


以下是:陜西省商洛市酸堿性除油配方轉讓的產品參數(shù)
產品參數(shù) 產品價格 電議 發(fā)貨期限 電議 供貨總量 電議 運費說明 電議 公司 燈鼎 主營 不銹鋼電解拋光 所在地 深圳 可送貨 是 效果 鏡面 主要材質 不銹鋼 范圍 酸堿性除油配方轉讓供應范圍覆蓋陜西省 商洛市 西安市、寶雞市、咸陽市、延安市、漢中市、榆林市、銅川市、安康市 商州區(qū)、洛南縣、丹鳳縣、商南縣、鎮(zhèn)安縣、柞水縣等區(qū)域。 【燈鼎】為您提供咸陽電解源廠直銷、延安電解按需定制、漢中電解廠家規(guī)格全、榆林電解廠家精選、銅川電解設計制造銷售服務一體、安康電解庫存齊全廠家直供、商州電解源廠供貨、商南電解滿足客戶所需等多元產品與服務。酸堿性除油配方轉讓_燈鼎金屬表面處理 (商洛市分公司)szddjs124-14,固定電話:【18014996427】,移動電話:【0755-28505535】,聯(lián)系人:姚師傅,丹徒區(qū)谷陽鎮(zhèn)千里新村1棟1樓。 陜西省,商洛市 商洛市,別稱鶴城、上洛、商州,陜西省轄地級市,位于陜西東南部,秦嶺南麓,鄂豫兩省交界處,東與河南省的靈寶、盧氏、西峽、淅川接壤;南與湖北省十堰市鄖陽區(qū)、鄖西縣相鄰;西、西南與陜西省安康市的漢濱區(qū)、寧陜縣、旬陽市和西安市的長安區(qū)、藍田縣相臨,北與渭南市的潼關、華陰、華州區(qū)相連,總面積19292平方千米,占陜西省總面積的9.36%。截至2022年10月,商洛市轄1個市轄區(qū)、6個縣。截至2022年末,商洛市常住人口為202.06萬人。
想要了解酸堿性除油配方轉讓產品嗎?點擊觀看我們上傳的視頻介紹,它將用更直觀的方式展現(xiàn)產品的特點和優(yōu)勢,讓您對產品有更深入的了解。
以下是:陜西商洛酸堿性除油配方轉讓的圖文介紹
采用電拋光獲得的表面亮度(陽極光澤)不同于研磨或機械拋光獲得的亮度。它無刻痕、不變形、無方向性且顯露出金屬的本色。由于表面幾
何形狀是三維的,表面光滑度也有所不同,用普通的觸針型儀器測定是困難的且不準確。與一般的想法不同,表面光亮度不是表示光滑度。
在適當?shù)碾姃伖鈼l件下,表面粗糙度(按微米測量)通常從66%下降到33%,但當微米值低于電拋光前時,改善的百分率也會相應下降。有時,
由于不良冶金狀態(tài)或表面狀態(tài),微米值不會下降,甚至有時會有所提高。這些冶金狀態(tài)和表面狀態(tài)在很大程度上決定理想的電拋光效果。產
生不好效果主要的原因是:晶粒尺寸結構不均、非金屬夾雜物、定向軋輥痕跡、鹽類或氧化物污染、酸洗過度以及淬火過度。為獲得真正
的反射性精飾表面所作的電拋光,微粒沉積物則是致關重要的。
不銹鋼因其較高的耐蝕性及裝飾性而得到廣泛的應用, 尤其在醫(yī)療用具、食品工業(yè)用具、餐具、廚房用具等方面得到普及與推廣。不銹鋼用具應耐蝕、外觀光亮和清潔衛(wèi)生,用具表面不應附有對人體有毒的物質。因此對生產這類用具的表面處理提出要求,就是要徹底表面的
有害物質
電解,選好的好選擇,質量保證,價格優(yōu)惠,廠家直銷,誠信至上,陜西商洛燈鼎金屬表面處理 有限公司期待您的光臨,歡迎來電詳談,量大從優(yōu)。
酸堿性除油配方轉讓
優(yōu)點
1:內外色澤一致,光澤持久, 機械拋光無法拋到的凹處也可整平。
2:生產效率高,成本低廉。可大批量制備樣品
3:增加工件表面抗腐蝕性,可適用于所有不銹鋼材質。
缺點
1:電解拋光的質量與電解液以及電流與電壓的規(guī)范有關。要摸索不同的拋光參數(shù),而影響電解拋光的參數(shù)較多,不易找到正確的電解拋光參數(shù)。
2:對于鑄鐵及夾雜物等試樣,較難獲得良好的結果。
3:電解液組成復雜,使用時需要注意操作。
1.電拋光后,表面為什么會發(fā)現(xiàn)似未拋光的斑點或小塊?原因分析:拋光前除油不徹底,表面尚附有油跡。
2.拋光過后表面局部為什么有灰黑色斑塊存在?原因分析:可能氧化皮未徹底除干凈。局部尚存在氧化皮。解決方法:加大氧化皮力度,可選用“ 不銹鋼氧化皮液”,“不銹鋼氧化皮膏”等產品。因除銹除氧化皮產品較多,具體適用產品可咨詢威海云清化工開發(fā)院
。
3.拋光后工件棱角處及 過腐蝕是什么原因引起的?原因分析:棱角、 的部位電流過大,或電解液溫度過高,拋光時間過長,導致過度溶解。解決方法:調整電流密度或溶液溫度,或縮短時間。檢查電極位置,在棱角處設置屏蔽等。
4.為什么工件拋光后不光亮并呈灰暗色?分析原因:可能 電化學拋光溶液已不起作用,或作用不明顯。解決方法:檢查電解拋光液是否使用時間過長,質量下降,或溶液成分比例失調。
5.工件拋光后表面有白色的條紋是怎么回事?原因分析:溶液相對密度太大,液體太稠,相對密度大于1.82。解決方法:增大溶液的攪拌程度,如果溶液相對密度太大,用水稀釋至1.72。在90~100℃條件下并加熱一小時。
6.為什么拋光后表面有陰陽面,及局部無光澤的現(xiàn)象?原因分析:工件放置的位置沒有與陰極對正,或工件互相有屏蔽。解決方法:將工件進行適當?shù)恼{整,使工件與陰極的位置適當,使電力分布合理。
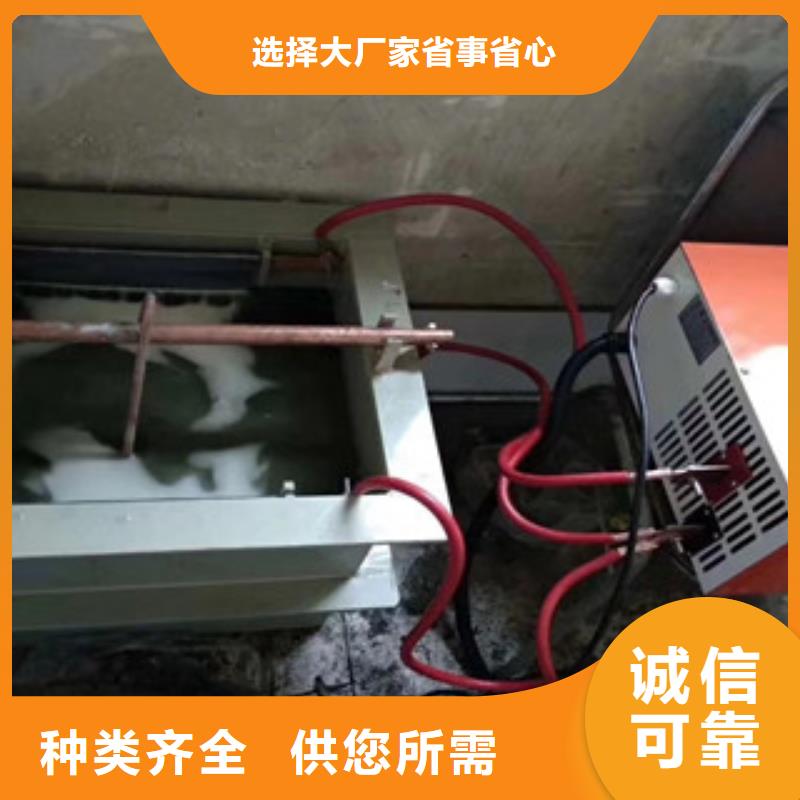
電解拋光工藝:除油--水洗--除銹--水洗--電解拋光--水洗--中和--水洗--鈍化--包裝類型目前生產上采用的電拋光液主要有:
①硫酸、磷酸、鉻酐組成的拋光液;
②硫酸和檸檬酸組成的拋光液;
③硫酸、磷酸、 及甘油或類似化合物組成的混合拋光液。
鋼鐵零件的電化學拋光
(1)材料種類的影響 鋼鐵材料的種類很多,對不同的鋼材應采用不同的拋光液。(2)各種因素的影響 磷酸是拋光液的主要成分。它所生成的磷酸鹽粘附在陽極表面,在拋光過程中要作用。硫酸可以提高拋光速度,但含量
不能過高,以免引起腐蝕。鉻酐可以提高拋光效果,使表面光亮。
電流密度對拋光質量有很大影響,對于不同的溶液應采用不同的電流密度,電流密度過低,整平作用差,過高會引起過腐蝕。溫度對拋光質
量有一定的影響,但不是主要因素。
(3)操作注意事項
①新配制的溶液應在大陰極面積(陰極面積大于陽極面積幾倍)的情況下進行通電處理,使一部分六價鉻還原為 三價鉻。如果在使用過程中三
價鉻增加過多時,則相反,即在大陽極小陰極的情況下進行通電處理。
②經常測定溶液的密度,并及時加水或加熱濃縮溶液。溶液中的磷酸、硫酸和鉻酐和三價鉻的含量應定期分析和調整。
③使用過程中由于陽極溶解鐵的含量逐漸升高,當鐵的含量(按Fe2 03計算)達到7%~8%時部分更換,或全部更換溶液。
④配制 先將磷酸與硫酸混合,鉻酐溶解于水,然后把酸的混合液倒人鉻酐水溶液中加熱8 0"C。在不斷攪拌下慢慢加入明膠(此時反應激烈)
。反應結束后(大約1 h后)溶液變?yōu)榫鶆虻牟菥G色。
其他金屬的電解拋光銅及其合金的電解拋光,廣泛采用磷酸電解液。鋁及鋁合金的電解拋光采用磷酸一硫酸一鉻酸性的溶液。
鋁及鋁合金的電解拋光在生產上應用得比較廣泛。拋光后的零件如果隨即進行短時間的 氧化處理,不僅能得到平整光亮的外觀還能形成完整
的氧化膜,提高耐蝕性,可以長期保持其表面光澤。
溶液的配制方法,可以參照鋼鐵零件電解拋光的有關內容。當溶液中的鋁含量超過5%時,應部分更換或全部更換溶液。
您是想要在陜西省商洛市采購高質量的酸堿性除油配方轉讓產品嗎?燈鼎金屬表面處理 (商洛市分公司)是您的不二之選!我們致力于提供品質保證、價格優(yōu)惠的酸堿性除油配方轉讓產品,品種齊全,不斷創(chuàng)新,致力于滿足廣大客戶的多種需求,聯(lián)系人:姚師傅-【18014996427】,地址:《丹徒區(qū)谷陽鎮(zhèn)千里新村1棟1樓》。










