| 產品參數 | |
|---|---|
| 產品價格 | 批發/噸 |
| 發貨期限 | 當天 |
| 供貨總量 | 1808 |
| 運費說明 | 面談 |





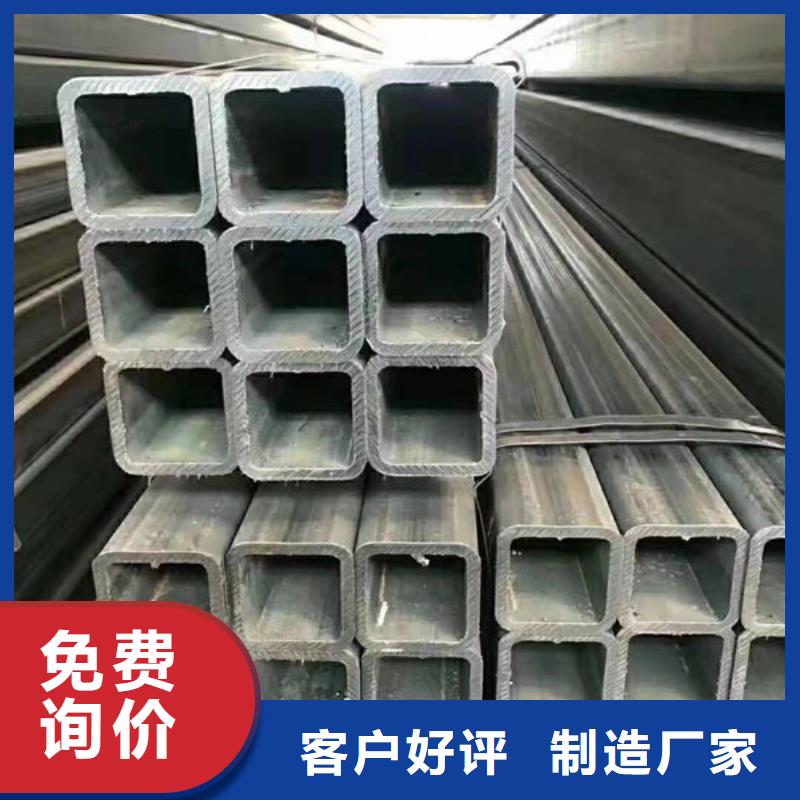
樂山螺旋鋼管焊接時,為保證焊接質量而選定的諸物理量(如:焊接電流、電弧電壓、焊接速度、線能量等)的總稱。選擇合適的焊接工藝參數,對提高焊接質量和提高樂山螺旋鋼管鋼材生產效率十分重要。焊接工藝參數(焊接規范)是指焊接時為保證螺旋鋼材焊接質量而選定的諸多物理量。焊接電源種類和極性的選擇焊接電源種類:交流、直流極性選擇:正接、反接正接:焊件接電源正極,焊條接電源負極的接線方法。反接:焊件接電源負極,焊條接電源正極的接線方法。極性選擇原則:堿性焊條常采用直流反接,否則,電弧燃燒不穩定,飛濺嚴重,噪聲大,酸性焊條使用直流電源時通常采用直流正接。盛寶螺旋管可以做打樁、支撐、橋梁、高炮廣告牌。樂山螺旋鋼管加工可以用來保溫,小區供暖、熱力網鋪設、電廠蒸汽輸送。樂山螺旋鋼管加工成防腐,自來水管道、地埋排污。可用作打樁管、作橋梁;碼頭、道路、建筑結構用管,海洋打樁管等,應用領域和范圍廣泛。
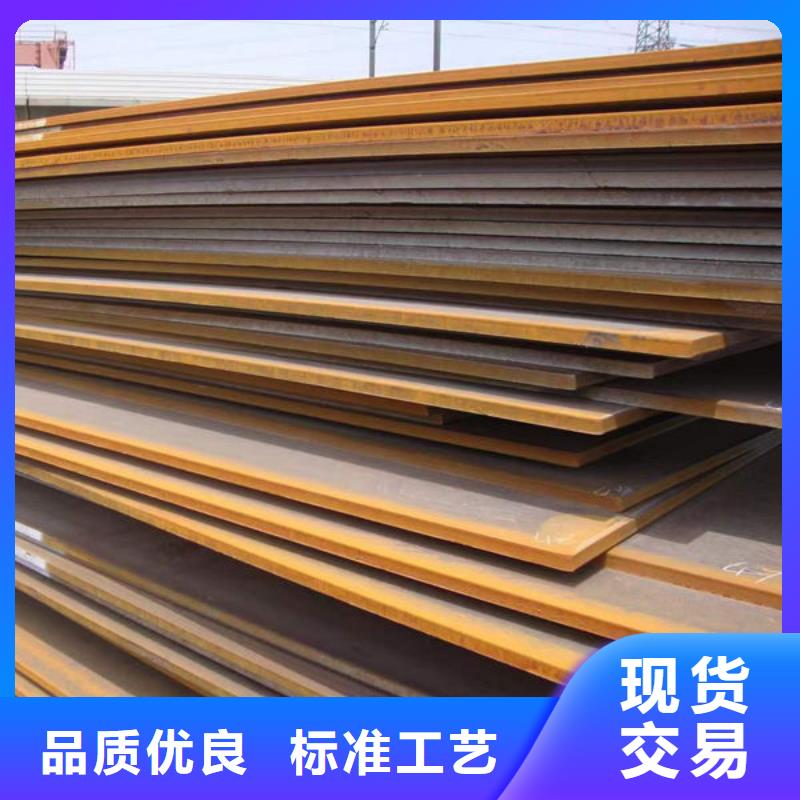
我國進口、出口樂山角鋼各有一定批量,主要從、西歐進口。出口輸往地區主要為港澳、東南亞、拉等。出口生產企業主要為遼寧、河北、北京、上海、天津等省市的鋼鐵廠(軋鋼廠)。進口樂山角鋼品種多為大型、小型樂山角鋼及特殊形狀樂山角鋼,出口品種多為中型樂山角鋼如6號、7號等。樂山角鋼的表面在中有規定,一般要求不得存在使用上有害的缺陷,如分層、結疤、裂縫等。樂山角鋼鋼材幾何形狀偏差的允許范圍在中也有規定,一般包括彎曲度、邊寬、邊厚、頂角、理論重量等項,并規定樂山角鋼不得有顯著的扭轉。
樂山角鋼的規格GB/T2101-2008(型鋼驗收、包裝、標志及質量證明書的一般規定);GB/T706-2008(代替GB/T9787-88 GB/T9788-88)(熱軋等邊/不等邊樂山角鋼尺寸、外形、重量及允許偏差);JISG3192-94(熱軋型鋼的形狀、尺寸、重量及其容許差);DIN17100-80(普通結構鋼質量標準);ГОСТ535-88(普通碳素型鋼技術條件)。根據上述標準的規定,樂山角鋼鋼材應成捆交貨、其捆扎道次、同捆長度等應符合規定。樂山角鋼一般屬裸裝交貨,運輸和儲存均需要注意防潮。樂山角鋼材的表面質量在標準中有規定,一般要求不得存在使用上有害的缺陷,如分層、結疤、裂縫等。樂山角鋼幾何形狀偏差的允許范圍在標準中也有規定,一般包括彎曲度、邊寬、邊厚、頂角、理論重量等項,并規定樂山角鋼不得有顯著的扭轉。
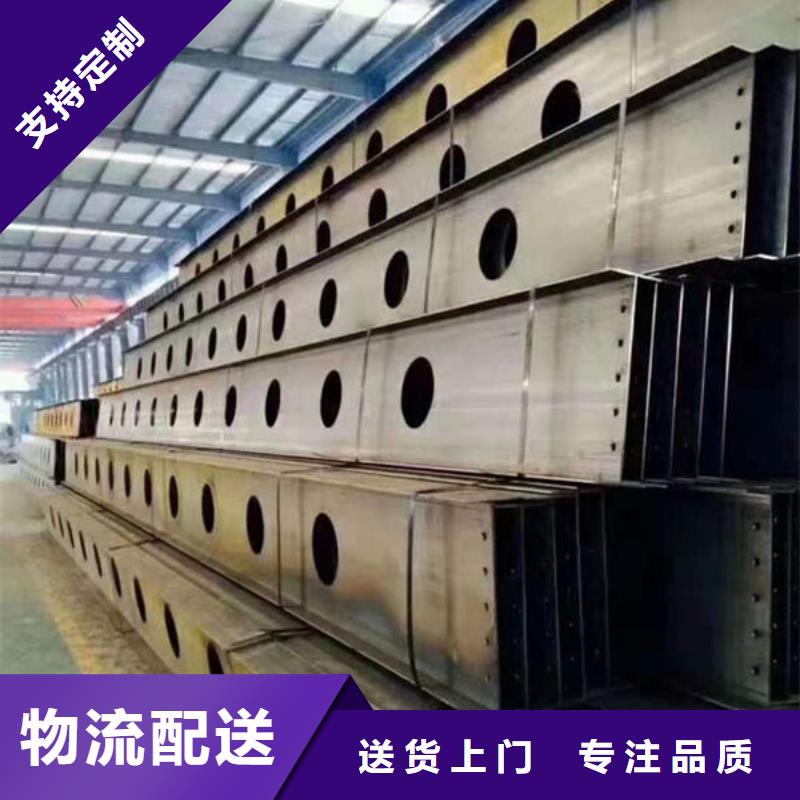
樂山雙面埋弧焊直縫鋼管主要工藝流程說明:1. 板探:鋼板進入生產線后,首先進行全板超聲波檢驗。2. 銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀。3. 預彎邊:利用預彎機進行板邊預彎,使板邊具有符合要求的曲率。4. 成型:在JCO成型機上首先將預彎后的鋼板的一半經過多次步進沖壓,壓成J形,再將鋼板的另一半同樣彎曲,壓成C形,形成開口的O形。5. 預焊:使成型后樂山鋼管合縫并采用氣體保護焊(MAG)進行連續焊接。6. 內焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管鋼材內側進行焊接。7. 外焊:采用縱列多絲埋弧焊在螺旋埋弧焊鋼管外側進行焊接。超聲波檢驗對螺旋鋼管內外焊縫及焊縫兩側母材進行的檢查。8. X射線檢查:對內外焊縫進行的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度。9. 擴徑:直縫管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內應力的分布狀態。
名片")