
以下是:珩磨管、珩磨管生產(chǎn)廠家-找九冶管業(yè)有限公司的產(chǎn)品參數(shù)
產(chǎn)地 聊城 品牌 九冶 顏色 金屬色 可定制 是 價(jià)格 噸 /元 珩磨管、珩磨管生產(chǎn)廠家-找九冶管業(yè)有限公司,九冶管業(yè)有限公司為您提供珩磨管、珩磨管生產(chǎn)廠家-找九冶管業(yè)有限公司的資訊,聯(lián)系人:李經(jīng)理,電話:15192183985、15192183985,QQ:1958857549,發(fā)貨地:丁塊工業(yè)園發(fā)貨到河北省 滄州市 運(yùn)河區(qū)、滄縣、青縣、東光縣、海興縣、鹽山縣、肅寧縣、南皮縣、吳橋縣、獻(xiàn)縣、泊頭市、任丘市、黃驊市、河間市。 河北省,滄州市,運(yùn)河區(qū) 運(yùn)河區(qū)因京杭大運(yùn)河縱貫?zāi)媳倍妹嗖澈P聟^(qū)90公里,距離雄安新區(qū)100公里,距離天津?yàn)I海新區(qū)110公里,距離首都北京180公里。是滄州市交通的重要樞紐,京滬高鐵、朔黃鐵路沿城設(shè)站,京滬、京臺(tái)、石黃、廊滄四條高速公路環(huán)城交匯,307、104兩條國(guó)道穿城而過。
想要更直觀地了解珩磨管、珩磨管生產(chǎn)廠家-找九冶管業(yè)有限公司產(chǎn)品嗎??產(chǎn)品視頻,帶你走進(jìn)產(chǎn)品世界以下是:珩磨管、珩磨管生產(chǎn)廠家-找九冶管業(yè)有限公司的圖文介紹
2.鑄件白口的高溫石墨化退火
鑄件冷卻時(shí),表層及薄截面處,往往產(chǎn)生白口。白口組織硬而脆、加工性能差、易剝落。因此必須采用退火(或正火)的方法白口組織。退火工藝為:加熱到550-950℃保溫2~5 h,隨后爐冷到500-550℃再出爐空冷。在高溫保溫期間 ,游高滲碳體和共晶滲碳體分解為石墨和A,在隨后護(hù)冷過程中二次滲碳體和共析滲碳體也分解,發(fā)生石墨化過程。由于滲碳體的分解,導(dǎo)致硬度下降,從而提高了切削加工性。
3.球鐵的正火
球鐵正火的目的是為了獲得珠光體基體組織,并細(xì)化晶粒,均勻組織,以提高鑄件的機(jī)械性能。有時(shí)正火也是球鐵表面淬火在組織上的準(zhǔn)備、正火分高溫正火和低溫正火。高溫正火溫度一般不超過950~980℃,低溫正火一般加熱到共折溫度區(qū)間820~860℃。正火之后一般還需進(jìn)行四人處理,以正火時(shí)產(chǎn)生的內(nèi)應(yīng)力
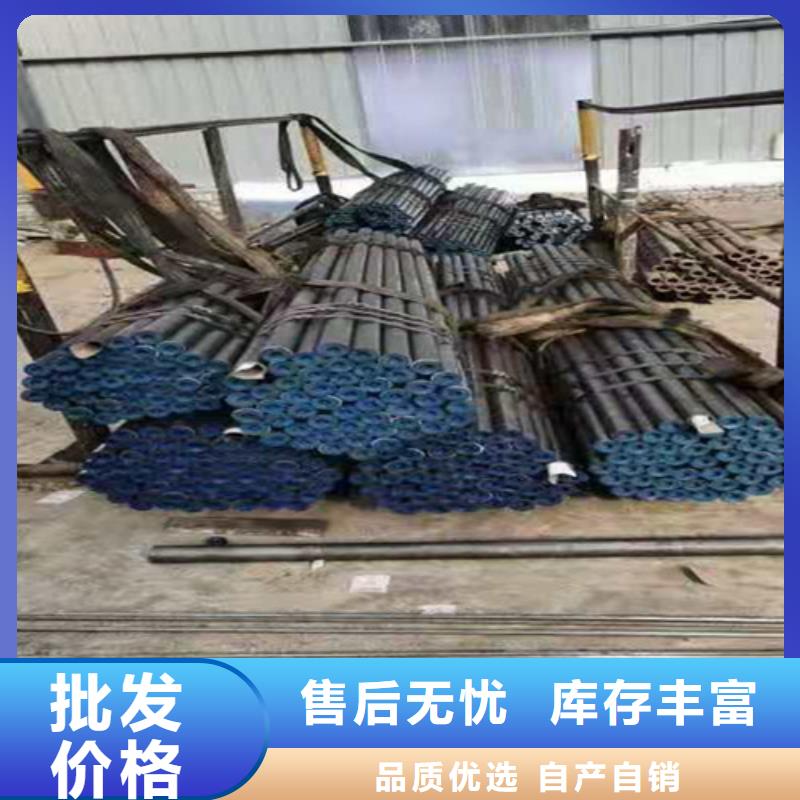
近年來,采用本項(xiàng)技術(shù)生產(chǎn)的精密鋼管已廣泛地應(yīng)用于國(guó)內(nèi)液壓、氣動(dòng)缸,煤炭井下支架(支柱),石油泵管,千斤頂?shù)戎圃祛I(lǐng)域。高精度精密管 冷拔鋼管的推廣應(yīng)用對(duì)節(jié)約鋼材,提高加工工效,節(jié)約能源,減少液壓缸、氣缸加工設(shè)備投資有重要意義。
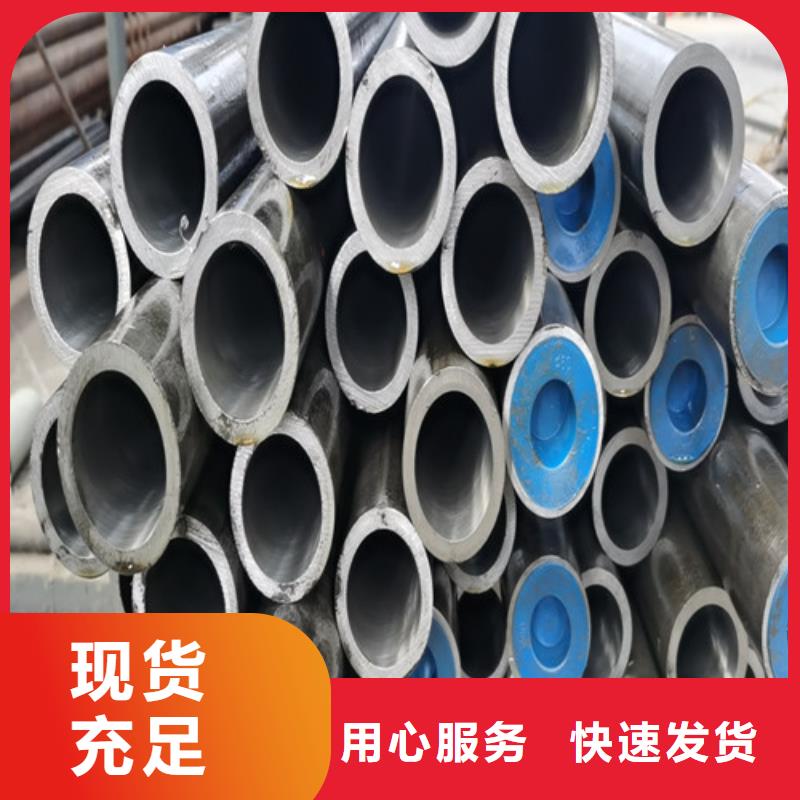
二、產(chǎn)品特點(diǎn)所謂高精度精密管 冷拔鋼管是指內(nèi)、外徑尺寸精度(公差范圍)嚴(yán)格,內(nèi)外表面光潔度、圓度、直度良好,壁厚均勻的精密鋼管。該產(chǎn)品經(jīng)稍加珩磨后,可直接用作液壓、氣動(dòng)缸缸體管。而傳統(tǒng)的液壓、氣動(dòng)缸缸體管的生產(chǎn)工藝,是用熱軋無縫鋼管,采用鏜孔──滾壓聯(lián)合的切削工藝,生產(chǎn)過程中,大量金屬被切成切屑浪費(fèi)了,同時(shí)還消耗大量電能。隨著我國(guó)工業(yè)技術(shù)的發(fā)展,液壓缸技術(shù)得到廣泛的應(yīng)用,據(jù)不完全統(tǒng)計(jì),全國(guó)每年需要各種規(guī)格的液壓缸體約380萬米,沿用老的工藝技術(shù)生產(chǎn)液壓缸體,已很難適應(yīng)生產(chǎn)發(fā)展的需要。中國(guó)鋼鐵業(yè)陷虧損泥潭,影響絎磨管,珩磨管,活塞桿,鍍鉻棒,鍍鉻活塞桿,油缸鋼管,油缸缸筒,油缸活塞桿,油缸珩磨管,油缸絎磨管,油缸管,油缸筒,航模管,研磨管,氣缸筒,油壓筒,軸筒,絎磨氣缸筒,珩磨油缸缸筒,氣缸絎磨管,液壓油缸管,氣缸鋼管,研磨鋼管,活塞桿用管
珩磨時(shí)由于珩磨頭旋轉(zhuǎn)并往復(fù)運(yùn)動(dòng)或珩磨頭旋轉(zhuǎn)工件往復(fù)運(yùn)動(dòng),使加工面形成交叉螺旋線切削軌跡,而且在每一往復(fù)行程時(shí)間內(nèi)珩磨頭的 轉(zhuǎn)數(shù)不是整數(shù), 因而兩次行程間,珩磨頭相對(duì)工件在周向錯(cuò)開一定角度,這樣的運(yùn)動(dòng)使珩磨頭上的每一個(gè)磨粒在孔壁上的運(yùn)動(dòng)軌跡亦不會(huì)重復(fù)。此外,珩磨頭每轉(zhuǎn)一轉(zhuǎn),油石與前一 轉(zhuǎn)的切削軌跡在軸向上有一段重疊長(zhǎng)度,使前后磨削軌跡的銜接更平滑均勻。這樣,在整個(gè)珩磨過程中,孔壁和油石面的每一點(diǎn)相互干涉的機(jī)會(huì)差不多相等。因此, 隨著珩磨的進(jìn)行孔表面和油石表面不斷產(chǎn)生干涉點(diǎn),不斷將這些干涉點(diǎn)磨去并產(chǎn)生新的更多的干涉點(diǎn),又不斷磨去,使孔和油石表面接觸面積不斷增加,相互干涉的 程度和切削作用不斷減弱,孔和油石的圓度和圓柱度也不斷提高,后完成孔表面的創(chuàng)制過程。為了得到更好的圓柱度,在可能的情況下,珩磨中經(jīng)常使零件掉頭, 或改變珩磨頭與工件軸向的相互位置。
滄州運(yùn)河九冶管業(yè)有限公司秉承“科技的光芒源于人性設(shè)計(jì),創(chuàng)精的品牌源于產(chǎn)品品質(zhì)”的經(jīng)營(yíng)理念。以卓越的品質(zhì),周到的服務(wù)和更具竟?fàn)幜Φ膬r(jià)格,為社會(huì),為客戶提供 絎磨管產(chǎn)品的解決方案,并愿與所有關(guān)心創(chuàng)精、信賴創(chuàng)精的朋友一起,攜手共創(chuàng)輝煌明天。
45#絎磨管滾壓工藝光潔度是效的 油缸是工程機(jī)械主要部件,傳統(tǒng)的加工方法是:拉削缸體——精鏜缸體——磨削缸體。采用滾壓方法是:拉削缸體——精鏜缸體——滾壓缸體,工序是3部分,但時(shí)間上對(duì)比:磨削缸體1米大概在1-2天的時(shí)間,滾壓缸體1米大概在10-30分鐘的時(shí)間。投入對(duì)比:磨床或絎磨機(jī)(幾萬——幾百萬),滾壓刀(1仟——幾萬)。滾壓后,孔表面粗糙度由幢滾前Ra3.2~6.3um減小為Ra0.4~0.8&um,孔的表面硬度提高約30%,缸筒內(nèi)表面疲勞強(qiáng)度提高25%。油缸使用壽命若只考慮缸筒影響,提高2~3倍,鏜削滾壓工藝較磨削工藝效率提高3倍左右。以上數(shù)據(jù)說明,滾壓工藝是的,能大大提高缸筒的表面質(zhì)量。 45#絎磨管油缸經(jīng)過滾壓后,表面沒有鋒利的微小刃口,長(zhǎng)時(shí)間的運(yùn)動(dòng)摩擦也不會(huì)損傷密封圈或密封件,這點(diǎn)在液壓行業(yè)特別重要
點(diǎn)擊查看九冶管業(yè)有限公司的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】
在滄州市運(yùn)河區(qū)采買珩磨管、珩磨管生產(chǎn)廠家-找九冶管業(yè)有限公司到九冶管業(yè)有限公司,無論您是個(gè)人用戶還是企業(yè)采購,我們都將竭誠為您服務(wù)。品質(zhì)保證,價(jià)格優(yōu)惠,廠家直銷,歡迎有需要的客戶來電。聯(lián)系人:李經(jīng)理-15192183985,QQ:1958857549,地址:《丁塊工業(yè)園》。
廠家-找九冶管業(yè)有限公司")
廠家-找九冶管業(yè)有限公司")
廠家-找九冶管業(yè)有限公司")
廠家-找九冶管業(yè)有限公司")
廠家-找九冶管業(yè)有限公司")
廠家-找九冶管業(yè)有限公司")
廠家-找九冶管業(yè)有限公司")
廠家-找九冶管業(yè)有限公司")
廠家-找九冶管業(yè)有限公司")
廠家-找九冶管業(yè)有限公司")
廠家-找九冶管業(yè)有限公司")
廠家-找九冶管業(yè)有限公司")
廠家-找九冶管業(yè)有限公司")
廠家-找九冶管業(yè)有限公司")