以下是:浙江省耐候鋼板造型【關鍵詞2的產品參數(shù)
產品參數(shù) 產品價格 4500 發(fā)貨期限 電議 供貨總量 999999 運費說明 3 材料 耐候鋼板 規(guī)格 2--10毫米厚 顏色 鋼材原色可定制 產地 山東 范圍 耐候鋼板造型【關鍵詞2供應范圍覆蓋浙江省 杭州市、寧波市、溫州市、臺州市、金華市、湖州市、紹興市、舟山市、嘉興市、衢州市、麗水市等區(qū)域。 【鑫濤】業(yè)務覆蓋多領域場景,主營杭州耐候鋼客戶信賴的廠家、寧波耐候鋼用好材做好產品、臺州耐候鋼誠信為本、湖州耐候鋼實力商家供貨穩(wěn)定、紹興耐候鋼種類豐富、嘉興耐候鋼經銷商等產品服務。您是想要在浙江省采購高質量的耐候鋼板造型【關鍵詞2產品嗎?鑫濤耐候鋼廠家(浙江省分公司)sdxt164-14是您的不二之選!我們致力于提供品質保證、價格優(yōu)惠的耐候鋼板造型【關鍵詞2產品,品種齊全,不斷創(chuàng)新,致力于滿足廣大客戶的多種需求,聯(lián)系人:李經理,地址:《開發(fā)區(qū)》。 浙江省 浙江省,簡稱“浙”,是中華人民共和國省級行政區(qū),省會杭州市,地處中國東南沿海,長江三角洲南翼;東臨東海,北與上海市、江蘇省接壤,南接福建省,西與安徽省、江西省相連;地跨北緯27°02′~31°11′,東經118°01′~123°10′。浙江省下轄11個地級市,37個市轄區(qū)、20個縣級市、33個縣(一個自治縣),截至2022年末,浙江省常住人口為6577萬人。
為了給您提供更的耐候鋼板造型【關鍵詞2產品信息,我們上傳了的產品視頻。請花幾分鐘時間觀看,您會發(fā)現(xiàn)更多驚喜。以下是:浙江耐候鋼板造型【關鍵詞2的圖文介紹您的滿意是我們的追求,浙江鑫濤耐候鋼廠家將竭誠為您服務!
公司宗旨:為客戶創(chuàng)造價值,為員工創(chuàng)造機會,為社會創(chuàng)造效益。
公司使命:為客戶解決“減少人工,降低成本,提率,品質”及提高國內 耐候鋼研發(fā)水平和廣泛應用為使命。
品牌定位:努力打造 耐候鋼行業(yè)的標桿品牌。
質量方針:創(chuàng)新是根本,質量是生命。
管理理念:以人為本,科學管理。
企業(yè)精神:誠信、務實、開拓、創(chuàng)新。
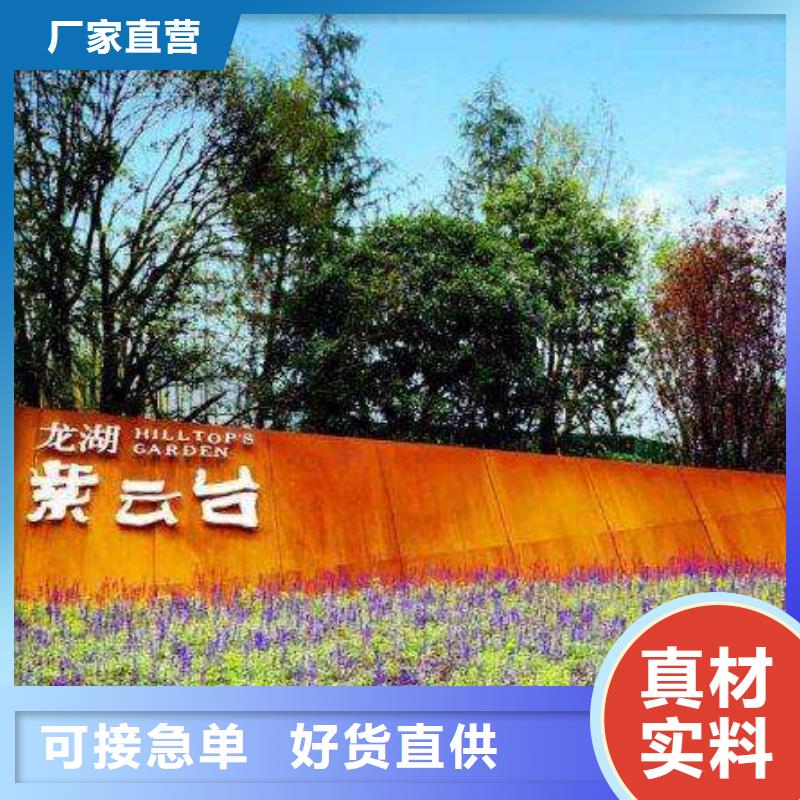
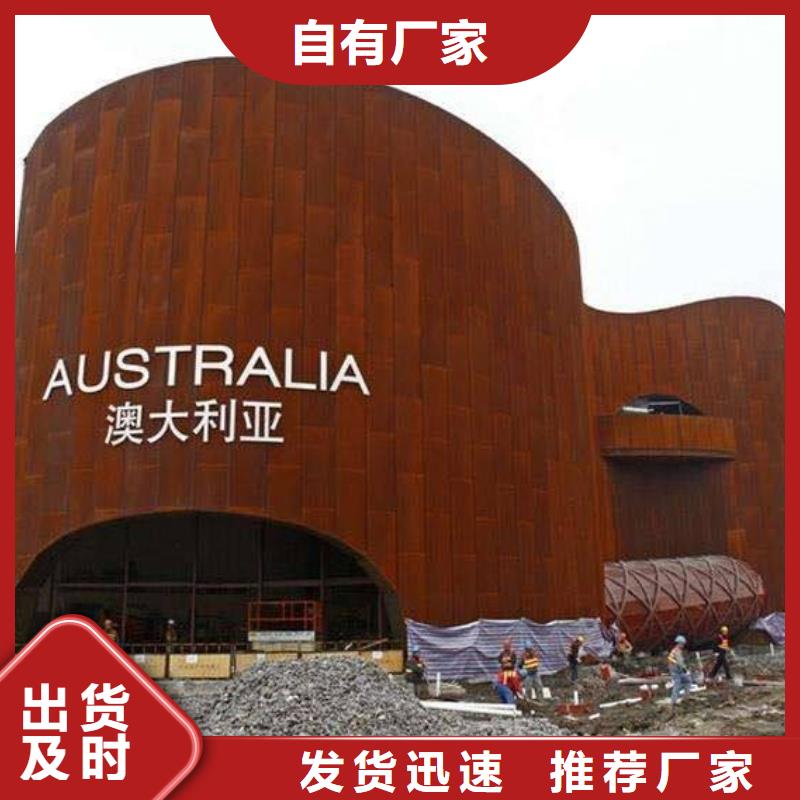
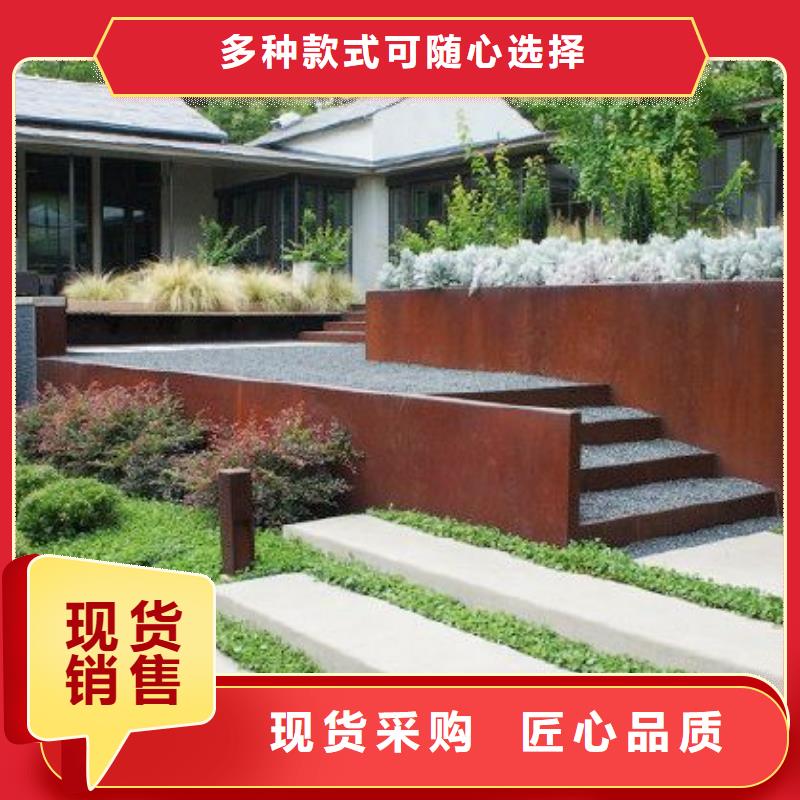
耐候鋼(即耐大氣腐蝕鋼)是介于普通鋼和不銹鋼之間的價廉物美的低合金鋼系列,在融入現(xiàn)代冶金新機制、新技術和新工藝后得以可持續(xù)發(fā)展和創(chuàng)新,屬世界超級鋼技術前沿水平的系列鋼種之一。耐候鋼由普碳鋼添加少量銅、鎳等耐腐蝕元素而成,具有優(yōu)質鋼的強韌、塑延、成型、焊割、磨蝕、高溫、疲勞等特性;耐候性為普碳鋼的2~8倍,涂裝性為普碳鋼的1.5~10倍,能減薄使用、裸露使用或簡化涂裝使用。該鋼種具有耐銹,使構件抗腐蝕延壽、減薄降耗,省工節(jié)能的特性,使構件制造者、使用者受益。產品供制造集裝箱、鐵道車輛、石油井架、海港建筑、采油平臺及化工石油設備中含硫化氫腐蝕介質的容器等結構件.使用耐候鋼可以不用或減少涂裝,大大節(jié)約維護工本
合理安排焊接 次 序 。 原則是盡量使大多數(shù)焊縫能在剛度較小的條件下焊接,進一步減少焊接應力 。 (5)焊前預熱 、焊后緩冷或熱處理。 焊前預熱通常是防止高強 鋼 焊接 冷裂紋的重要工 藝措施 。 焊后緩冷或熱處理可以使擴散的氫充分逸出,降低了焊接殘余應力 ,改善組織 ,減少淬硬性 ,從而降低焊接冷裂傾 向 。 高強度耐候鋼焊接時一般也不需要采取預熱及焊后緩冷等工藝措施 。 下列情況需要焊前預熱 :焊接環(huán)境溫度小于 5℃時 ,焊件局部預熱到 75℃~ 125℃ ;焊補厚度不小于 8 m m 高強度耐候鋼母材上的裂紋等 缺陷時 , 焊前須將焊件局部預熱到lOO S E ~150 ℃。 凡進行焊前預熱的 ,焊接的層 間溫度不
、一定要避免高強 度耐候 鋼焊接熱裂紋 的方 法高強度耐候鋼的焊接熱裂紋主要是焊縫的結晶裂紋。 已有的焊接實踐證明,高強度耐候鋼焊縫的熱裂傾向比普通耐候鋼小 ,估計與高強度耐候鋼更低的硫 、磷含量及較 高 的錳 含量 及手弧焊時使用的堿性焊條有關 。為了避免高強度耐候鋼的焊接熱裂紋 ,我們公司采取的主要措 施有 :(1)選用堿性焊條 、焊劑 。(2) 合理安排焊接次序 ,盡量減小焊接應力 。(3)控制焊縫的形 狀 。 凹心和平齊的角焊縫及窄深 的對接焊 縫 ,焊縫結晶時其低熔點物質易富集在焊縫中心面上,在焊接拉應力的作用下 ,極易產生結晶裂紋。 寬而淺的對接焊縫 ,當柱狀 晶往上生長時,雜質大部分被推 向表面而分散分布 ,拉應力集中的現(xiàn)象也大為減弱 ,焊縫的抗熱裂性較高。 所 以對接焊縫的形狀系數(shù) (寬 厚 比 ) 一 般控制在 1.3 —2 ,H有1 2 mm 的焊縫余高(僅對車體焊縫而言) 。對接焊縫和角焊縫的外形應為微凸形,焊縫末端采用回焊收尾法,手弧焊和半自動氣電焊焊縫弧坑須焊滿。(4 )采用合理的焊接規(guī)范 。 焊接電流越大 ,焊接熔深越大 ,熔合比越大。 適當減小焊接電流并提高電弧電壓 。

在浙江省采購耐候鋼板造型【關鍵詞2請認準鑫濤耐候鋼廠家(浙江省分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環(huán)節(jié),讓您購買到更加實惠、更加可靠的產品。(聯(lián)系人:李經理,地址:開發(fā)區(qū))。










