

以下是:異型管廠家-點擊領取樣品的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 型號 85*1.5 材質 QQ235 產地 聊城 異型管廠家-點擊領取樣品,利康金屬材料(汶川縣分公司)為您提供異型管廠家-點擊領取樣品,聯系人:高經理,電話:【0635-8882574】、【15224295881】,請聯系利康金屬材料(汶川縣分公司),發貨地:經濟技術開發區蔣官屯辦事處鄧官屯工業園。 四川省,阿壩藏族羌族自治州,汶川縣 汶川縣,隸屬于四川省阿壩藏族羌族自治州,地處四川省西北部、川西北高原和阿壩藏族羌族自治州東南部,截至2023年5月,汶川縣下轄9個鎮、75個行政村、8個社區,幅員面積4084平方千米,截至2022年底,汶川縣常住人口為8.3萬人。
我們的視頻卻能以直觀、生動的方式,讓您感受到產品的獨特之處。觀看視頻,讓異型管廠家-點擊領取樣品自己向您展示它的卓越品質和出色性能。以下是:異型管廠家-點擊領取樣品的圖文介紹高壓聚乙烯防腐蝕鍍層因其優良的耐腐蝕性、抗水汽透水性及其物理性能等,在輸油管道制造行業獲得了廣泛運用。但是,這類防腐蝕層異型管在打磨拋光預埋段高壓聚乙烯層焊縫時,管子端尾焊接錯邊量未刃磨或刃磨不整平,會造成焊接突顯一部分高壓聚乙烯底端的防銹涂料被磨去。在防腐蝕管室外堆積時間較長的狀況下,焊接表層金屬材料就會先被浸蝕,可能會導致異型管防腐蝕層出現翹邊的狀況。要防止這樣的事情,能夠 采用下列五點對策:
(一)嚴控異型管端預埋處焊接錯邊量的刃磨品質。在焊接處高壓聚乙烯焊縫外與管身別的位置一樣,使防銹涂料保存長短>20mm,以避免焊接處防銹涂料底端先被浸蝕而造成防腐蝕層翹邊。管子端尾焊接刃磨應留意:
1.焊接未刃磨的頂部與刃磨處的銜接段倒圓角,也應與高壓聚乙烯層倒圓角一樣,便于擠壓成型輥的擠工作壓力勻稱地施加壓力在高壓聚乙烯層上,避免因焊縫處防腐蝕層粘接不太好出現翹邊;
2.從焊接刃磨剛開始處到高壓聚乙烯倒圓角處需有10-20mm沒有焊接錯邊量的與異型管體一樣的高壓聚乙烯層整平段,以確保管子端尾焊縫處擠壓成型粘接品質;
3.焊接刃磨后的錯邊量應盡可能保證與管身齊平,不必有顯著的錯邊量,以避免在打磨拋光倒圓角時,將防銹涂料一同打磨拋光掉。
(二)防腐蝕異型管室外堆積時間較長時,應在管子端尾開展遮住,避免降水腐蝕,導致管子端尾比較嚴重浸蝕。
(三)預埋段防銹涂料鍍層只能維護詳細,才可以具有減緩管子端尾因浸蝕造成的翹邊。管子端尾焊縫生產加工都用鋼絲輪打磨拋光方法,會毀壞防銹涂料鍍層。應改成機械加工制造焊縫,傷口底層要比較有限位設備來操縱數控刀片的下刀深層,以防傷著防銹涂料鍍層。
(四)若管路當場工程施工周期時間較長,能夠 在管子端尾金屬材料外露處刷涂可焊防腐漆,以避免異型管在存儲期內因浸蝕造成防腐蝕層翹邊。
(五)不在危害支管電焊焊接的狀況下,盡可能頂端防銹涂料的預埋長短,可防止因異型管堆積時間較長,管子端尾金屬腐蝕比較嚴重造成的防腐蝕翹邊。
異型鋼管常用模具型號系列: 【元寶管】:22*68、25*62、30*68、25*70【面包管】:40*100【橢圓管】:20*40、25*50【扁圓管】:28*70、25*68、15*30【梅花管】:25*68、28*78 【8】字管:70*63【雙筋管】:25*78【雙元寶管】:27*100、47*98【D型管】:D36、D40、D43、D50、D58【六角鋼管】規格齊全6-500【冷軋帶鋼】:寬40-252mm厚0.4-3.0mm等等各種異型鋼管,來圖紙訂做。【方管】由10×10至200×200、300×300;【矩形管】由10×20至100×200、200×300;【圓管】由φ3-375。異形管:【全旦】8*17 11*14 12*20 12*25 12.7*22 14*20 14*22 14*24 15*28 15*29 15*30 14*45 16*32 16*34 16*35 16*36 18.6*28.6 20*35 20*40 20*45 20*48 20*60 20*100 21.6*23 25*40 25*50 28*48 28*37 30*60 30*70 35*80 35*65 35*75 38*152 40*70 40*80 40*97 40.2*97.2 40*100 40*190 50*100 50*120 50*150 50*200 60*86【欖核管】65*102 60*86 25.4*50.8 25*70 19*48 20*40 20.6*34.8 30*60 24*58.5 15*30 16*30.2 36*80 38*109 44*74 50*100 25*50 22.2*33【半旦管】20*40 20*60 32*70 34*45 40*50 40*54 46.5*122 35.5*38 40*60【三角管】76*76*76【三角圓弧管】76*76*76【面包管】 38*70 22*35 27.5*40【 L型管】15*46*67 15*43*102 63.5*76.2 40*50 40*60【正三角】140正139【八角管】38*55【 P形管】40*60
扇形管常用模具型號:28*28、40*40、50*50、60*60、80*80、100*100等
橢圓管常用模具型號有:10*20、10*15、20*30、20*40、30*15、30*60、30*80、30*45、30*100、25*50、20*35、25*80、25*45、28*48、29*58、33*18、35*65、53*33、35*70、35*80、40*15、40*60、40*80、40*50、40*75、40*70、40*110、45*95、45*75、45*100、46*96、50*25、50*150、50*120、50*80、51*25、55*95、58*28、60*-30、60*80、60*90、65*25、70*40、70*105、75*30、80*35、80*25、80*40、80*120、80*125、80*35、82*35、50*100、100*40、100*30、100*60、100*200、120*80等
可能很多人都不知道,異型鋼管內也會出現疤痕,那么,這些疤痕是什么?這些疤痕就是一個個像黃豆粒大小不一的坑坑洼洼的小坑,里面會出現灰褐色或灰黑色的異物,那么,我們應該如何來有效的控制異型管中的疤痕?下面來說八種可以有效控制異型管疤痕的方法。
(一)除氧化物劑粉末粒度一般要求在16目左右。
(二)根據異型管內表面面積確定除氧化物劑的噴吹量,一般為1.5-2.0g/dm2,不同直徑、長度的管材噴吹得除氧化物劑量是不同的。
(三)吹掃時間應根據管材直接、長度進行調節,以管材內沒有懸浮的金屬氧化物再被吹出為標準。
(四)芯棒潤滑效果不好或芯棒潤滑劑溫度過低,會產生內結疤。為了提高芯棒溫度,可采取一次水冷卻的辦法。
(五)除氧化物劑中硬脂酸鈉的含量要達到12%以上,以使其能在異型管內腔中充分燃燒。
(六)嚴格控制芯棒的溫度,保證噴涂潤滑劑前芯棒表面溫度在80-120℃,芯棒溫度不能長時間高于120℃,以保證預穿前其表面的潤滑劑干燥并致密,操作工應經常檢查芯棒潤滑狀況。
(七)噴嘴高度應根據異型管直徑進行調節,以保證對中良好。每個班次要清理一次噴嘴,長時間停機要拆下噴嘴進行清洗。為保證除氧化物劑在管材內壁均勻吹掃,在噴吹除氧化物劑工位使用選裝裝置,并配以旋轉氣壓。
(八)噴吹壓力應與管材直徑、長度相配合,既保證吹掃有力,燃燒充分,又不能有未完全燃燒的除氧化物劑被氣流從異型管內吹走。
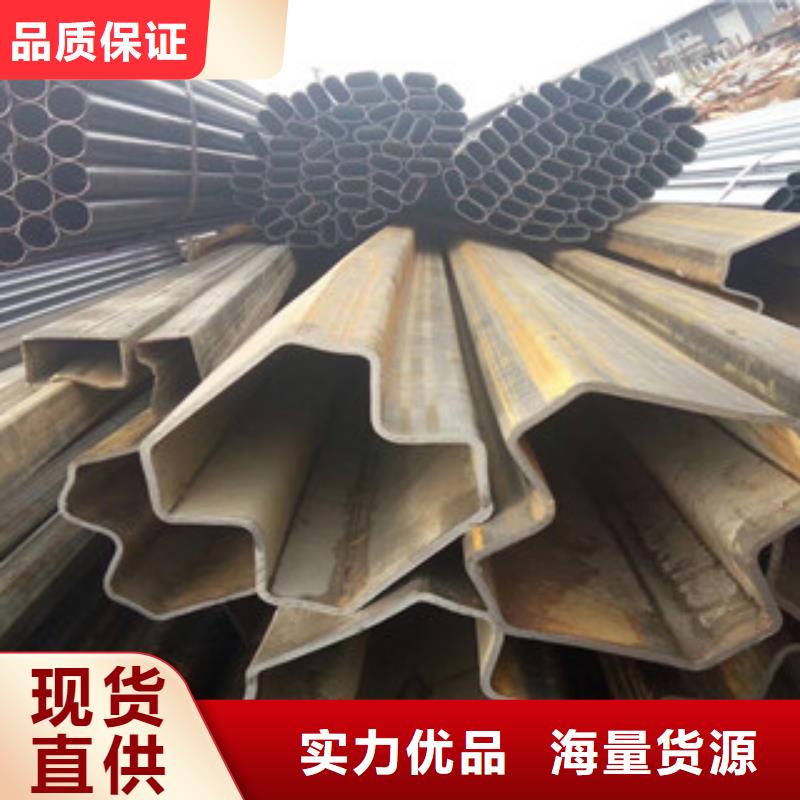
異型管是除了圓管以外的其他截面形狀的無縫鋼管的總稱。
按鋼管截面形狀尺寸的不同又可分為等壁厚異型無縫鋼管(代號為D)、不等壁厚異型無縫鋼管(代號為BD)、變直徑異型無縫鋼管(代號為BJ)。
異型無縫鋼管廣泛用于各種結構件、工具和機械零部件。和圓管相比,異型管一般都有較大的慣性矩和截面模數,有較大的抗彎抗扭能力,可以大大減輕結構重量,節約鋼材。
鋼管異型管可分為橢圓形異型鋼管、三角形異型鋼管、六角形異型鋼管、菱形異型鋼管、八角形異型鋼管、半圓形異型鋼圓,不等邊六角形異型鋼管、五瓣梅花形異型鋼管、雙凸形異型鋼管、雙凹形異型鋼管、瓜子形異型鋼管、圓錐形異型鋼管、波紋形異型鋼管。
異型管分,異型方管、矩異型管、異型焊管、螺旋焊管,規格:20*20mm-500mm,壁厚0.6mm-20mm,螺旋鋼管.螺旋鋼管規格,219mm-2020mm,壁厚5mm-20mm.直縫規格有4分、6分、1寸、1.2寸、1.5寸、2寸、2.5寸、3寸、4寸、5寸、6寸、8寸、102、108、127、133、139、159、168、177、194、219、273、325等規格異型管一般多是指方矩型鋼管。
阿壩汶川利康金屬材料有限公司 冷拔異形鋼管遠銷全國各地,本公司豐厚的 冷拔異形鋼管現貨資源,嚴格的出入庫核檢程序,完善的配送體系,為滿足新老客戶的需求創造了良好的服務體系。
原則: 冷拔異形鋼管誠信為本、精誠合作、立足長遠、永續經營。目標:優質的質量、優質的服務、優質的效益、優質的 冷拔異形鋼管品牌。宗旨: 冷拔異形鋼管用戶的需要就是我們的責任、讓用戶放心就是我們的目標。
選購異型管廠家-點擊領取樣品來阿壩市汶川縣找利康金屬材料(汶川縣分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:高經理-【15224295881】,地址:[經濟技術開發區蔣官屯辦事處鄧官屯工業園]。









