
以下是:耐候鋼-耐候鋼值得信賴的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材料 耐候鋼板 規格 2--10毫米厚 顏色 鋼材原色可定制 產地 山東 耐候鋼-耐候鋼值得信賴,鑫濤耐候鋼廠家(臨汾分公司)為您提供耐候鋼-耐候鋼值得信賴,聯系人:李經理,電話:13455415061、15166576207,QQ:369305985,請聯系鑫濤耐候鋼廠家(臨汾分公司),發貨地:開發區。 山西省,臨汾市 臨汾市歷史悠久,是華夏民族的重要發祥地之一和黃河文明的搖籃;是華北地區重要的糧棉生產基地,盛產小麥、棉花等,素有“棉麥之鄉”和“膏腴之地”美譽。臨汾是山西省域副中心城市,是山西省新型能源和工業基地建設的重要組成部分。臨汾自然資源豐富,是中國三大優質主焦煤基地之一;臨汾非物質文化種類繁多,有蒲州梆子、威風鑼鼓等多種民間藝術形式,被譽為“梅花之鄉”“剪紙之鄉”和“鑼鼓之鄉”。
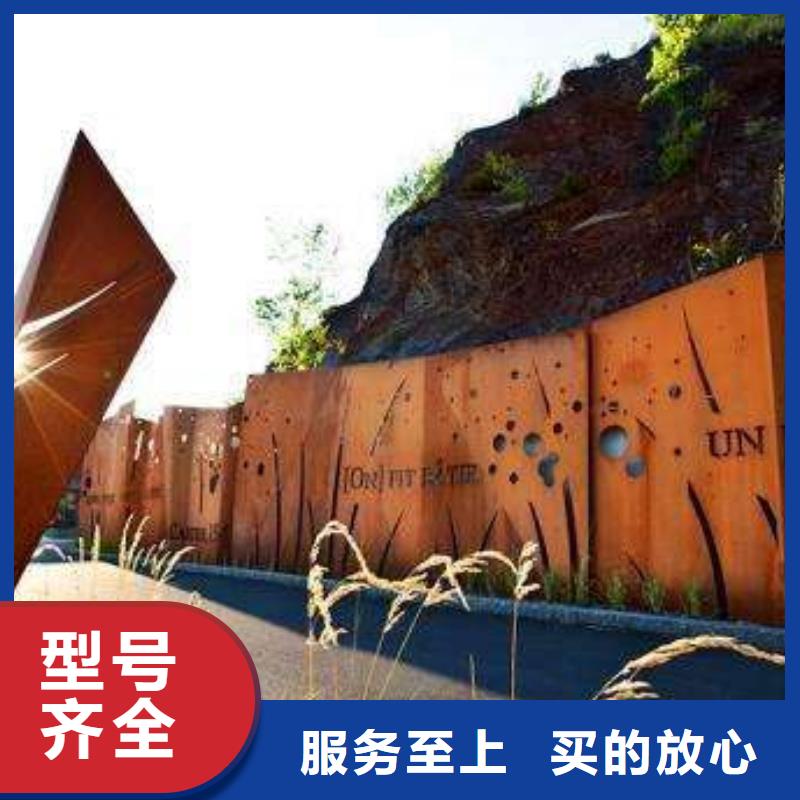
對于耐候鋼-耐候鋼值得信賴產品,我們傾注了無盡的心血和熱情。而我們的視頻,正是我們向您展示這一成果的方式。以下是:耐候鋼-耐候鋼值得信賴的圖文介紹
1、能夠迅速形成穩定的、顏色以及厚度均勻的、不容易被擦掉的銹紅色氧化膜,在室外溫度攝氏25度的環境下,一般3小時之內完成銹處理工藝。2、在銹處理催化方案下,能迅速產生的表面粗糙有手感,使其構筑物更富體積感和質量感,升華視覺效果和感官效果,能夠迅速園林設計的效果,并且經濟效益和藝術效益! 一般銹蝕鋼板生銹要1-2年才有如此效果,2-3個月只有輕微黃銹色,沒有手感還容易掉銹!3、不受當地地理位置、當地天氣、所處方位(面向東南還是西北)等影響,形成的銹紅氧化膜顏色均勻一致穩定!4、處理工藝不帶腐蝕性,并不會影響后期表面銹層的繼續形成,環保又無害,不影響植物的生長。也不影響有限材料與周圍植物的相互“共生”,體現可持續的設計觀。
一般選用合適的焊接線能量 。 手工電弧焊和混合氣體保護焊時焊接線能量一般較小 ,這時適當增大合理的焊接線能量 ,可延長焊接接頭的冷卻時間,減少或避免焊接熱影響 區的淬火組織 ,同時還有利于氫的逸出,降低了冷裂紋的傾 向。(7 )本公司會選用合適的焊接方法和焊接操作規范。在中厚板幾種常用的焊接方法中,焊接接 頭的低溫沖擊韌性以清根雙面多層 混合氣體保護焊*好 ,其次是清根雙面多層手工焊條焊,再次為不清根雙面單層埋弧自動焊。 混合氣體保護焊焊接 頭的氫含量低 ,抗 冷 裂性能好 ,應優先采用 。 多層焊時 ,前 一 層焊道對后一層焊道起到預熱的作用;而后一層焊道對前一層焊道又起 到后熱緩冷和 回火的作 用 ,所 以多層焊接頭比單層焊接頭抗裂性高。 當焊縫斷面較大時,應采用多層 多道焊。 手工焊條焊須保持短弧操作 。 手工焊條焊和混合氣體保護半 自動焊應在離開 焊縫 端頭 2O ~30 m m 引弧 ,電 弧穩定后再拉到焊縫端頭進行正常焊接 。 焊縫末端必須采用回焊收尾法 ,回焊長度應為 25 ~40 mm ;焊接弧坑必須焊 滿 。
山西臨汾鑫濤耐候鋼廠家是一家集研發、生產、銷售和服務于一體的【耐候鋼】生產廠家。歡迎蒞臨指導。
、一定要避免高強 度耐候 鋼焊接熱裂紋 的方 法高強度耐候鋼的焊接熱裂紋主要是焊縫的結晶裂紋。 已有的焊接實踐證明,高強度耐候鋼焊縫的熱裂傾向比普通耐候鋼小 ,估計與高強度耐候鋼更低的硫 、磷含量及較 高 的錳 含量 及手弧焊時使用的堿性焊條有關 。為了避免高強度耐候鋼的焊接熱裂紋 ,我們公司采取的主要措 施有 :(1)選用堿性焊條 、焊劑 。(2) 合理安排焊接次序 ,盡量減小焊接應力 。(3)控制焊縫的形 狀 。 凹心和平齊的角焊縫及窄深 的對接焊 縫 ,焊縫結晶時其低熔點物質易富集在焊縫中心面上,在焊接拉應力的作用下 ,極易產生結晶裂紋。 寬而淺的對接焊縫 ,當柱狀 晶往上生長時,雜質大部分被推 向表面而分散分布 ,拉應力集中的現象也大為減弱 ,焊縫的抗熱裂性較高。 所 以對接焊縫的形狀系數 (寬 厚 比 ) 一 般控制在 1.3 —2 ,H有1 2 mm 的焊縫余高(僅對車體焊縫而言) 。對接焊縫和角焊縫的外形應為微凸形,焊縫末端采用回焊收尾法,手弧焊和半自動氣電焊焊縫弧坑須焊滿。(4 )采用合理的焊接規范 。 焊接電流越大 ,焊接熔深越大 ,熔合比越大。 適當減小焊接電流并提高電弧電壓 。

耐候鋼-耐候鋼值得信賴,鑫濤耐候鋼廠家(臨汾分公司)為您提供耐候鋼-耐候鋼值得信賴的資訊,聯系人:李經理,電話:13455415061、15166576207,QQ:369305985,發貨地:開發區。











