
以下是:焊接平臺企業-可接大單的產品參數
產品參數 產品價格 1650/臺 發貨期限 現貨 供貨總量 50 運費說明 包含運費 小起訂 1 質量等級 優 是否廠家 是 產品材質 鑄鐵 產品品牌 偉業 產品規格 1000-8000 發貨城市 泊頭 產品產地 河北 加工定制 是 產品重量 噸 產品顏色 可選 質保時間 一年 適用領域 機械加工檢測 材質 灰口鑄鐵HT250 工作面精度 1級、2級、3級 T型槽開口尺寸 14、16、18、22、28 平臺高度 220-250-280-300-350-400 工作面厚度 15、20、25、30、40、50、60、70、80、90、100等 回火熱處理溫度 650-850度 生產周期 現貨或3天內發貨 平臺規格 1000*1500-4000*8000 安裝調試配件 墊鐵、斜鐵、支架、地錨器 焊接平臺企業-可接大單,偉業五金機械廠(九江市分公司)為您提供焊接平臺企業-可接大單產品案例,聯系人:李經理,電話:【18762195566】、【18762195566】,發貨地:工業開發區。 江西省,九江市 九江市是歷史文化名城,一座有著2200多年歷史的江南名城,歷史上曾是中國三大茶市和四大米市之一。九江市是海內外的旅游城市,中國旅游城市,素有“九派潯陽郡,分明似畫圖”之美譽,有世界文化景觀遺產的“廬山”、中國的淡水湖“鄱陽湖”、佛教凈土宗的發源地“東林寺”、中國四大書院之首的“白鹿洞書院”等眾多旅游景點。
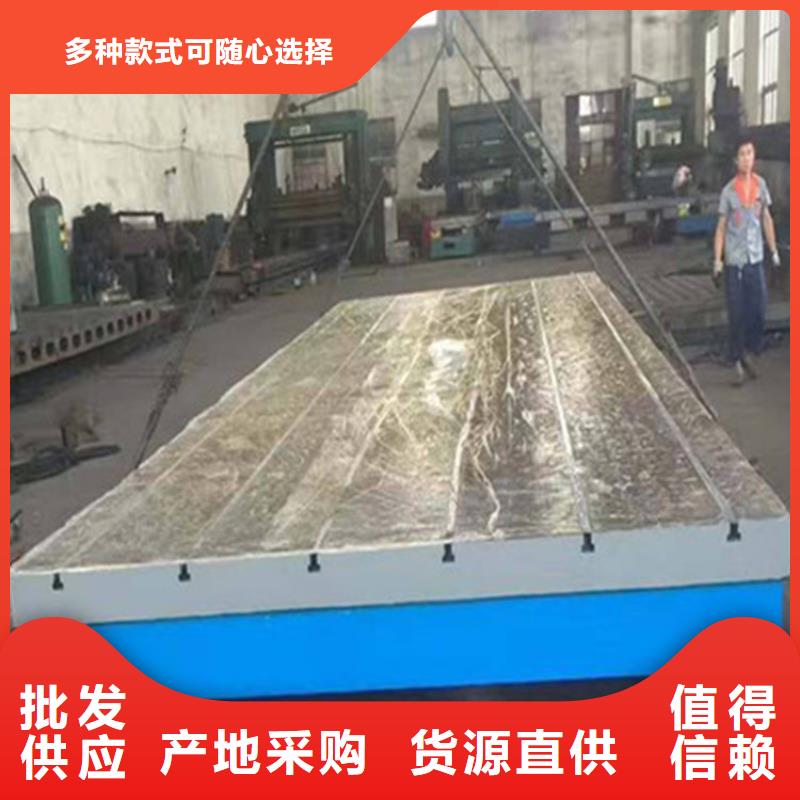
一分鐘的時間,對于了解我們的焊接平臺企業-可接大單產品來說足夠了。請觀看這部精心制作的產品視頻,讓產品的獨特之處和卓越性能一覽無余。以下是:焊接平臺企業-可接大單的圖文介紹制定好以上數據后,確定焊接平臺焊接平臺的終生產圖,焊接平臺即將進出到生產環節。在生產環節中,T型槽的加工是在兩次人工回火后進行的。
焊接平臺的鑄造配料工藝介紹:1)、在焊接平臺鑄造錢根據沖天爐熔化配料單進行計量后上料。
1.在半成品焊接平臺臺面上嚴格按照生產圖紙 準確劃線。并經過專門校驗人員確認后方可進行機床加工。
2.加工時,安裝與T型槽尺寸相對應T型槽銑刀,首先進行立式加工,在達到T型槽總深度的尺寸時,更換下底槽銑刀,進行下底槽加工。在銑刀進行開槽加工時,值得注意的是,吃刀量不可過大過深。
以上為偉業機床焊接平臺焊接平臺T型槽設計及加工的基本工藝。如需采購焊接平臺等其他工量具或技術上的問題。
2)、焊接平臺的原材料:化學成分純凈的生鐵,廢鋼,回爐料,重稀土孕育劑,純銅。輔料:硅鐵,錳鐵,脫硫劑,低硫低磷級鑄造焦炭等。
3)、原材料配比:80%生鐵,10%廢鋼,回爐料,硅、錳含量通過低硫低磷的硅鐵錳鐵來調整。
4)、焊接平臺的原鐵水成分控制范圍:S<0.12%,C:3.6-3.8%,Si:1.2-1.6%,Mn:0.5-0.6%,P≤0.13。
5)、鐵與炭比例: 6:1。
焊接平臺的檢定及行為偏差:適用于各種檢驗工作,精度測量用的基準平面,主要用于機械工件檢驗測量中的基準面,檢查零件的尺寸精度或行為偏差,并可作精密劃線,在機械制造檢驗中是不可缺少的平面基準量具。焊接平臺是用于工件檢測或劃線的平面基準器具。檢定職員在平臺四周的走動、檢定工具在平臺上的 儀器與平臺不在同一剛體上.儀器支架牢固性 牢固強項性差。
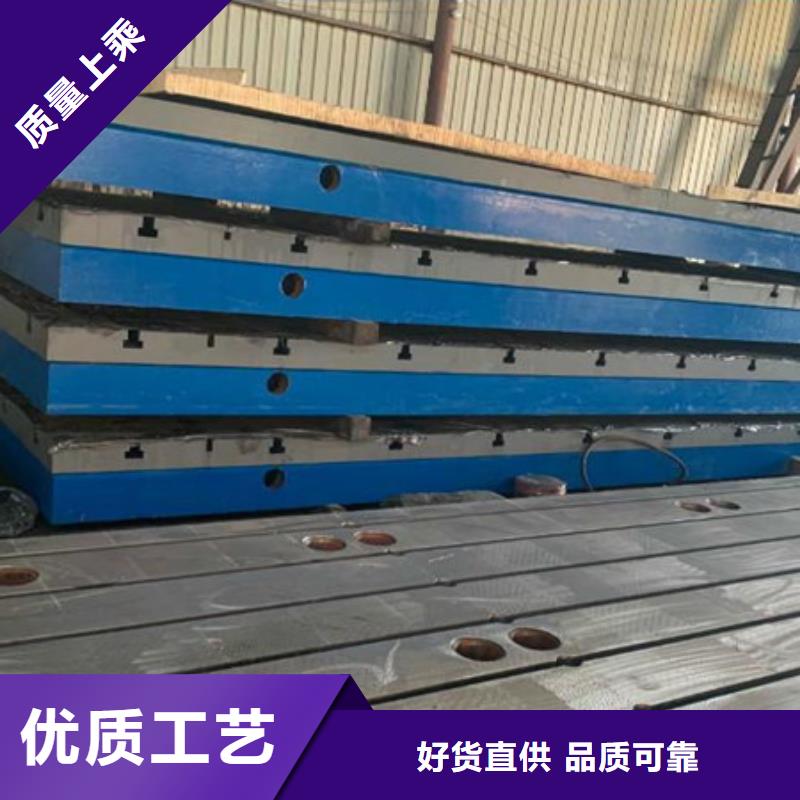
焊接平臺鑄件強度是質量的關鍵:焊接平臺在鑄造過程中都會產生殘余應力,殘余應力是構件還未承受荷載而早已存在構件截面上的初應力,在構件使用期間,和其他所受荷載引起的工作應力相互疊加,使其產生二次變形和殘余應力的重新分布,不但會降低結構的剛度和穩定性而且在溫度和介質的共同作用下,還會嚴重影響結構的疲勞強度、抗脆斷能力、抵抗應力腐蝕開裂和高溫蠕變開裂的能力。 焊接平臺采用優質灰鐵經鑄造、時效、刮研而成,小型的焊接平臺也有研磨產品。刮制的平臺(平臺)工作面能貯存潤滑油和容納微小灰屑在凹坑中,提高了基準體現的可靠性與穩定性。
江西九江偉業五金機械廠是以 鑄鐵焊接平臺廠家制造,施工服務于一體的科技型供應商,是江西九江規模較大 鑄鐵焊接平臺廠家生產基地之一。公司位于工業開發區,地理位置優越,交通運輸十分便捷,公司產業園占地50畝,竭誠為您提供優質的 鑄鐵焊接平臺廠家產品和服務。
鑄鐵平尺33.3mm×33.3mm面積內,平尺一般用優質鑄鐵制造,矩形平尺也有用軸承鋼或花崗石制造的。鑄鐵平尺工作面采用人工刮研工藝,用于機床檢驗中檢驗不平度和不直度兩個工作面是配合量規,千分尺,水平儀等儀器檢驗,不同高度,兩導軌的平行和不連接導軌的水平,并可以配合直角尺,檢驗只用直角尺無法檢驗的兩機件的垂直度的量具,還適用于設備安裝和檢查。
焊接平臺的精度要求很高也可以使用花崗石平尺或者合像水平儀分段測量的方法進行檢測。
鑄鐵焊接T型槽平臺的檢驗標準:一、精度參數:3級焊接平臺未規定接觸斑點要求。1級平板要求接觸斑點數在任意25×25mm平面內不少于20點。2級平板要求接觸斑點數在任意25×25mm平面內不少于12點。
二、焊接平臺工作面與側面以及相鄰兩側面的垂直公差為12級(按GB1184—80《形狀位置公差》規定)。工作面硬度應為HB170—220或187—255之間。
三、焊接平臺工作面不應有銹跡、劃痕、碰傷及其他影響使用的外觀缺陷。不應有砂孔、氣孔、裂紋、夾渣及縮松等鑄造缺陷。各鑄造表面應徹底型砂,且表面平整、涂漆牢固,各稅邊應修鈍。
四、焊接平臺檢定項目:1、表面粗糙度。2、平面波動量。3、外觀。4、接觸斑點。5、形狀位置公差、含名義尺寸、垂直度公差。6、平面度。7、材質及表面硬度。8、工作面允許撓度值。
五、焊接平臺應經穩定性處理和去磁。設置吊裝位置時應考慮盡量減少因吊裝而引起的變形。平臺相對兩側面上,應有安裝手柄或吊裝位置的設置、螺紋孔或圓柱孔。
焊接平臺企業-可接大單_偉業五金機械廠(九江市分公司),固定電話:【18762195566】,移動電話:【18762195566】,聯系人:李經理,工業開發區 發貨到 江西省 九江市 南昌市、景德鎮市、贛州市、萍鄉市、新余市、吉安市、上饒市、撫州市、宜春市 廬山市、潯陽區、武寧縣、修水縣、永修縣、德安縣、星子區、都昌縣、湖口縣、彭澤縣、瑞昌市、共青城市。











