


以下是:陜西省商洛市歡迎-不銹鋼電解拋光的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 公司 燈鼎 主營 不銹鋼電解拋光 所在地 深圳 可送貨 是 效果 鏡面 主要材質 不銹鋼 范圍 歡迎-不銹鋼電解拋光供應范圍覆蓋陜西省 商洛市 西安市、寶雞市、咸陽市、延安市、漢中市、榆林市、銅川市、安康市 商州區、洛南縣、丹鳳縣、商南縣、鎮安縣、柞水縣等區域。 【燈鼎】為您提供西安電解專業生產品質保證、寶雞電解匠心工藝、咸陽電解重信譽廠家、漢中電解來圖加工定制、榆林電解品質卓越、銅川電解一手價格、安康電解的簡單介紹、洛南電解誠信廠家、丹鳳電解暢銷當地等多元產品與服務。歡迎-不銹鋼電解拋光,燈鼎金屬表面處理 (商洛市分公司)szddjs124-14專業從事歡迎-不銹鋼電解拋光,聯系人:姚師傅,電話:【0755-28505535】、【18014996427】,供應服務范圍覆蓋:陜西省 商洛市 西安市、寶雞市、咸陽市、延安市、漢中市、榆林市、銅川市、安康市 商州區、洛南縣、丹鳳縣、商南縣、鎮安縣、柞水縣,以下是歡迎-不銹鋼電解拋光的詳細頁面。 陜西省,商洛市 商洛市,別稱鶴城、上洛、商州,陜西省轄地級市,位于陜西東南部,秦嶺南麓,鄂豫兩省交界處,東與河南省的靈寶、盧氏、西峽、淅川接壤;南與湖北省十堰市鄖陽區、鄖西縣相鄰;西、西南與陜西省安康市的漢濱區、寧陜縣、旬陽市和西安市的長安區、藍田縣相臨,北與渭南市的潼關、華陰、華州區相連,總面積19292平方千米,占陜西省總面積的9.36%。截至2022年10月,商洛市轄1個市轄區、6個縣。截至2022年末,商洛市常住人口為202.06萬人。
無論您是初次接觸還是已經熟悉,我們的歡迎-不銹鋼電解拋光產品視頻將為您帶來全新的視覺體驗,讓您對產品有更深入的了解。
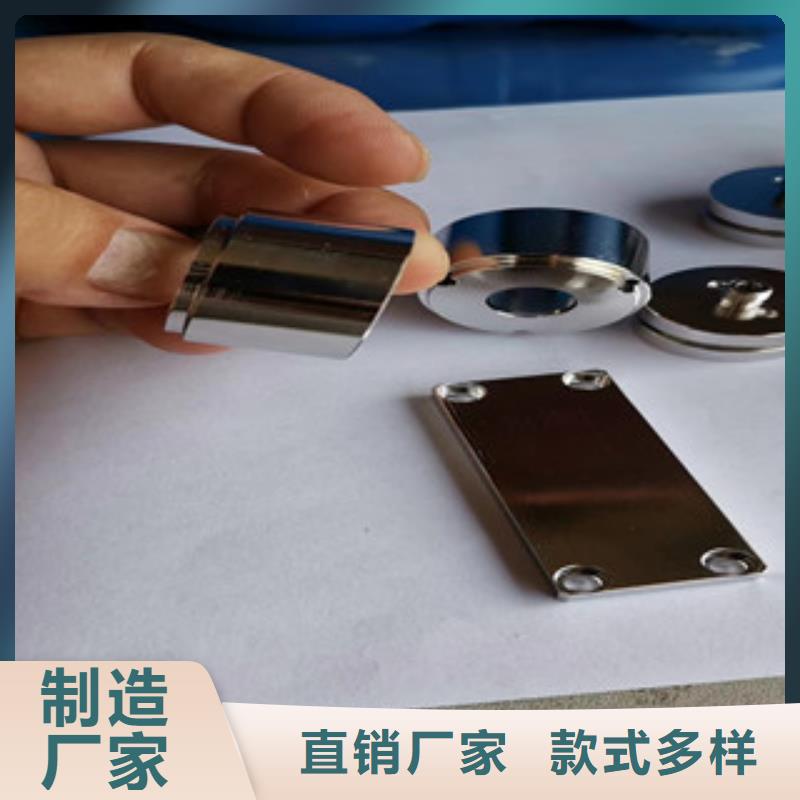
以下是:陜西商洛歡迎-不銹鋼電解拋光的圖文介紹
用法:原液使用,鉛版做陰極(負極),工件做陽極(正極),溫度60-80度,電流密度15-50安培平方分米,電壓10伏左右,時間5分鐘。工
藝流程:化學除油→熱水洗→冷水洗→電解拋光→熱水洗→冷水洗→鈍化→冷水洗→熱水洗→熱純水洗 注:可根據實際情況,調整部分工藝
流程。
優缺點
優點
1:內外色澤一致,光澤持久, 機械拋光無法拋到的凹處也可整平。2:生產效率高,成本低廉。可大批量制備樣品
3:增加工件表面抗腐蝕性,可適用于所有不銹鋼材質。
缺點
1:電解拋光的質量與電解液以及電流與電壓的規范有關。要摸索不同的拋光參數,而影響電解拋光的參數較多,不易找到正確的電解拋光參數。
2:對于鑄鐵及夾雜物等試樣,較難獲得良好的結果。
3:電解液組成復雜,使用時需要注意操作。
常見問題
1.電拋光后,表面為什么會發現似未拋光的斑點或小塊?原因分析:拋光前除油不徹底,表面尚附有油跡。2.拋光過后表面局部為什么有灰黑色斑塊存在?原因分析:可能氧化皮未徹底除干凈。局部尚存在氧化皮。解決方法:加大氧化皮力度
,可選用" 不銹鋼氧化皮液","不銹鋼氧化皮膏"等產品。因除銹除氧化皮產品較多.
3.拋光后工件棱角處及 過腐蝕是什么原因引起的?原因分析:棱角、 的部位電流過大,或電解液溫度過高,拋光時間過長,導致過
度溶解。解決方法:調整電流密度或溶液溫度,或縮短時間。檢查電極位置,在棱角處設置屏蔽等。
4.為什么工件拋光后不光亮并呈灰暗色?分析原因:可能 電化學拋光溶液已不起作用,或作用不明顯。解決方法:檢查電解拋光液是否使用
時間過長,質量下降,或溶液成分比例失調。
5.工件拋光后表面有白色的條紋是怎么回事?原因分析:溶液相對密度太大,液體太稠,相對密度大于1.82。解決方法:增大溶液的攪拌程
度,如果溶液相對密度太大,用水稀釋至1.72。在90~100℃條件下并加熱一小時。
6.為什么拋光后表面有陰陽面,及局部無光澤的現象?原因分析:工件放置的位置沒有與陰極對正,或工件互相有屏蔽。解決方法:將工件
進行適當的調整,使工件與陰極的位置適當,使電力分布合理。
7.拋光后工件表面平整光潔,但有些點或塊不夠光亮,或出現垂直狀不亮條紋,一般是什么原因引起的?原因分析:可能是拋光后期工件表
面上產生的氣泡未能及時脫離并附在表面或表面有氣流線路。解決方法:提高電流密度,使析氣量加大以便氣泡脫附,或提高溶液的攪拌速
度,增加溶液的流動。
8.零件和掛具接觸點無光澤并有褐色斑點,表面其余部分都光亮是什么原因?原因分析:可能是零件與掛具的接觸不良,造成電流分布不均
,或零件與掛具接觸點少。解決方法:擦亮掛具接觸點,使導電良好,或增大零件與掛具的接觸點面積。
9.同一槽拋光的零件有的光亮,有的不亮,或者局部不亮。原因分析:同槽拋光工件太多,致使電流分布不均勻,或者是工件之間互相重疊
,屏蔽。解決方法:減少同槽拋光工件的數量,或者注意工件的擺放位置。
在不銹鋼、鋁及其合金、有色金屬以及黑色 金屬的精加工工業生產中,電拋光已成為不可 缺少的表面加工法之一。例如金屬制品和鍍層 表
面的精修裝飾加工,使制品表面的光潔度達 到很高的等級,尤其對事先進行過機械拋光的 零件可以達到鏡面般光澤,這對照明用具等反 光
器材的生產是必不可少的。切削工具采用電拋光可其表面的變形層,增加刀具工作面 的光潔度,改善切削工具的工作條件,延長使用
壽命,避免機械磨光和拋光后可能造成刀具表 面金相組織變形,硬度降低,甚至出現裂紋的弊 病。千分尺、游標尺、柱狀量規等計量工具
經電 拋光處理后,可滿足計量工具所需要的極高光 潔度和準確度的要求。在醫療器械工業中,電 拋光是不銹鋼縫合針、外科手術器的磨刃
的理 想加工方法。對一些特制設備,用電拋光可制 得拉拔方法難以得到的直徑為幾微米的表面光 潔度高的釷、鈮、鈾絲,且經長時間放置
其金屬 光澤也不會變暗。電拋光在金相磨片的制備方面也得到廣泛應用。生產實踐證明,零件原始 光潔度低時,電拋光后一般能提高光潔
度1~2 級;原始光潔度高時,可提高光潔度2~3級。 但電拋光技術尚存在一些不足,如迄今還未找 到可經久使用、價格便宜并能拋光多種
金屬的 通用電解液,現有的一些電解液成本高、使用周 期短,而且再生困難。因此,目前它的應用范圍 受到一定的限制。
陜西商洛燈鼎金屬表面處理 有限公司是專業生產銷售 電解 的企業。我司規格齊全,保質保量。公司一貫以: 服務至上、質量可靠、價格合理、客戶至上、服務周到、讓利客戶、薄利多銷為原則,誠實守信為宗旨。持續改進是我們永恒的目標,我們將以堅持 不懈的奉獻精神和優質的產品、低廉的價格竭誠為您服務,望廣大新老客戶前來洽談業務。我們將與 您攜手共鑄輝煌!
3.電流密度:電流密度根據材料的不同而不同。一般來說,電拋光的陽極電流密度應選擇在陽極極化曲線的D點附近,這時極化較大,并有一
定量的氧氣析出,拋光速度快,能使表面達到*的光潔度。提高電流密度,可得到光亮的表面,但是電流密度過高,則容易產生局部過熱的燒
焦和麻坑等現象;電流密度低于所需的極限時,金屬表面易被腐蝕變得粗糙,不能達到拋光的效果。
4.陰極材料:電拋光的陰極一般都是鉛板。采用不同的陰極材料時,所對應的電解液種類。從電流效率的觀點來看,增大陰極面積是有利的,但是增大陰極面積會使六價鉻還原成三價鉻的速度加快,一般取面積比為陰極:陽極:(1-1.5):1即可
5.極間距離:在一般的電解處理中,電流有易于在電極周圍集中的傾向,這樣在處理大平板狀的材料時,周圍部分要比中部易于光澤化。為了抑制這種電流分布的不均勻性,就得把陽極面積做得比陰極面積大,并且加大電極間的距離。而電極間距離增大后,又使電能的消耗增加
,所以根據電解液的電阻率、溫度和電流密度的不同,電極間距離大都在10一60cm之間選擇。
6.攪拌條件:攪拌可以使電解液的溫度更均勻,防止表面局部過熱,使陽極表面附近的溶液容易更新,從而增加黏膜的溶解速度和拋光速度,所以適當的攪拌可以提高電拋光的質量。同時,攪拌還可以趕走滯留在金屬表面的氣泡,以麻點和條痕。但是,攪拌的速度不宜過大
,否則會使黏膜的溶解速度過快而影響拋光效果。實際生產中常采用移動陽極的方法來攪拌溶液,移動速度為6—10次/min
19.工件拋光后,為什么從槽中取出就出現褐色斑點?原因分析:可能是電拋光不夠,或是時間較短。解決方法:首先適當延長拋光時間,如
果無作用,則可能是溫度或者電流密度不夠的問題。
20.電解時為什么容易出現打火現象?
原因分析:導致這一現象有三點因素:一是掛具與工件接觸點不牢固,二是電解液密度太低,三是電流密度過高。解決方法:多換幾種掛具
與工件連接方法,盡量多增加掛具與工件的接觸點。如是電解液密度太低,可更換電解液,建議選用"不銹鋼通用電解液"。
21.不銹鋼電解液操作溫度對電解拋光有什么影響? 溫度是多少?原因分析:一般電解液使用溫度為50—90℃之間,溫度較低,拋光速度
較慢,光亮度下降。溫度過高,液體對工件腐蝕加快,容易引起工件過腐蝕,電解液有效成分容易分解。解決方法:溫度較低應加熱到規定
溫度,加熱可使用各種加熱管(如石英,鈦材質加熱管),長時間工作溫度會上升,當溫度超過90℃時應停止工作,散熱可選用攪拌或冷卻
循環方式。 使用溫度是50—90℃,"不銹鋼通用電解液"的 使用溫度為50—80℃。
22.不銹鋼工件表面凹凸不平,麻點呈凸狀,什么原因引起的?原因分析:表面銹蝕較多,電解液只是微觀腐蝕整平,較多的銹蝕電解液不能
完全,如延長拋光時間,大量鐵離子沉入電解液底部,降低電解液使用壽命。解決方法:將工件表面的銹蝕干凈。使用"不銹鋼
活化液","除銹水","氧化皮液"等產品進行清洗除銹。
在陜西省商洛市采購歡迎-不銹鋼電解拋光請認準燈鼎金屬表面處理 (商洛市分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,供應服務范圍覆蓋陜西省 商洛市 西安市、寶雞市、咸陽市、延安市、漢中市、榆林市、銅川市、安康市 商州區、洛南縣、丹鳳縣、商南縣、鎮安縣、柞水縣,讓您購買到更加實惠、更加可靠的產品。(聯系人:姚師傅-【18014996427】)。














