

以下是:12Cr1MoV精密管品質優良的產品參數
產品參數 產品價格 電議 發貨期限 到付 供貨總量 200噸 運費說明 5天內 型號 齊全 產地 山東聊城 名稱 無縫鋼管 范圍 供應范圍覆蓋浙江省 杭州市、寧波市、溫州市、臺州市、金華市、湖州市、紹興市、舟山市、嘉興市、衢州市、麗水市等區域。 您是想要在浙江省采購高質量的12Cr1MoV精密管品質優良產品嗎?寶菱鋼管(浙江省分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的12Cr1MoV精密管品質優良產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:李經理,地址:《開發區武夷山路大東市場A1-335號》。 浙江省 浙江省,簡稱“浙”,是中華人民共和國省級行政區,省會杭州市,地處中國東南沿海,長江三角洲南翼;東臨東海,北與上海市、江蘇省接壤,南接福建省,西與安徽省、江西省相連;地跨北緯27°02′~31°11′,東經118°01′~123°10′。浙江省下轄11個地級市,37個市轄區、20個縣級市、33個縣(一個自治縣),截至2022年末,浙江省常住人口為6577萬人。
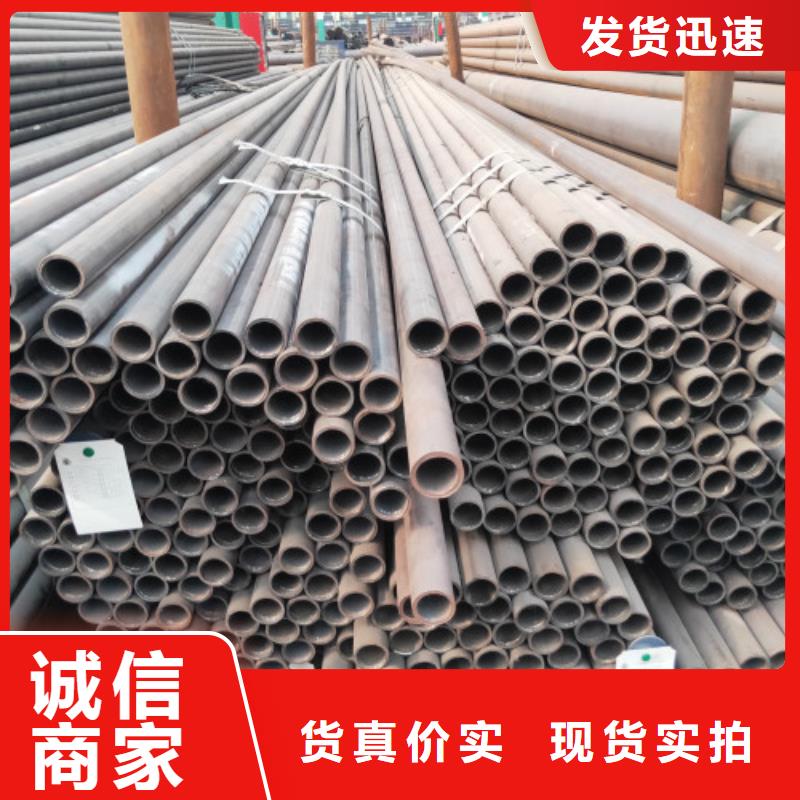
想要深入了解12Cr1MoV精密管品質優良產品的各項功能和特點嗎?我們為您呈現的產品視頻將為您揭開產品的神秘面紗。請您抽出寶貴時間觀看,相信會給您帶來滿滿的驚喜和收獲。以下是:12Cr1MoV精密管品質優良的圖文介紹浙江無縫管寶菱鋼管有限公司價格實在質優價保浙江無縫管的詳細介紹
用途廣泛實力工廠
JCOE鋼管制造技術的進步LSAW大口徑鋼管的制造方法以UOE法為主,直徑和壁厚超過UOE制造范圍時,用三輥彎曲法和壓力彎曲法制造。20世紀90年代中期以德國、印度、俄羅斯和中國為中心建設了JCOE法的大口徑鋼管廠,是與UOE法詳細比較的時期。JCOE鋼管的制造工序JCOE法是德國SMS Meer公司開發的。其工序是:①軋邊;②預彎邊;③采用壓力機彎曲一端彎曲成J形狀,另一端同樣成J形,成形為C形, 成形為管縫打開的O形;④管縫焊接;⑤擴管。與UOE法比較,UO部分置換為③壓力機彎曲。 可制造范圍是直徑60in.,長度18m,使用普通工具鋼管壁厚是40mm,使用特殊工具 可達到65mm。40mm壁厚時。
12.2m長度的壓力機負荷是65MN,18.3m長度的壓力機負荷是100MN。JCOE鋼管的特點JCOE法的特點是設備成本低,一條生產線的投資額是UOE的1/8,產量是1/2。特別是每種尺寸U形壓力機、O形壓力機的模具與UOE法不同,工具成本低,更換時間也短,所以,適合生產多品種量少的鋼管。作為鋼管特性,因進行 擴管,推測殘余應力與UOE法差別不大。UOE法中,U形壓力機彎曲的部分,O形壓力機初期形成多角形時折彎部分變形大,圓周方向有變形分布。JCOE法中,如果仔細進行J成形,變形分布小。如何仔細進行J成形對生產率有直接影響,但實際操作不明確。定位焊接以后與UOE鋼管相同,擴管之后JCOE法和UOE法生產的鋼管品質差異不大。螺旋焊管制造技術的進步從1994年以后,日本國內就沒有新建螺旋焊管軋機,但是進行了旨在提高生產效率的焊接速度提高和縮短組裝時間的設備改造。
在海外,采用面向管線鋼管的高品質、率化的Two-step工藝。高速焊接技術螺旋焊管焊接位置必然是上坡焊或下坡焊接,所以,存在焊道形成控制難的問題。與1986年相比,各公司通過多電極化和調整焊接條件,提高了到傾斜焊接的極限實力。一部分先用ERW焊,然后用SAW焊的工藝已工業化,實現了 5m/min的焊接速度。兩步法生產工藝在海外,定位焊接和管縫焊接工序是分開的,使兼顧高品質和率的工藝工業化,現在用于管線鋼管的螺旋焊管軋機大多采用Two-step(兩步法)生產工藝。定位焊接是用二氧化碳氣體保護焊進行內面焊接,有報告稱密封焊的速度 達到9m/min。與原來的One-step(一步法)工藝相比,大大提高了生產率。浙江寶菱鋼管有限公司位于開發區武夷山路大東市場A1-335號。公司專業致力于 無縫管的生產、銷售與研發。 公司遵循誠信經營,貨真價實,熱情服務的宗旨,贏得了用戶,拓展了市場,建立了廣泛的銷售網絡,“以質量求信譽,以信譽求發展”,以雄厚的實力、合格的產品、低廉的價格深得新老用戶的信賴;歡迎來電垂詢或親臨指導。0527-88266888
今年在浙江省購買12Cr1MoV精密管品質優良有了新選擇,寶菱鋼管(浙江省分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的12Cr1MoV精密管品質優良產品。如需購買或咨詢,請隨時聯系我們,聯系人:李經理-【15095038058】,地址:開發區武夷山路大東市場A1-335號。












