| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 山東聊城 |
| 材質 | 20#、45#、20cr、40cr、35crmo、42crmo |
| 規格 | 10-133*1-26 |
| 長度 | 散尺或定尺 |
| 運輸 | 陸運、海運 |

十多年的發展歷程,歷經坎坷,走向輝煌,腳踏實地”的奮斗與奉獻,蘭格精密管有限公司(贛州分公司)將勵精圖治,勇往直前,開拓創新,愿與 精密鋼管業界同行攜手共進,共創中國 精密鋼管事業新的輝煌。



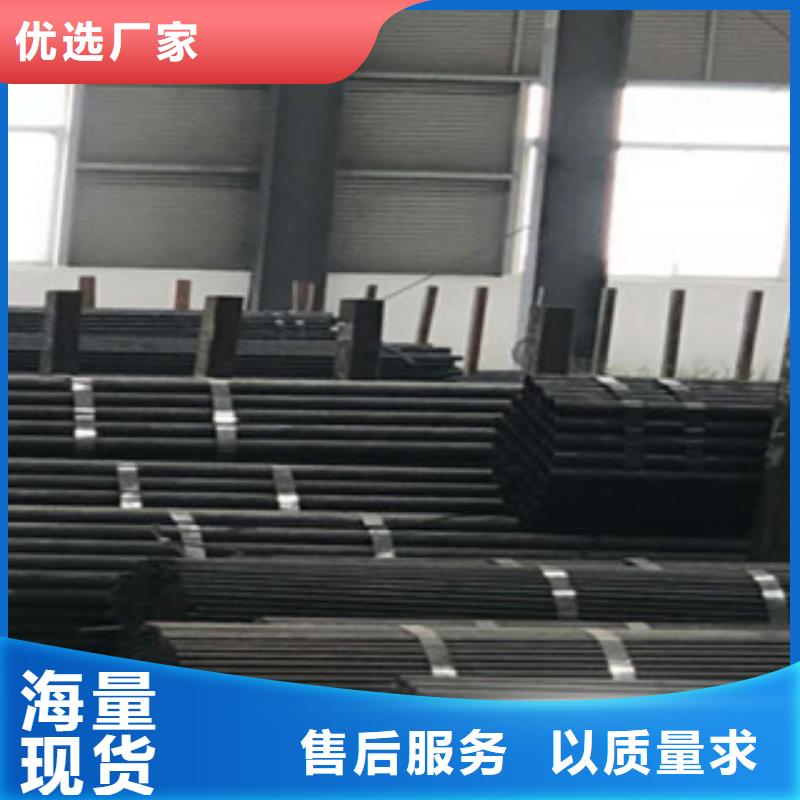
熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工
作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行
穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗,
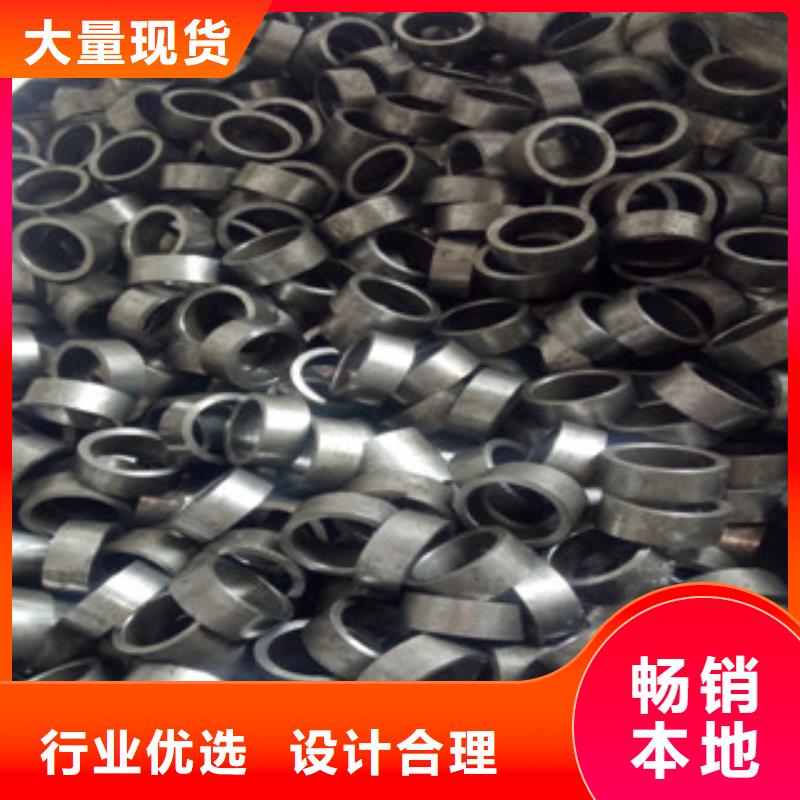
貼上標簽、進行規格編排后放置到到倉庫當中。圓管坯、加熱、穿孔、三輥斜軋、連軋或擠壓、脫管
、定徑(或減徑)、冷卻、矯直、水壓試驗(或探傷)、標記、入庫 。無縫鋼管是用鋼錠或實心管坯經
穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管的規格用外徑*壁厚毫米數表示。
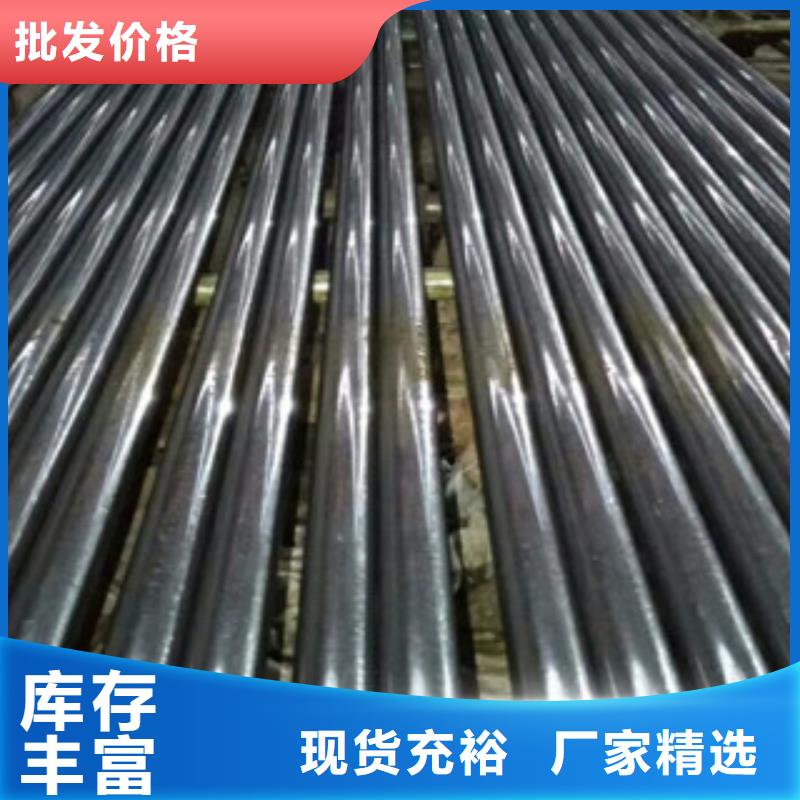
熱軋無縫管外徑一般大于32mm,壁厚2.5-200mm,冷軋無縫鋼管外徑可以到6mm,壁厚可到0.25mm,薄壁管
外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。



軋制無縫管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到
熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200℃。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的
問題·圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產
效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。
擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑
長度來確定。鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。鋼管經矯直后
由傳送帶送至金屬探傷機(或水壓實驗)進行內部探傷。若鋼管內部有裂紋,氣泡等問題,將被探測出。
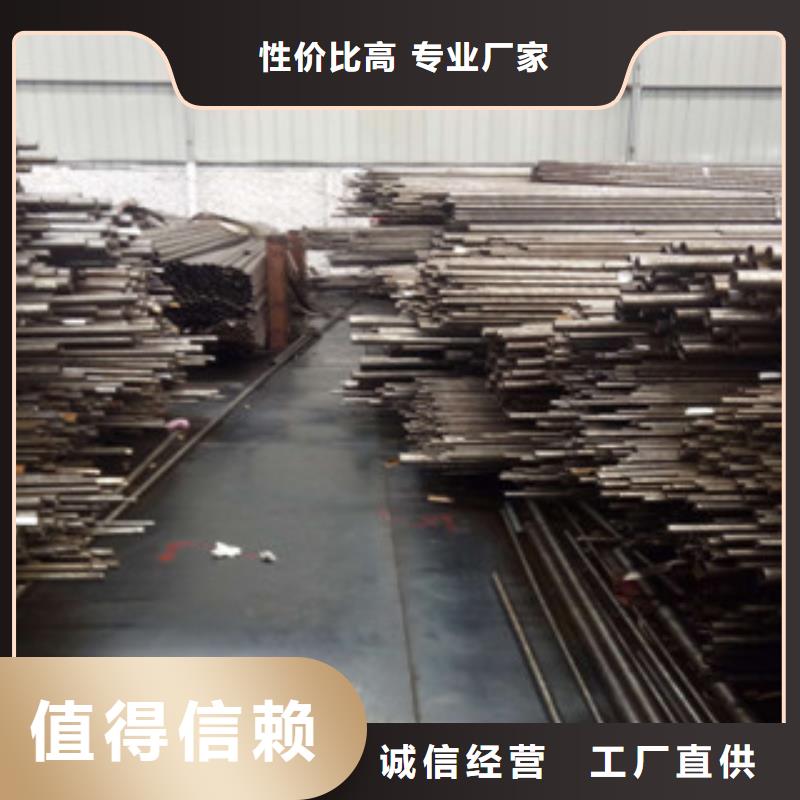
鋼管質檢后還要通過嚴格的手工挑選。鋼管質檢后,用油漆噴上編號、規格、生產批號等。并由吊車吊入
倉庫中。


按專門用途分,有鍋爐管、地質管、石油管等。4、規格及外觀質量無縫管按GB/T8162-87規定
4.1、規格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋(冷拔)管外徑5~200mm。壁厚2.5~12mm。
4.2、外觀質量:鋼管的內外表面不得有裂縫、折疊、軋折、離層、發紋和結疤缺陷存在。這些缺陷應完
全掉,后不得使壁厚和外徑超過負偏差。4.3、鋼管的兩端應切成直角,并毛刺。壁厚大于
20mm的鋼管允許氣割和熱鋸切割。經供需雙方協議也可不切頭。4.4、冷拔或冷軋精密無縫鋼管《表面質
量》參照GB3639-83。5、包裝按GB2102-88規定。鋼管包裝分三種:捆扎、裝箱、涂油捆扎或涂油裝箱。
抗拉強度當35CrMo無縫鋼管的硬度在500HB以下時,其抗拉強度與硬度成正比,kg/m㎡(óB)=1/3 X
HB=3.2 X HRC=2.1 X HS,但上述關系式也并非在什么場合都成立,從熱處理方面說,回火溫度低時,kg/m
㎡與HRC時的相關關系便可能被破壞,35CrMo無縫鋼管的回火溫度,硬度和抗拉強度的關系硬度隨回火溫
度的升高而下降,但在淬火狀態以及300℃以下低溫回火時,硬度與抗拉強度的關系難以成立。

名片")