
以下是:耐候鋼可定制廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材料 耐候鋼板 規格 2--10毫米厚 顏色 鋼材原色可定制 產地 山東 耐候鋼可定制廠家,鑫濤耐候鋼廠家(十堰市分公司)為您提供耐候鋼可定制廠家,聯系人:李經理,電話:【13455415061】、【15166576207】,請聯系鑫濤耐候鋼廠家(十堰市分公司),發貨地:開發區。 湖北省,十堰市 2022年,十堰市實現地區生產總值2304.68億元,比上年增長3.6%。
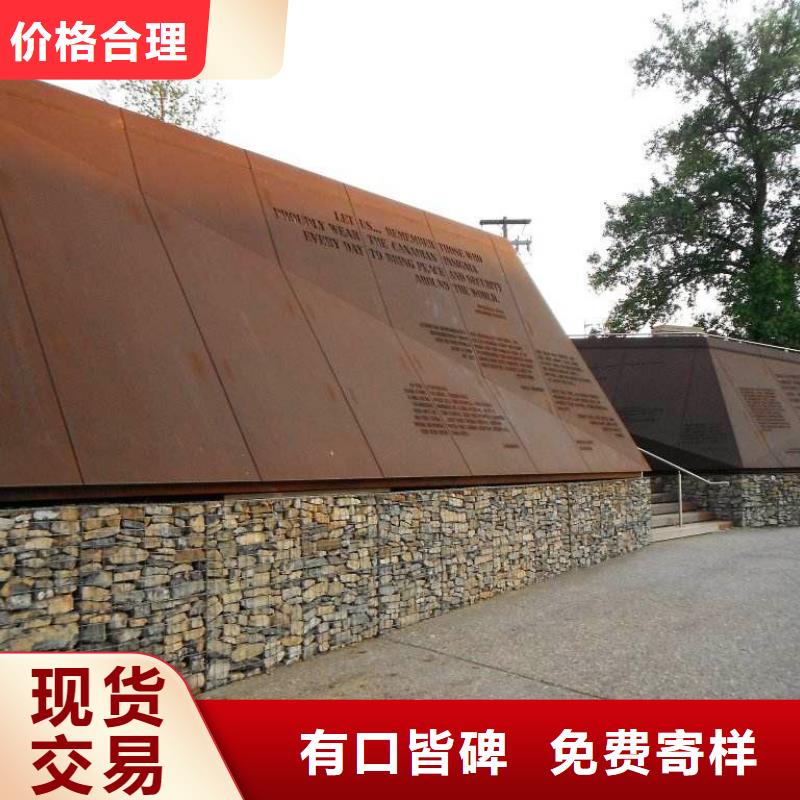
準備好領略耐候鋼可定制廠家產品的風采了嗎?我們為您準備的視頻將帶您走進產品的世界,讓您感受它的獨特之處。以下是:耐候鋼可定制廠家的圖文介紹湖北十堰鑫濤耐候鋼廠家是具有多年歷史的 耐候鋼制造企業,是我國 耐候鋼生產基地專業制造廠家之一。公司位于開發區,交通便捷,通訊暢達, 耐候鋼產品暢銷全國各地,深受用戶歡迎。
或簡化涂裝使用。該鋼種具有耐銹,使構件抗腐蝕延壽、減薄降耗,省工節能的特性,使構件制造者、使用者受益。列如,耐候鋼橋梁可節約的涂裝費就可高達建設投資的10%以上。耐候鋼具有重大經濟意義,符合當今.長壽.節能.環保等“綠色”觀念和 發展政策導向。
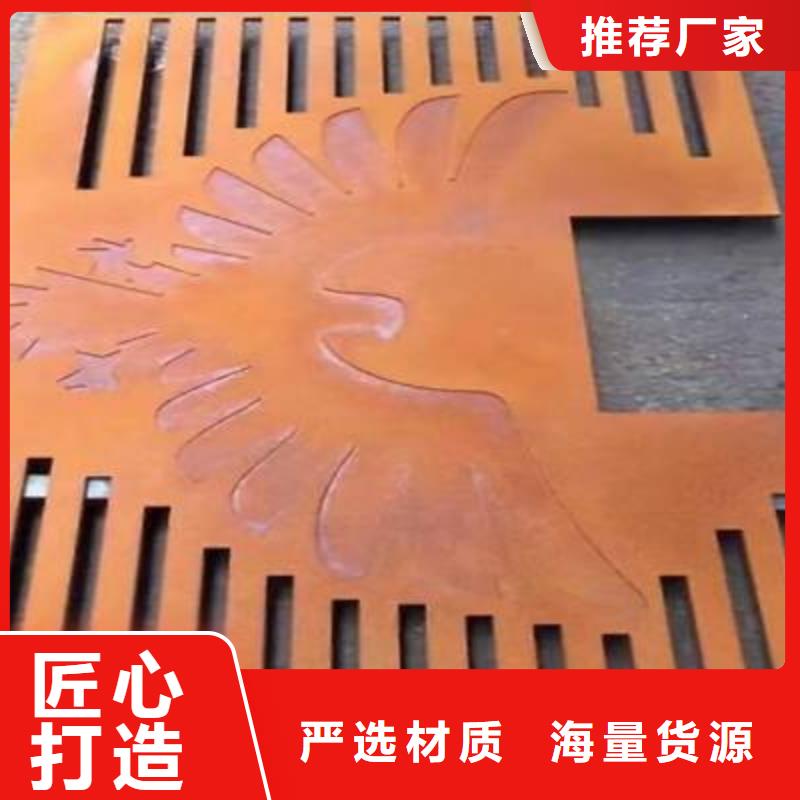
產品特點:
鋼結構具有很多獨特的優越性,諸如高強、高韌、抗震、輕質、價廉、占有空間小、不消耗土木等,輕鋼結構用于住宅建筑,其建筑工期短,資金周轉快等等,是具有“綠色”、可持續發展等時代理念的經濟類鋼材。但這類鋼材其防腐防火的處理工本高,給推廣應用帶來一定的限制。在自然氣候下,鋼材受蝕減薄5年可達0.1-1mm以上,時間長或在特殊及人為的惡劣環境下,減薄更為嚴重。如
合理安排焊接 次 序 。 原則是盡量使大多數焊縫能在剛度較小的條件下焊接,進一步減少焊接應力 。 (5)焊前預熱 、焊后緩冷或熱處理。 焊前預熱通常是防止高強 鋼 焊接 冷裂紋的重要工 藝措施 。 焊后緩冷或熱處理可以使擴散的氫充分逸出,降低了焊接殘余應力 ,改善組織 ,減少淬硬性 ,從而降低焊接冷裂傾 向 。 高強度耐候鋼焊接時一般也不需要采取預熱及焊后緩冷等工藝措施 。 下列情況需要焊前預熱 :焊接環境溫度小于 5℃時 ,焊件局部預熱到 75℃~ 125℃ ;焊補厚度不小于 8 m m 高強度耐候鋼母材上的裂紋等 缺陷時 , 焊前須將焊件局部預熱到lOO S E ~150 ℃。 凡進行焊前預熱的 ,焊接的層 間溫度不
、一定要避免高強 度耐候 鋼焊接熱裂紋 的方 法高強度耐候鋼的焊接熱裂紋主要是焊縫的結晶裂紋。 已有的焊接實踐證明,高強度耐候鋼焊縫的熱裂傾向比普通耐候鋼小 ,估計與高強度耐候鋼更低的硫 、磷含量及較 高 的錳 含量 及手弧焊時使用的堿性焊條有關 。為了避免高強度耐候鋼的焊接熱裂紋 ,我們公司采取的主要措 施有 :(1)選用堿性焊條 、焊劑 。(2) 合理安排焊接次序 ,盡量減小焊接應力 。(3)控制焊縫的形 狀 。 凹心和平齊的角焊縫及窄深 的對接焊 縫 ,焊縫結晶時其低熔點物質易富集在焊縫中心面上,在焊接拉應力的作用下 ,極易產生結晶裂紋。 寬而淺的對接焊縫 ,當柱狀 晶往上生長時,雜質大部分被推 向表面而分散分布 ,拉應力集中的現象也大為減弱 ,焊縫的抗熱裂性較高。 所 以對接焊縫的形狀系數 (寬 厚 比 ) 一 般控制在 1.3 —2 ,H有1 2 mm 的焊縫余高(僅對車體焊縫而言) 。對接焊縫和角焊縫的外形應為微凸形,焊縫末端采用回焊收尾法,手弧焊和半自動氣電焊焊縫弧坑須焊滿。(4 )采用合理的焊接規范 。 焊接電流越大 ,焊接熔深越大 ,熔合比越大。 適當減小焊接電流并提高電弧電壓 。

在湖北省十堰市采買耐候鋼可定制廠家到鑫濤耐候鋼廠家(十堰市分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:李經理-【15166576207】,地址:《開發區》。









