交用戶使用時,有可能是以1、4、6這主要支承點,則6點必然比其他各點偏高,達不到焊接平臺出廠時的準確度。如果2、5也是主承點,將會加大平臺不定變形機會,很難保證焊接平臺生產、檢定、使用時工作面準確度的一致性。
焊接平臺鏟刮工藝復雜,因為其鏟刮質量直接影響著臺面的平面度,精度等,是焊接平臺生產過程的重要環節之一也是精度,平面度的保證工序。
1.鏟刮的工具為刮刀,其外形,尺寸,包括刀頭的質量,我到的方式是多樣化的。工具選擇直接影響著鏟刮效率和鏟刮人員的工作疲勞強度。在鏟刮過程中,因及時修磨刮刀到頭刃口,達到鋒利,平整,只有這樣才能將臺面鏟刮到均勻,深度一致,也大大提高了鏟刮工作的效率。對于小型焊接平臺盡量采用單人作業形式。大型平臺需要多人作業,多人應盡量保持鏟刮力度一致。保證鏟刮點深度,密度盡量統一。
2.鏟刮作業前應對焊接平臺半成品進行水平調整,調正好后方可進行鏟刮作業。如果在為水平調整過的平臺上進行鏟刮,那么即使鏟刮點再均勻,深度再一致,其平面度也是無效的。
3.平行鏟刮方式不可取,45度夾角鏟刮形式是多用的,連續兩次的刮削方向垂直交叉,刮研點不可重復。
4.在涂色是要將涂色原料(紅丹粉)調制顏色鮮明,好識別接觸點。其次不可過于稠或洗,以影響肉眼識別或者造成拖研工作費力。
焊接平臺具體具體加工可按下列步驟進行:
一、為了保證鑄鐵焊接平臺的加工精度,粗、精加工分開進行。因為粗加工時,切削量大,工件所受切削力、夾緊力大,發熱量多,以及加工表面有較顯著的加工硬化現象,焊接平臺內部存在著較大的內應力,如果粗、粗加工連續進行,則精加工后的焊接平臺精度會因為應力的重新分布而很快喪失。對于某些加工精度要求高的零件。在粗加工之后和精加工之前,還應安排低溫退火或時效處理工序來內應力。
二、合理地選用設備。粗加工主要是切掉大部分加工余量,并不要求有較高的加工精度,所以粗加工應在功率較大、精度不太高的機床上進行,精加工工序則要求用較高精度的機床加工。粗、精加工分別在不同的機床上加工,既能充分發揮設備能力,又能延長精密機床的使用壽命。
三、在機械加工工藝過程中,常安排有熱處理工序。熱處理工序位置的安排如下:為改善金屬的切削加工性能,焊接平臺如退火、正火、調質等,一般安排在機械加工前進行。為內應力,如時效處理、調質處理等,一般安排在粗加工之后,精加工之前進行。為了提高零件的機械性能,如回火等,一般安排在機械加工之后進行。如熱處理后有較大的變形,還須安排終加工工序(人工刮研或精銑、精磨)。
焊接平臺、焊接平臺廠家直銷—薄利多銷_偉業五金機械廠(錦州分公司),固定電話:18762195566,移動電話:18762195566,聯系人:李經理,QQ:250188005,工業開發區 發貨到 遼寧省錦州市。










