


以下是:精密管可加工設計的產品參數精密管可加工設計,永迪金屬材料(大慶市分公司)為您提供精密管可加工設計,聯系人:張經理,電話:【13336357174】、【18365865800】,請聯系永迪金屬材料(大慶市分公司),發貨地:經濟開發區金山路11號。 黑龍江省,大慶市 大慶市,別稱油城,II型大城市,國務院批復確定的黑龍江中西部重要的中心城市、中國重要的石油生產和石化工業基地。截至2022年,大慶市轄5個區、3個縣和1個自治縣,總面積2.1萬平方千米,常住人口為272.7萬人。2022年大慶實現地區生產總值2988.6億元,同比下降0.3%。
想要一睹精密管可加工設計產品的風采嗎?這個視頻將用直接的方式展示產品的卓越性能,保證讓您大飽眼福。
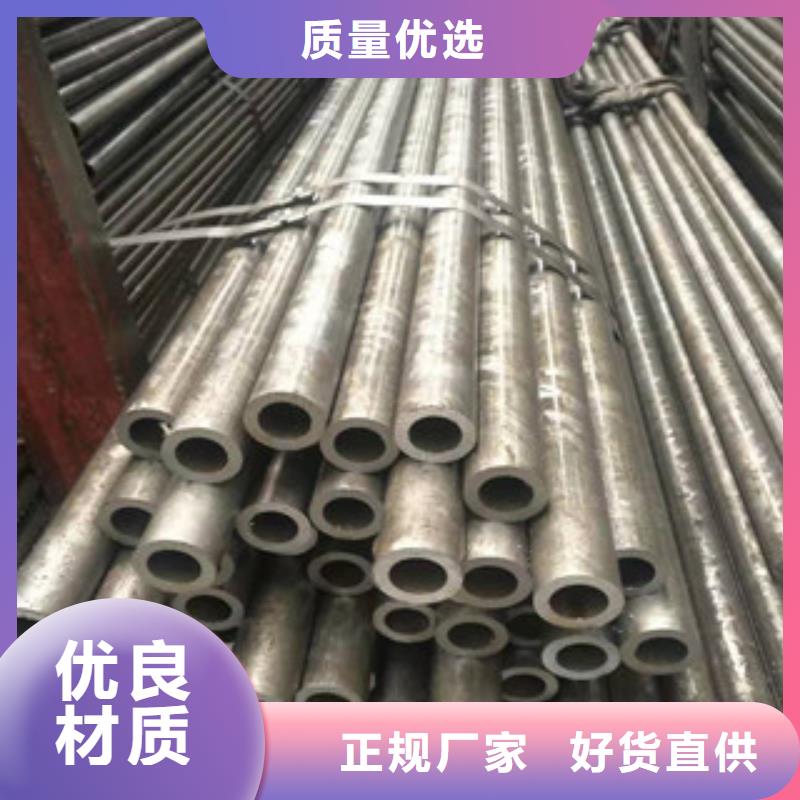
以下是:精密管可加工設計的圖文介紹黑龍江大慶永迪金屬材料有限公司以生產制造【無縫鋼管】為依托,大力拓展上下游相關產業,并逐步將每個產業發展完善,公司目標是將整個產業集團打造成國內百強企業。
山東精密鋼管壁厚不均現象的原因和處理措施
山東精密鋼管壁厚不均主要體現為螺旋狀壁厚不均、直線狀壁厚不均及頭尾部壁厚偏厚、偏薄等現象。連軋工藝調整的影響是導致成品管壁厚不均的重要因素。具體為:
山東精密鋼管直線狀壁厚不均
成因:
1芯棒預穿鞍座高度調整不合適,芯棒預穿時接觸到某一面的毛管,致使毛管在接觸面上溫降過快,造成壁厚不均甚至拉凹缺陷。
2連軋軋輥間隙過小或過大。
3軋管機中心線偏差。
4單、雙機架壓下量不均,會造成十堰精密鋼管單機架方向超薄(超厚)、雙機架方向超厚(超薄)的直線型對稱偏差。
5臼斷裂,內外輥縫差大,會造成十堰精密鋼管直線型非對稱偏差。
6連軋調整不當,堆鋼、拉鋼軋制會造成直線型壁厚不均。
措施:
1調整好芯棒預穿鞍座的高度、保證芯棒與毛管對中。
2更換孔型及軋制規格時應測量軋輥間隙,使實際軋輥間隙與軋制表保持一致。
3用光學對中裝置調整軋制中心線,年度大修時必須校正軋管機中心線。
4及時更換臼斷裂的機架,實施測量連軋輥內、外輥縫,出現問題并及時更換。
5連軋時,要避免拉鋼、堆鋼。
山東精密鋼管頭、尾部壁厚不均
成因:
1管坯前端切斜度、彎曲度過大、管坯定心孔不正易造成十堰精密鋼管頭部壁厚不均。
2穿孔時延伸系數太大、軋輥轉速太高、軋制不穩定。
3穿孔機拋鋼不穩定易造成毛管尾部壁厚不均。
措施
1檢查管坯質量,防止管坯前端切斜度、壓下量大,更換孔型或檢修均應校正定心孔。
2采用較低的穿孔速度,以確保軋制的穩定性和毛管壁厚的均勻度。當軋輥轉速調整后,匹配的導盤也做相應調整。
3關注導盤使用狀態并加大對導盤螺栓的檢查力度,降低導盤在軋鋼時的竄動幅度,保證拋鋼穩定以上為山東精密鋼管壁厚不均的各種現象。
高精度精密鋼管,精密鋼管牌號有哪些?冷拔(軋)精密鋼管的特點 1.外徑更小。
2.精度高可做小批量生
3.冷拔(軋)成品精度高,表面質量好。
4.鋼管橫面積更復雜。
5.鋼管性能更優越,金屬比較至密。
精密鋼管是一種通過冷拔或冷軋處理后的一種高精密的鋼管材料。由于精密鋼管內外壁無氧化層(一般通過無氧退火來實現)、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等優點,所以主要用來生產氣動或液壓 元件的產品,如氣缸或油缸,可以是無縫管,也有焊接管(焊接管一般要先去內徑,然后進行熱處理,再進行精軋達到精密管的尺寸要求后再進行無氧退火處理)。
40cr無縫鋼管廠家硬度標準
40cr無縫鋼管化學成份和力學性能:成分: 硅0.17~0.37%,錳0.5~0.8,鉻0.8~1.1%
40cr無縫鋼管調質處理:試樣直徑:25mm,850度淬火加熱油淬,520度回火后:抗拉1000兆帕,屈服800兆帕,延伸9%,斷面收縮45%,沖擊韌性588.3千焦/平方米。
因其制造工藝不同,又分為熱軋(擠壓)無縫鋼管和冷拔(軋)無縫鋼管兩種。冷拔(軋)管又分為圓形管和異形管兩種。
熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→坯管→矯直→水壓試驗(或探傷)→標記→入庫。
冷拔(軋)無縫鋼管:圓圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。
合金鋼:a.低合金鋼(合金元素總含量≤5%)b.中合金鋼(合金元素總含量>5~10%)c.高合金鋼(合金元素總含量>10%
無縫管正火規范:正火溫度850-870℃,正火后硬度179-229HBS。
冷壓毛胚軟化處理規范:溫度740~760℃,保溫時間4~6h,以50~100℃/h的冷速,隨爐降至溫度≤600℃,出爐空冷.處理前硬度≤217HBS,處理后硬度≤163HBS。
生鐵屑保護擺動鬼火規范
(670±10)℃×2h,隨爐升溫,(710±10)℃×2h,隨爐降溫,(670±10)℃×2h,隨爐升溫,(710±10)℃×2h,再隨爐降溫,(670±10)℃×2h,隨爐升溫,(710±10)℃×2h,隨爐降溫,共3個循環,再降溫至550℃,出爐空冷。處理后硬度153HBS.
調質處理規范:淬火溫度850±10℃,油冷;回火溫度520±10℃,水、油冷卻。
1、可用于拉伸膜及整形模;
2、冷擠壓沖頭,重載冷鐓沖頭,10-25mm中厚鋼板沖孔沖頭,直徑Φ5-6mm的小沖頭;
3、可用于中、小型沖頭,小型高壽命冷沖剪工具;
4、生鐵屑保護擺動會火規范可用于冷擠壓成型磨具;
5、粉末冶金壓模。
在黑龍江省大慶市采購精密管可加工設計請認準永迪金屬材料(大慶市分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:張經理-【18365865800】,地址:經濟開發區金山路11號)。







