以下是:異型管_誠信為本的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 型號 85*1.5 材質 QQ235 產地 聊城 異型管_誠信為本,利康金屬材料(張掖市分公司)為您提供異型管_誠信為本產品案例,聯系人:高經理,電話:【0635-8882574】、【15224295881】,發貨地:經濟技術開發區蔣官屯辦事處鄧官屯工業園。 甘肅省,張掖市 張掖市,古稱甘州,甘肅省轄地級市,位于甘肅省西北部,河西走廊中段。張掖市東靠武威市、金昌市,西至嘉峪關市、酒泉市,南與青海省接壤,北和內蒙古毗鄰。張掖市總面積為3.86萬平方千米,氣候為溫帶大陸性氣候。截至2023年2月,張掖市轄1個區、5個縣。截至2022年末,張掖市常住人口112.01萬人。
無需繁瑣的文字描述,觀看我們的視頻,讓異型管_誠信為本產品一覽無余!以下是:異型管_誠信為本的圖文介紹
異型管褶皺缺陷是鋼帶退火后在平整拉矯過程中產生的一種常見的缺陷。一般認為褶皺印產生的原因是,帶鋼經過再退火后有明顯的上下屈服極限,下屈服極限有很長的屈服平臺,當異型管鋼帶局部受到超過屈服極限的應力時,便會出現從彈性區到塑性區的突發轉變,即鋼帶所承受的應力超出彈性極限,因而產生屈服,使斷面上產生不均勻和局部流動的變形,這時就會出現褶皺。褶皺可以分為兩種:一種是橘皮狀褶皺,一種是樹枝狀褶皺。前者的特點是紋理細密狀,類似橘皮;而后者則是延鋼帶縱向兩邊分布,類似樹枝狀。
異型管生產時,要控制此類缺陷可以采取以下五個措施:
一、在保證板型的前提下盡量減小延伸,避免升降速過快,穩定拉矯速度,減小內應力。
二、對于上拉矯線前表面只要有細小裂紋或者小壓下量就產生嚴重褶皺缺陷的同批次鋼卷,要先通過異型管的平整機組,采用較大的延伸率對其進行平整,再針對不同的板型要求進行相應張力的拉矯。
三、投入拉矯輥后,對其采取張力模式拉矯。拉矯機組投輥可有效減少異型管機組張力,增加屈服區域的數量,減小屈服區域的寬度,從而減輕褶皺印缺陷。
四、在退火工序應重點控制易產生褶皺的鋼種,尤其對鐵素體一類的體心立方結構鋼。退火時應避免鋼帶縱向或橫向局部退火不均和鋼種不完全退火情況的發生,確保異型管再結晶晶粒均勻。
五、在異型管進行熱軋工序時,應盡量采取低的軋制溫度,防止晶粒粗。在冷軋工序,應控制軋制厚度均勻,確保較小的同板差。冷軋后同板差應≤2.5%,這是減少拉矯過程產生表面皺褶缺陷的重要條件。
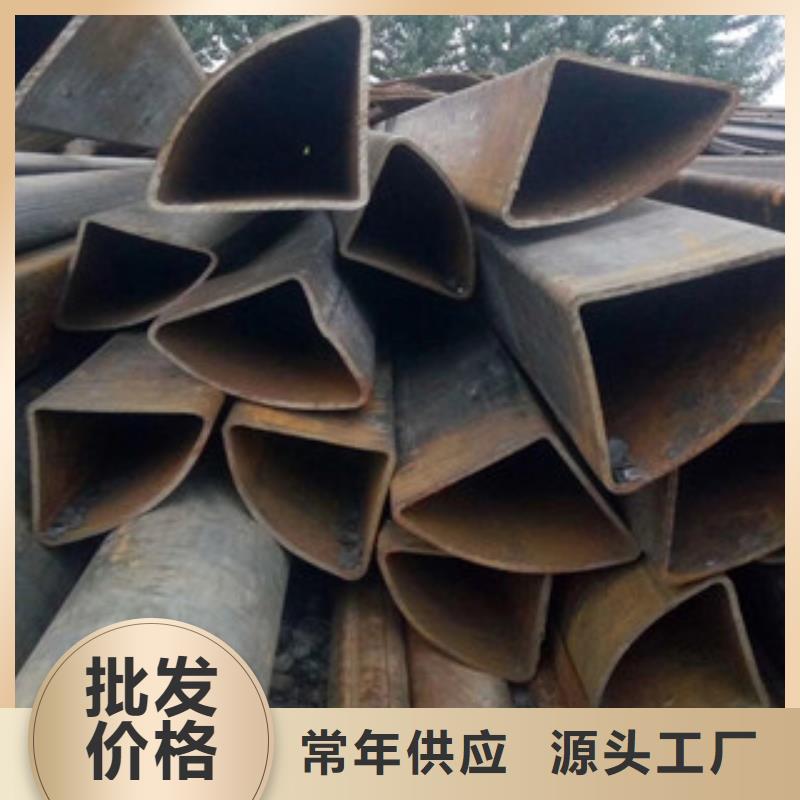
異型鋼管完整成形工藝歸納 異型鋼管成形工藝,即異型管廠家機組成形及定徑部分孔型設計和調整方法均會直接影響焊接質量的優劣。 傳統的成形工藝為輥式成形工藝,有單半徑,雙半徑;W反彎法成形孔型體系,加上二輥、三輥、四輥或五輥擠壓輥,二輥或四輥定徑來保證成形質量。 此種傳統輥式成形工藝,都用于直徑小于φ114㎜的異型管廠家機組。各種成形工藝技術,有不同優缺點,適合不同的條件、產品用途應在設備選型時慎重考慮、以選擇不同的成形工藝技術。 為了減少彈性變形,對于精密異型管廠家機組加工變形道次都比普通異型管廠家道次相應增加2~3道次。 在變形安排上,應減少初始時變形角度,穩定的咬入,中間彎形角度適當,后部變形適當減少,增加變形道次不僅僅是減少變形力,還可使帶鋼有釋放表面應力的機會,讓表面應力增加的梯度緩慢,可以避免出現裂紋。 在調整過程中,垂直中心線的各道次統一,以中心作為基軸,找準定位尺寸及中間套,在水平線的位置上,應按照工藝安排,形成上山線(下山線)平直線,不能出現曲線跳動。在沒有穿帶前,就應該調整好各機架的孔型形狀,測量各道次尺寸,保證產品穩定進入各機架。在調整中要均衡受力,不可以在一個機架上強行變形,保證角穩定均勻變化。
甘肅張掖利康金屬材料有限公司座落于經濟技術開發區蔣官屯辦事處鄧官屯工業園,公司主營產品 冷拔異形鋼管,產品質量取得了一致好評,產品銷往全國各地。于此同時公司的技術團隊正在研發各類礦用產品,我們以精良的品質,具有競爭力的價格,“一言九鼎,一諾千金”的合作態度,贏得了愈來愈大的市場份額。 公司以秉承“顧客至上,銳意進取”的經營理念,堅持“客戶di yi”的原則,為廣大客戶提供優質的服務。歡迎廣大客戶惠顧!
拉伸試驗是將異型管制成試樣,在拉伸試驗機上將試樣拉至斷裂,然后測定一項或幾項力學性能,通常僅測定抗拉強度、屈服強度、斷后伸長率和斷面收縮率。拉伸試驗是金屬材料基本的力學性能試驗方法,幾乎所有的金屬材料,只要對力學性能有要求,都規定了拉伸試驗。特別是那些形狀不便于進行硬度試驗的材料,拉伸試驗成為的力學性能檢測手段。
異型管拉伸試驗主要有以下步驟:
(一)用刻線機在原始標距范圍內刻劃圓周線,將標距內分為等長的10格。用游標卡尺在試件原始標距內的兩端及中間處兩個相互垂直的方向上各測一次直徑,取其算術平均值作為該處截面的直徑,然后選用三處截面直徑的小值來計算試件的原始截面面積;
(二)根據異型管的拉伸強度和原始標本截面積估計的負荷,配置相應的擺錘,選擇合適的測力度盤;
(三)開始試機,使表上升約10mm,為了重量板凳系統的影響。倡議旨在調整指針為零,主動驅動的指針和指針靠攏,調整自動繪圖設備;
(四)先將異型管樣品裝夾在上夾頭內,再將下夾頭移動到合適的夾持位置,后夾緊試件下端;
(五)開動試驗機,預加少量載荷(載荷對應的應力不能超過異型管材料的比例極限),然后卸載到零,以檢查試驗機工作是否正常;
(六)啟動試驗機,加載緩慢而均勻地旋轉仔細觀察指針和策劃力測量繪圖設備的圖形。注意捕獲的屈服載荷值,計算其屈服點應力的記錄。在屈服階段,加載速度可以更快。將達到很好,遵守“縮頸”的現象。試樣斷裂立即停止,記錄的很好負荷值;
(七)取下異型管拉伸標本、記錄紙;
(八)用游標卡尺測量斷后標距及縮頸處小直徑。
異型管_誠信為本_利康金屬材料(張掖市分公司),固定電話:【15224295881】,移動電話:【0635-8882574】,聯系人:高經理,經濟技術開發區蔣官屯辦事處鄧官屯工業園 發貨到 甘肅省 張掖市 蘭州市、嘉峪關市、武威市、酒泉市、隴南市、合作市、臨夏市、定西市、慶陽市、平涼市、天水市、白銀市、金昌市 甘州區、民樂縣、臨澤縣、高臺縣、山丹縣。











