

以下是:可按需定做鑄鐵平臺的廠家的產品參數
產品參數 產品價格 2300/臺 發貨期限 當天發貨 供貨總量 60 運費說明 承擔運費 小起訂 1 質量等級 優等 是否廠家 是 產品材質 鑄鐵HT250 產品品牌 偉業機械 產品規格 1500-6000 發貨城市 泊頭 產品產地 河北 加工定制 是 產品重量 噸 產品顏色 可選 質保時間 2年 適用領域 工業基準平臺 安裝調試配件 調整支架、墊鐵、地錨器、斜墊鐵 生產周期 現貨供應 工作面精度 3級、2級、1級 平臺高度 250-300-350-400 工作面硬度 170-240 平臺材質 鑄鐵HT200-300 工作面厚度 20-30-40-50現貨 平臺規格 1000*1500*2000*3000*4000 包裝 木箱 可按需定做鑄鐵平臺的廠家,偉業五金機械廠(福州分公司)為您提供可按需定做鑄鐵平臺的廠家,聯系人:李經理,電話:18762195566、18762195566,QQ:250188005,請聯系偉業五金機械廠(福州分公司),發貨地:工業開發區。 福建省,福州市 2022年,福州市實現地區生產總值12308.23億元,按常住人口計算,人均地區生產總值145936元。
想要了解可按需定做鑄鐵平臺的廠家產品嗎?點擊觀看我們上傳的視頻介紹,它將用更直觀的方式展現產品的特點和優勢,讓您對產品有更深入的了解。以下是:可按需定做鑄鐵平臺的廠家的圖文介紹
鑄鐵焊接平臺安裝就調至水平臺、負荷均勻分布于各支點上。環境溫度(20±5)。使用時應避免振動。
鑄鐵平臺結構:產品制成筋板式和箱體式,工作面有長方形、正方形或圓形,工作面上可加工V形、T形、U形槽、燕尾槽、圓孔、長孔等。
焊接平臺精度保證要做到以下幾點:焊接平臺粗、精加工分別在不同的機床上加工,既能充分發揮設備能力,又能延長精密機床的使用壽命。在機械加工工藝中,常安排有熱處理工序。熱處理工序位置的安排如下:為改善金屬的切削加工性能,如退火、正火、調質等,一般安排在機械加工前進行。為內應力,如時效處理、調質處理等,一般安排在粗加工之后,精加工之前進行。為了提高零件的機械性能,如滲碳、淬火、回火等,一般安排在機械加工之后進行,如熱處理后有較大的變形,還須安排終加工工序。
建廠以來,福建福州偉業五金機械廠十分重視人才培養與科技進步,先后與六家大專院校和科研機構建立了長期技術合作關系,旨在不斷提高 鑄鐵焊接平臺廠家產品科技含量,增強企業發展后勁。我們十分重視 鑄鐵焊接平臺廠家產品的升級換代和新產品開發。面對激烈的市場競爭,企業始終堅持“質量保證、用戶至上”的宗旨,確保以高質量的 鑄鐵焊接平臺廠家產品、周到的服務、及時的交貨、合理的價格贏得用戶的信賴。
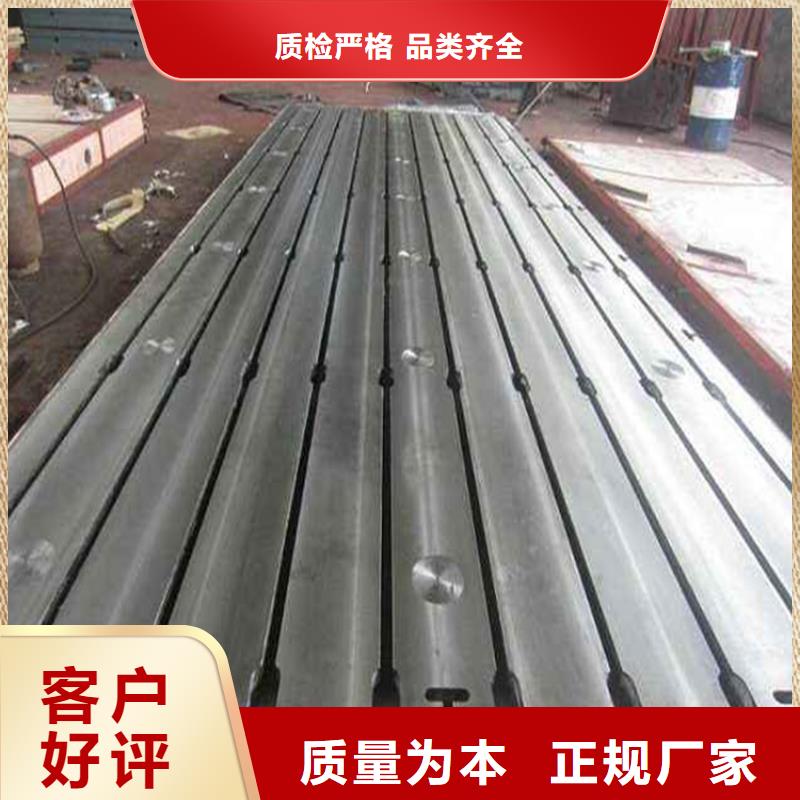
可按需定做鑄鐵平臺的廠家
鑄鐵平臺的精度主要是由人工刮研生成,人工刮研是個繁瑣的過程,要不斷使用平尺進行研磨,還有就是使用合像水平儀檢驗數據。刮研完畢要進行布線和布點,原則是保證檢驗的準確度,測線測點力求均勻分布,既盡可能反映平臺的形貌又便于數據處理。具體方法如下:
1、測點應是平臺上有代表性的點,如四個角點、平臺的中心點、四條邊線的中心點。
2、檢驗截面應是平臺上有代表性的截面,如平臺的兩條對角線、四條邊線、兩條中線等;
恒溫室的溫度很重要,太高或太低都不容易嵌砂,一般溫度在20度。有的單位壓砂房間恒溫條件比較差,當焊接平臺從一溫度拿到另一溫度的房間研磨時,平臺受熱漲冷縮現象的影響,表面產生變形,故等溫一段時間,一般鑄鐵平臺在壓砂前等溫數小時或更長時間,待鑄鐵平臺變形穩定后,再開始研磨。
清理鑄鐵平臺毛坯鑄件的過程:通過以下環節控制,使鑄鐵劃線平臺鑄件成為合格產品,要求每個過程相互配合,相互協調,只有注重細節才能較好的控制和提高每個過程的質量,才能保證鑄鐵平臺鑄件的質量,從而生產更高質量的產品。
1、落砂:鑄鐵平臺鑄件毛坡必須經過充分冷卻才能扒出鑄型,一般要求不小于3h。如果時間過短,會發生表面激冷而使硬度較高造成切削困難。鑄鐵劃線平臺鑄件較大時可能會產生熱裂、鑄鐵平臺鑄件內應力較大,易造成變形而影響鑄鐵平臺鑄件外形尺寸。
2、清砂:要獲得表面光潔度好的鑄鐵平臺鑄件,小規格毛坯鑄件可以通過清理滾筒去除表面的砂子。大規格鑄鐵平臺毛坡鑄件進行拋丸處理去除表面的砂子。非加工表面的粘砂必須清理干凈,以防止在裝入成品內運動時脫落后進入軸承室內,對軸承的使用造成不良影響。
3、時效處理:一般的鑄鐵劃線平臺鑄件都要進行時效處理,以減小鑄鐵劃線平臺鑄件內應力獲得良好的性能。
4、檢驗過程的控制:通過檢驗反應鑄鐵平臺鑄件的缺陷,查找并分析原因,及時采取措施,以減少量具鑄件缺陷的產生。
可按需定做鑄鐵平臺的廠家,偉業五金機械廠(福州分公司)為您提供可按需定做鑄鐵平臺的廠家產品案例,聯系人:李經理,電話:18762195566、18762195566,QQ:250188005,發貨地:工業開發區。











