
以下是:激光切割、激光切割廠家直銷-價格實惠的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價格 10/件 發(fā)貨期限 7 供貨總量 99999 運費說明 0 激光切割、激光切割廠家直銷-價格實惠,邁華冠金屬制品有限公司(滁州分公司)為您提供激光切割、激光切割廠家直銷-價格實惠產(chǎn)品案例,聯(lián)系人:魏經(jīng)理,電話:0635-8882784、13153825082,QQ:791438928,發(fā)貨地:開發(fā)區(qū)凱恩鋼材倉儲辦公室。 安徽省,滁州市 滁州市,簡稱“滁”,安徽省轄地級市,位于安徽省東部,江淮平原腹地,是南京都市圈的重要城市,長三角一體化發(fā)展核心區(qū)城市之一,介于北緯31°51′~33°13′、東經(jīng)117°09′~119°13′之間,東鄰南京,西接合肥,北枕淮河,南依長江,全市總面積13433平方千米。截至2022年末,滁州市常住人口405.0萬人。截至2022年10月,滁州市下轄2個區(qū)、4個縣,代管2個縣級市,滁州市人民政府駐南譙區(qū)龍蟠大道99號。
想要更直觀地感受激光切割、激光切割廠家直銷-價格實惠產(chǎn)品的魅力嗎?那就趕緊點擊視頻,開啟你的采購之旅吧!以下是:激光切割、激光切割廠家直銷-價格實惠的圖文介紹
你會看激光切割加工的性能參數(shù)嗎 1.焦點位置的影響 焦點位置是激光焦點到工件表面的距離,它直接影響到切面粗糙度、切縫的坡度和寬度以及熔融殘渣的附著狀況。如果焦點位置太超前,這樣會使被切割的工件下端所吸收的熱量增多,在切割速度和輔助氣壓一定的情況下,會導(dǎo)致被切割的材料和切縫附近被融化的材料呈液態(tài)在下表面流動,冷卻后被熔化的材料則會呈球狀沾附在工件的下表面;若位置滯后,被切割的材料下端面所能吸收的熱量減小,這樣切縫中材料就不能完全融化,在板材下表面就會粘附一些尖銳而短小的殘渣。通常情況下,焦點位置應(yīng)在工件表面或稍微偏下一點,但不同的材料要求不一樣,切割碳鋼時,焦點在板材表面時切割質(zhì)量較好;而不銹鋼切割時,焦點應(yīng)在板材厚度的1/2左右時效果更佳。 2. 切割速度的影響 激光切割加工中,切割速度對切割材料的質(zhì)量有相當(dāng)大的影響,理想中的切割速度會使切割面呈現(xiàn)比較平穩(wěn)的線條,且材料下部不會出現(xiàn)熔渣。當(dāng)輔助氣體氣壓和激光功率一定時,切割速度與切縫寬度呈現(xiàn)出一種非線性的反比關(guān)系,當(dāng)切割速度比較慢時,激光能量在切縫的作用時間延長,從而導(dǎo)致切縫寬度增大,當(dāng)速度過慢時,激光束作用時間太長,工件的上切縫和下切縫相差就會很大,切割的質(zhì)量下降,生產(chǎn)效率也將大大降低。隨著切割速度的升高,激光束能量在工件上的作用時間變短,這樣便使得熱擴散和熱傳導(dǎo)效應(yīng)變小,從而切縫的寬度也相應(yīng)變小。當(dāng)速度過快時,被切割的工件材料就會由于切割熱量輸入的不足出現(xiàn)切不透的情況,這種現(xiàn)象屬于不完全切割,并且熔化的材料不能及時被吹掉,這些熔融物將會使切縫重新焊接。 3.激光功率的影響 激光功率的大小對切割速度、切縫寬度、切割厚度和切割質(zhì)量都有相當(dāng)大的影響。所需功率的大小是根據(jù)材料的特性和切割的機理而定。比如導(dǎo)熱性能好和熔點高以及切割表面反射率高的材料需要較大的激光功率。一般在其它條件一定的情況下,激光切割加工中有一個獲得 切割質(zhì)量的激光功率,進一步降低或提高功率就會產(chǎn)生掛渣或過燒現(xiàn)象而導(dǎo)致加工質(zhì)量下降。 此外,隨著放電電壓的增加,激光的強度會因為輸入峰值功率的升高而提高,從而光斑的直徑增大,切縫的寬度相應(yīng)增大;隨著脈沖寬度的增加,激光的平均功率會提高,激光切縫的寬度加大;通常下,隨著脈沖頻率的增大,切縫也會變寬,當(dāng)頻率超過一定值后,切縫寬度會出現(xiàn)減小的趨勢。 4. 輔助氣壓的影響 激光切割加工中,輔助氣壓能吹掉切割時的熔渣并冷卻切割的熱影響區(qū)。輔助氣體包括氧氣、壓縮空氣、氮氣和惰性氣體等。對于部分金屬材料和非金屬材料,一般使用的是惰性氣體或壓縮空氣,能夠防止材料燃燒。如鋁合金材料的切割。對絕大多數(shù)金屬材料則使用活性氣體(如氧氣),這是由于氧氣能夠氧化金屬表面,提高切割效率。當(dāng)輔助氣壓過高時,材料表面出現(xiàn)渦流,削弱去除熔融物的能力,導(dǎo)致切縫變寬,切割面粗糙;當(dāng)氣壓過低時,不能完全吹走熔融物,材料下表面就會粘附沾渣。因此,切割時應(yīng)調(diào)節(jié)輔助氣體壓力,得到 的切割質(zhì)量。
[2021-08-28]激光焊接加工是激光材料加工技術(shù)應(yīng)用的重要方面之一,主要用于薄壁材料的焊接和低速焊接。焊接過程是熱傳導(dǎo)型的,工件表面被激光輻射加熱,并且表面熱通過熱傳導(dǎo)擴散到內(nèi)部。通過使用其他參數(shù)控制激光脈沖的寬度,能量,峰值功率和重復(fù)頻率,可以熔化工件以形成特定的熔池。由于其獨特的優(yōu)勢,它已成功地應(yīng)用于微型和小型零件的精密焊接。激光焊接加工方法的特點:[2021-08-13]激光切割技術(shù)廣泛應(yīng)用于金屬和非金屬材料的加工,可大大縮短加工時間,降低加工成本。那么激光切割加工的關(guān)鍵技術(shù)有哪些呢?[2021-07-29]激光焊接加工的工藝方法有哪些?激光焊接加工是激光材料加工技術(shù)應(yīng)用的重要方面之一。1970年代主要用于薄壁材料的焊接和低速焊接。焊接工藝為熱傳導(dǎo)型,即通過激光輻射加熱工件表面,通過熱傳導(dǎo)將表面熱量擴散到內(nèi)部。通過控制激光脈沖的寬度、能量、峰值功率和重復(fù)頻率等參數(shù),使工件熔化形成特定的熔池。由于其獨特的優(yōu)勢,已成功應(yīng)用于微小型零件的精密焊接。[2021-07-14]鈑金柜分為設(shè)備柜和布線柜,在鈑金機柜加工設(shè)計中,不僅要考慮鈑金柜的用途,還要根據(jù)鈑金柜的設(shè)備裝配調(diào)整鈑金的空間設(shè)計和承重能力。必須將各種設(shè)備組件放置在設(shè)備機柜中,并且需要合理布線。[2021-07-06]隨著鈑金零件在日常生活中的使用越來越廣泛,對鈑金柜的需求也在增加。對于機柜加工,需要更先進的加工技術(shù)。通常機柜加工取決于其資格和加工技術(shù)、設(shè)備等。機柜加工技術(shù)方案主要有以下幾點:[2021-07-02]隨著鈑金零件在日常生活中的使用越來越廣泛,對鈑金柜的需求也在增加。對于機柜加工,需要更先進的加工技術(shù)。通常機柜加工取決于其資格和加工技術(shù)、設(shè)備等。機柜加工技術(shù)方案主要有以下幾點:[2021-06-23]球應(yīng)力狀態(tài),故稱應(yīng)力球張量。激光切割加工在球應(yīng)力狀態(tài)下,任何方向都是方向,而且主應(yīng)力相同,所以σ。可看成是種靜水應(yīng)力。另外,由于球應(yīng)力狀態(tài)在任何截面上都沒有剪應(yīng)力,所以它不能使物體產(chǎn)生形狀變和塑變形,只能產(chǎn)生體積變。叫做應(yīng)力偏張量,它是由原應(yīng)力張量減去球張量得到的,其分量示為由于應(yīng)力球張量沒有剪應(yīng)力,任意方向都是主方向且主應(yīng)力相同,因此,減去球張量得到的,的剪應(yīng)力分量、主剪應(yīng)力剪應(yīng)力及應(yīng)力主軸[2021-06-17]鈑金網(wǎng)絡(luò)機柜已在許多地方使用,因此相關(guān)的鈑金機柜加工方法長期以來一直為大家所關(guān)注。為了更好地確保鈑金網(wǎng)絡(luò)機柜的生產(chǎn)質(zhì)量,請確保按照標準要求進行粗糙度測試,并且產(chǎn)品的應(yīng)用可以根據(jù)適當(dāng)?shù)拟k金機柜加工方法來保證標準和標準。另外還必須掌握鈑金網(wǎng)絡(luò)機柜的維護方法,可以延長鈑金網(wǎng)絡(luò)機柜的使用壽命,節(jié)省應(yīng)用成本。[2021-06-02]激光切割加工是利用激光的能量經(jīng)聚焦鏡聚焦后在焦點處達到非常高的能量密度,被加工材料吸收激光后產(chǎn)生光熱效應(yīng)進行加工。激光切割加工不需要傳統(tǒng)工具。激光是一把“隱形刀”,具有加工速度快、材料變形小等特點。[2021-05-26]由于機箱鈑金加工起著重要作用,因此鈑金機箱現(xiàn)在已在許多行業(yè)中使用。鈑金機箱在計算機室中必不可少。它可以很好地保護鈑金機箱設(shè)備。在設(shè)計基本功能時,制造商非常重視鈑金機箱的設(shè)計。現(xiàn)在機箱柜的應(yīng)用越來越普遍,對鈑金機箱柜的需求也很大。那么機箱柜的分類是什么?類型是什么?技術(shù)要求呢?
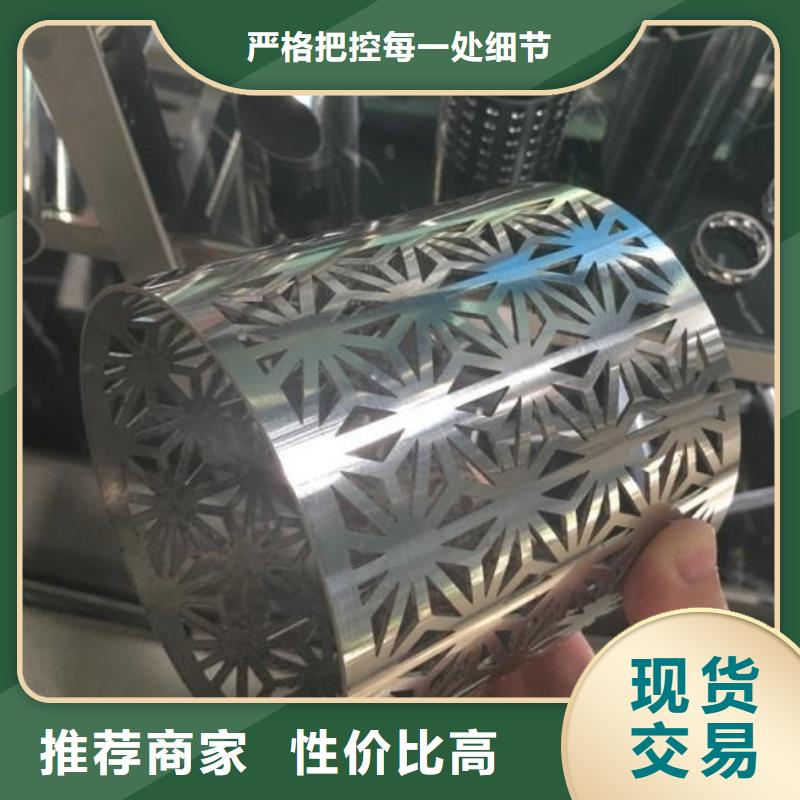
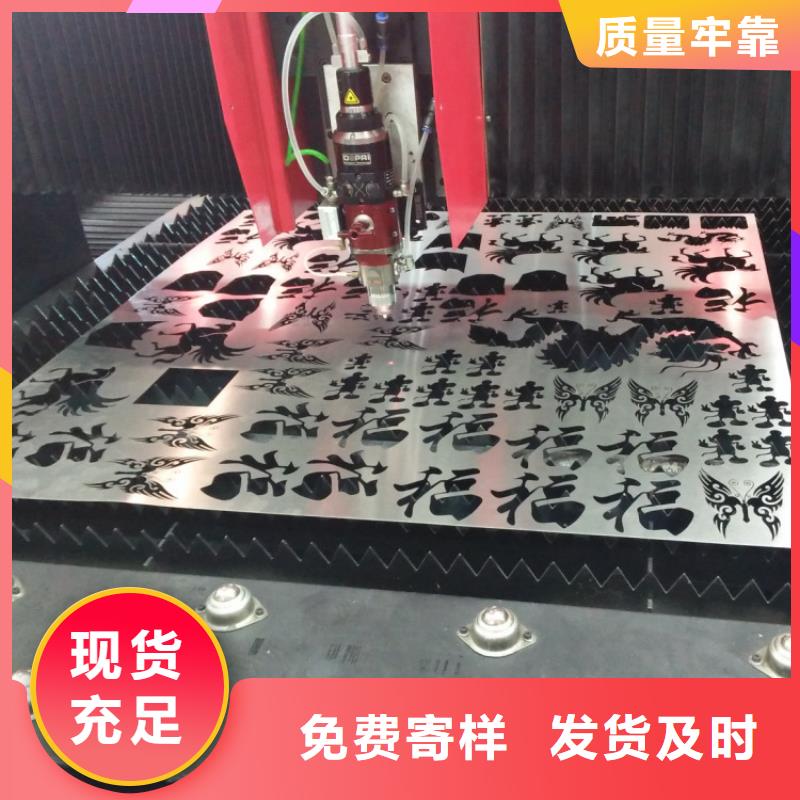
激光切割的精度原理 激光切管:我們可以理解為是邊緣的分離。對這樣的加工目的,我們應(yīng)該先在 CORELDRAW、AUTOCAD里將圖形做成矢量線條的形式,然后存為相應(yīng)的PLT、DXF格式, 用激光切割機操作軟件打開該文件,根據(jù)我們所加工的材料進行能量和速度等參數(shù)的設(shè)置再 運行即可。激光切割機在接到計算機的指令后會根據(jù)軟件產(chǎn)生的飛行路線進行自動切割。如: 現(xiàn)有激光切割機,可以根據(jù)電腦繪制好的模板,然后直接輸入電腦,自動切割圖形。現(xiàn)有的 激光切割機一般都有自己的硬盤,可輸入海量數(shù)據(jù)源。 激光切割的精度 激光切割的精度由多方面因素組成: 1、激光束通過聚焦后的光斑的大小,激光束聚集后的光斑越小,切割精度越高,特別 是切縫較小,小的光斑可達 0.01mm。 2、工作臺的走位精度決定著切割的重復(fù)精度,工作臺精度越高,切割的精度越高。 3、工件厚度越大,精度越低,切縫越大。由于激光光束為錐形,切縫也是錐形,厚度 0.3MM 的不銹鋼比 2MM 的切縫小的多。 4、工件材質(zhì)對激光切割精度有一定影響。同樣情況下,不銹鋼要比鋁的切割精度高, 切面光滑一些。 激光切割機的切割質(zhì)量好。切口寬度窄(一般為 0.1--0.5mm)、精度高(一般孔中心距誤差 0.1--0.4mm,輪廓尺寸誤差 0.1--0.5mm)、切口表面粗糙度好(一般 Ra 為 12.5--25μ m),切縫一 般不需要再加工即可焊接。
激光切割加工廠家。【聊城】公司擁有數(shù)臺大型激光切割機、大型線切割機、大型數(shù)控折彎機、剪板機、***銑床、***磨床、搖臂鉆床、CO2焊接機、氬弧焊等,激光切割工藝成熟,生產(chǎn)管理科學(xué), 對于具有垂直結(jié)構(gòu)的大功率LED,在通過激光剝離(LLO)工藝分離藍寶石之后,外延膜仍保持與高導(dǎo)電性基板(例如銅,銅鎢,鉬或硅)的粘合。對于硅晶片,劃片深度分別在300mm/s,150mm/s和100mm/s的切割速度下分別為100μm,150μm和200μm。光束傳輸技術(shù)可確保在一定激光功率下劃線的速度/深度,并減少熱沖擊。由于金屬的高導(dǎo)熱性通常會導(dǎo)致焊接效果不足,因此對金屬基板的晶圓切割具有挑戰(zhàn)性。另外,當(dāng)分離非常柔軟的材料時,通常需要完全切割。JPSA已經(jīng)開發(fā)了這些先進的切割技術(shù),可以成功地刻劃200微米厚的基板,這對于高亮度LED行業(yè)ji為重要。 激光精密加工——新起的加工技術(shù),采用的原理是激光來切割材料。首先,客戶使用CAD軟件制作工程圖,使用CAM軟件(CNCKAD,F(xiàn)astCAM等)進行***路徑規(guī)劃,然后將圖形傳輸?shù)郊す馇懈顧C進行加工。激光切割機根據(jù)設(shè)計要求進行邊緣切割。激光精密加工的激光束可以聚焦到非常小的尺寸,因此特別適合于精密加工。根據(jù)被加工材料的尺寸和加工的精度要求,激光加工技術(shù)分為三個層次: (1)以厚板(幾毫米至幾十毫米)為主要對象的大型材料的激光加工技術(shù),加工精度一般在毫米或亞毫米ji別; (2)精密激光加工技術(shù),以薄板(0.1?1.0mm)為主要加工對象,加工精度一般在十微米左右; (3)激光微細加工技術(shù),以厚度小于100μm的各種薄膜為主要加工對象,加工精度一般在十微米以下甚至亞微米以下。 為了掌握切割過程中熱應(yīng)力場的動態(tài)分布,通過對高精密激光切割的理論分析,三維激光切割的優(yōu)點首先,并開發(fā)了三維激光切割控制軟件,并針對三維激光切割系統(tǒng)硬件結(jié)構(gòu),而三維激光切割能針對任意工件的任意工序,三維激光切割柔性化程度高,分析了光纖激光切割機在未來切割行業(yè)中的技術(shù)優(yōu)勢、結(jié)構(gòu)優(yōu)勢、成本優(yōu)勢,激光切割玻璃基板是個復(fù)雜的激光與材料相互作用的過程,對電子陶瓷基板的激光切割要求,該控制軟件能夠很好實現(xiàn)三維激光切割控制功能,并建立激光能量耦合模型。 激光切割加工激光電源電源系統(tǒng)工作原理的方框圖,功率的設(shè)置可以通過PC機或工控機的軟件高功率激光切割設(shè)備與工藝來設(shè)置,PC機將設(shè)置的功率值通過串口通信傳輸至電源控制的單片機,然后經(jīng)過D/A轉(zhuǎn)換將功率值變成電壓信號。 激光諧振腔激光諧振腔是激光束產(chǎn)生的地方它是一個光放大器。諧振腔是安裝了光學(xué)器件的熱與機械的穩(wěn)定結(jié)構(gòu)。為獲得大體積均勻的輝光放電,設(shè)計時一般采用分段電離,利用多個放電管分段放電。放電時,激***體沿著它的玻璃管(放電管)流動,一般正電極位于氣流方向上游負電極位于下游。當(dāng)高壓直流電流通過陰極和陽極時,會產(chǎn)生輝光放電,經(jīng)過諧振腔的共振放大,產(chǎn)生高功率的激光輸出。工作氣體激發(fā)過程中產(chǎn)生的廢熱,要通過氣體流動在熱交換器中排出。 激光精密切割的典型應(yīng)用是切割電動機鐵心沖孔板(硅鋼板)。鐵心沖孔是電動機的關(guān)鍵部件之一,也是電動機磁路中zui重要的部件。由于鐵芯由堆疊在一起的多個硅鋼板組成,因此堆疊高度也很高且直徑較大,因此電動機的制造需要硅鋼板的高輪廓精度,并且需要達到IT7精度。傳統(tǒng)的硅鋼板生產(chǎn)使用沖模或線切割。沖模需要根據(jù)沖孔板的形狀來打開沖模,包括落料模,單槽沖模,復(fù)合沖模等,開模周期長,模具制造成本高。鐵芯的模具成本從數(shù)十萬元到數(shù)百萬元不等,開模時間超過一個月,不利于電機的發(fā)展和小批量生產(chǎn)的硅鋼片的切割。通過線切割加工硅鋼板也是非常復(fù)雜的。
安徽滁州邁華冠金屬制品有限公司位于開發(fā)區(qū)凱恩鋼材倉儲辦公室,地理位置優(yōu)越,交通便利。安徽滁州邁華冠金屬制品有限公司是一家以 無縫鋼管生產(chǎn)、銷售及安裝為一體的企業(yè)。公司自成立以來,堅持以“顧客滿意”為宗旨,以“不斷”為經(jīng)營理念,以“科學(xué)管理”為手段。以“信譽至上”為基本原則。安徽滁州邁華冠金屬制品有限公司在生產(chǎn) 無縫鋼管深受廣大客戶的贊揚,具有良好的信譽。企業(yè)目標:質(zhì)量,立業(yè)之本,管理,強業(yè)之路;效益,興業(yè)之源。今日的質(zhì)量,明日的市場。 以科技為動力,以質(zhì)量求生存。 以質(zhì)量求生存,以質(zhì)量求發(fā)展,向質(zhì)量要效益。 效益來源于服務(wù)社會的回報。
激光切割加工技術(shù)在鈑金加工中的應(yīng)用? 鈑金的加工方式 鈑金(金屬薄板厚度在6mm以下)的切割工藝包括:激光切割加工、等離子切割、火焰切割、剪板機、沖壓……等。其中, 激光切割加工技術(shù) 是近幾年來興起蓬勃發(fā)展的,也是受用戶認可的。在金屬板材切割領(lǐng)域,從微米級的超薄板到數(shù)十毫米的厚板,激光都可以進行完美有效的切割。 從某種意義上說,激光切割加工機為鈑金加工帶來了一次重大的工藝革命。相對于傳統(tǒng)的切割方式,激光切割加工機更易懂、易學(xué),并在商家需求的加工效果、速度方面都有著 的優(yōu)勢,因此相信在未來的切割方式選擇中,激光切割加工機乃大勢所趨。 激光切割加工技術(shù)的科普 激光技術(shù)是二十世紀與原子能、半導(dǎo)體及計算機齊名的四項重大發(fā)明之一,被稱為“快的刀”、“準的尺”、“亮的光”。歷時一個世紀激光技術(shù)厚積薄發(fā),在二十一世紀,激光技術(shù)與先進裝備兩者完美結(jié)合,形成了激光切割加工技術(shù),推動了先進制造設(shè)備業(yè)的發(fā)展。 利用高功率、高密度的激光束照射被切割材料,使材料很快被加熱至氣化溫度,蒸發(fā)形成孔洞,隨著光束對材料的移動,孔洞連續(xù)形成寬度很窄的(如0.1mm左右)切縫,完成對材料的切割——這就是激光切割加工。于是,激光技術(shù)廣泛滲透到金屬加工、鋼鐵、航空航天、汽車制造、醫(yī)療設(shè)備等各個加工產(chǎn)業(yè)領(lǐng)域。 激光切割加工技術(shù)在鈑金加工的應(yīng)用優(yōu)勢 首先,激光能聚焦成極小的光斑,可進行微細和精密加工,如微細窄縫和微型孔的加工。其次,激光幾乎可以切割所有材料,包括薄金屬板的二維切割或三維切割。 ,激光加工不需用刀具,屬于非接觸加工,無機械加工變形。 因此,具有、高能量及高柔軟性的激光切割加工技術(shù),無論是從精度、速度還是效率方面說,都是鈑金加工行業(yè)不二的選擇。一些傳統(tǒng)難切割或者切割質(zhì)量不高的板材,遇到激光切割加工后,難題可謂迎刃而解,特別是一些碳鋼板的加工,激光切割加工更是有著不可撼動的地位。 可見,金屬激光技術(shù)改變了傳統(tǒng)的鈑金加工“游戲規(guī)則”,也改變了我們對于產(chǎn)品制造的思維方式。
點擊查看邁華冠金屬制品有限公司(滁州分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
在安徽省滁州市采購激光切割、激光切割廠家直銷-價格實惠請認準邁華冠金屬制品有限公司(滁州分公司),品質(zhì)保證讓您買得放心,用得安心,廠家直銷,減少中間環(huán)節(jié),讓您購買到更加實惠、更加可靠的產(chǎn)品。(聯(lián)系人:魏經(jīng)理-13153825082,QQ:791438928,地址:開發(fā)區(qū)凱恩鋼材倉儲辦公室)。
















