











在360搜索 中低溫除油劑灰膜彩膜 的信息
在搜狗搜索 中低溫除油劑灰膜彩膜 的信息



以下是:中低溫除油劑灰膜彩膜的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 公司 燈鼎 主營 不銹鋼電解拋光 所在地 深圳 可送貨 是 效果 鏡面 主要材質 不銹鋼 中低溫除油劑灰膜彩膜,燈鼎金屬表面處理 有限公司(湛江分公司)專業從事中低溫除油劑灰膜彩膜,聯系人:姚師傅,電話:0755-28505535、18014996427,QQ:374457303,發貨地:丹徒區谷陽鎮千里新村1棟1樓,以下是中低溫除油劑灰膜彩膜的詳細頁面。 廣東省,湛江市 民國三十四年(1945年)9月,設市級建置,定名湛江市。歷史上曾屬椹川縣,境內曾設椹川巡檢司。1983年9月,實行地市合并、市領縣體制,湛江市為省直轄的地級市。湛江地處粵、瓊、桂三省(區)交匯處,是中國西南各省通往國外的主要出海口,亦是中國大陸通往東南亞、非洲、歐洲和大洋洲海上航程短的重要口岸。湛江徐聞古港是漢代海上絲綢之路早始發港。
中低溫除油劑灰膜彩膜的詳細視頻已經上傳,通過視頻,您可以更深入地了解產品的功能和特點。
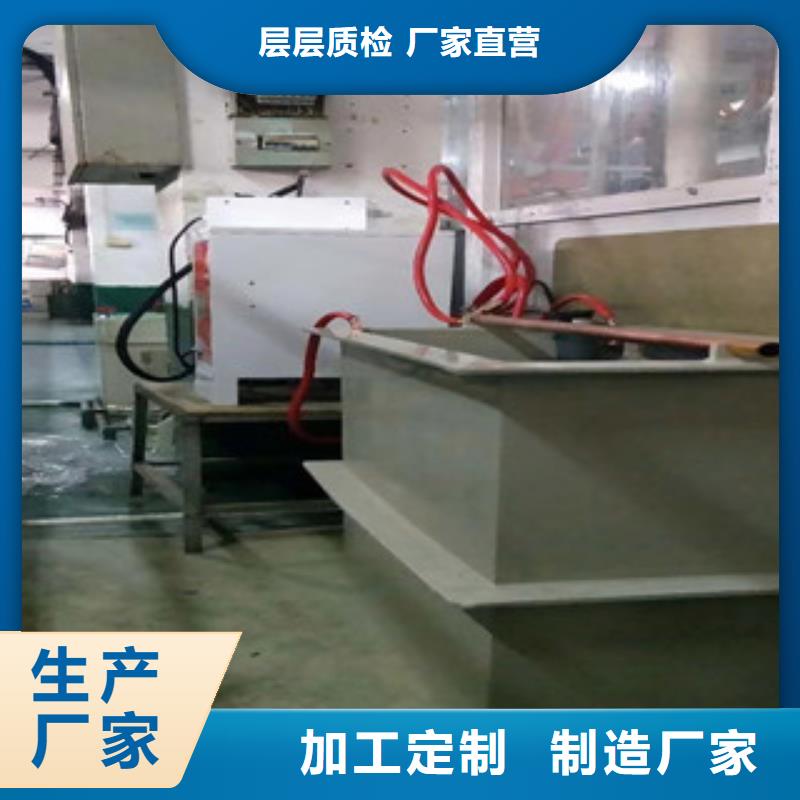
以下是:中低溫除油劑灰膜彩膜的圖文介紹
①加熱可選用 石英加熱管,鈦加熱管。
②冷卻可選用盤管,盤管可加熱可冷卻。
夾具
選用鈦做掛具,因為鈦較耐腐蝕,壽命長,鈦離子對槽液無影響。建議 不要用銅掛具,因為銅離子進入會在不銹鋼表面沉積一層結合力不好的銅層,影響拋光質量。銅裸露部位可用聚氯乙烯膠烘烤成膜,在接觸點刮去絕緣膜。
陰陽極材料
陰極材料選用鉛板,陽極材料選用紫銅連接。
陽極比陰極為1:2—3.5之間。
陰極距陽極 距離為10—30厘米。
就目前來說,電解拋光主要針對不銹鋼工件的表面光亮處理。不銹鋼工件又分為200系列,300系列,400系列材質,各系列材質有必須用針對性電解拋光液。 比如不銹鋼200系列材質的不銹鋼,必須用200系列的配方,此種配方無法適應300系列或400系列的不銹鋼材質。這一直是國
內一大難題,因為有些廠家的材質是組合工件,既有200系列不銹鋼材質,又有300或400系列不銹鋼材質。
電解拋光工藝:除油--水洗--除銹--水洗--電解拋光--水洗--中和--水洗-- 鈍化--包裝
7類型編輯
目前生產上采用的電拋光液主要有:
①硫酸、磷酸、鉻酐組成的拋光液;
②硫酸和檸檬酸組成的拋光液;
③硫酸、磷酸、 及甘油或類似化合物組成的混合拋光液。
鋼鐵零件的電化學拋光
(1)材料種類的影響 鋼鐵材料的種類很多,對不同的鋼材應采用不同的拋光液。
(2)各種因素的影響 磷酸是拋光液的主要成分。它所生成的磷酸鹽粘附在陽極表面,在拋光過程中起重要作用。硫酸可以提高拋光速度,但含量不能過高,以免引起腐蝕。鉻酐可以提高拋光效果,使表面光亮。
電流密度對拋光質量有很大影響,對于不同的溶液應采用不同的電流密度,電流密度過低,整平作用差,過高會引起過腐蝕。溫度對拋光質量有一定的影響,但不是主要因素。
(3)操作注意事項
①新配制的溶液應在大陰極面積(陰極面積大于陽極面積幾倍)的情況下進行通電處理,使一部分六價鉻還原為 三價鉻。如果在使用過程中三價鉻增加過多時,則相反,即在大陽極小陰極的情況下進行通電處理。
②經常測定溶液的密度,并及時加水或加熱濃縮溶液。溶液中的磷酸、硫酸和鉻酐和三價鉻的含量應定期分析和調整。
③使用過程中由于陽極溶解鐵的含量逐漸升高,當鐵的含量(按Fe2 03計算)達到7%~8%時部分更換,或全部更換溶液。
④配制 先將磷酸與硫酸混合,鉻酐溶解于水,然后把酸的混合液倒人鉻酐水溶液中加熱8 0"C。在不斷攪拌下慢慢加入明膠(此時反應激烈)。反應結束后(大約1 h后)溶液變為均勻的草綠色。
廣東湛江燈鼎金屬表面處理 有限公司設備,精益制造。公司完成了【電解】產業化生產基地戰略布局,現擁有總規模達10萬平方米的生產基地,目前是全國生產能力強、規格高的【電解】生產基地之一。
通電后,在被拋光金屬表面上形成一層極化膜,使金屬離子通過這層薄旗擴散。表面上的顯微及宏觀的凸點或粗糙處的高點及毛刺區的電流
密度比表面其余部分大,并以較快的速度溶解,從而達到整平和去毛刺的目的。通過延長拋光時間、提高拋光溫度和電流密度可得到光亮的
表面。
電拋光后的表面光潔度主要由拋光前的表面質量和光潔度決定。緞狀表面拋光成光亮表面是由時間、溫度、電流密度所控制。這三種因素的組合,會產生低反射或緞狀表面。采用延長時間、提高溫度或增加電流密度可獲得光亮表面。
陰極釋放氫,陽極釋入氧,對解釋表面鈍化及在一定程度上改善耐腐蝕性不夠。與電鍍不同,電拋光不存在氫脆。
為獲得良好的拋光效果,電流密度和電壓是緊密相關的。通常,電壓升高電流密度隨之增大,但這一現象只會繼續到一個臨界點。一旦達到這一點,電流密度將急速下降,電壓仍相應增高,超過這一點,電壓和電流密度又穩步增長。電拋光只有在電流密度比臨界點高時才會發生,
低于這一點則出現腐蝕。通常電拋光使用直流電,在5.5一55.SA/dm2產生。
電地光對金屬的溶解極少,從奧拋光后的表面猜飾情況及拋光后的表面精飾處理來看,拋光厚度通常在2.5~65μm之間。深劃痕、沖壓記號及金屬中的非金屬夾雜物往往比電拋光失去的厚度深,雜亂的顆粒線和深深的劃痕(由粗研磨所致),在其后的精加工中不能被去除。而電拋光
可將它們去除,這些線和刻痕初是肉眼看不見的。電拋光是一項較快的操作,通常在2~12分鐘內完成。但如果從粗糙表面開始或必須去除
較大量的金屬(如控制尺寸或去毛刺),則將會需要更長的時間。
采用電拋光獲得的表面亮度(陽極光澤)不同于研磨或機械拋光獲得的亮度。它無刻痕、不變形、無方向性且顯露出金屬的本色。由于表面幾
何形狀是三維的,表面光滑度也有所不同,用普通的觸針型儀器測定是困難的且不準確。與一般的想法不同,表面光亮度不是表示光滑度。
在適當的電拋光條件下,表面粗糙度(按微米測量)通常從66%下降到33%,但當微米值低于電拋光前時,改善的百分率也會相應下降。有時,
由于不良冶金狀態或表面狀態,微米值不會下降,甚至有時會有所提高。這些冶金狀態和表面狀態在很大程度上決定理想的電拋光效果。產
生不好效果主要的原因是:晶粒尺寸結構不均、非金屬夾雜物、定向軋輥痕跡、鹽類或氧化物污染、酸洗過度以及淬火過度。為獲得真正
的反射性精飾表面所作的電拋光,微粒沉積物則是致關重要的。
不銹鋼因其較高的耐蝕性及裝飾性而得到廣泛的應用, 尤其在醫療用具、食品工業用具、餐具、廚房用具等方面得到普及與推廣。不銹鋼用具應耐蝕、外觀光亮和清潔衛生,用具表面不應附有對人體有毒的物質。因此對生產這類用具的表面處理提出要求,就是要徹底表面的
有害物質
在廣東省湛江市采購中低溫除油劑灰膜彩膜請認準燈鼎金屬表面處理 有限公司(湛江分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:姚師傅-18014996427,QQ:374457303,地址:丹徒區谷陽鎮千里新村1棟1樓)。
燈鼎金屬表面處理 有限公司(湛江分公司)
供應范圍覆蓋廣東省 湛江市 廣州市、深圳市、珠海市、汕頭市、佛山市、江門市、韶關市、惠州市、茂名市、汕尾市、東莞市、中山市、潮州市、肇慶市、梅州市、河源市、陽江市、揭陽市、云浮市 赤坎區、霞山區、坡頭區、麻章區、遂溪縣、徐聞縣、廉江市、雷州市、吳川市等區域。
固定电话:0755-28505535
移动电话:18014996427
联系人:姚師傅
电子邮件:374457303@qq.com
QQ:374457303

请留下您的联系方式,我马上给您打过来!
提交