| 產品參數 | |
|---|---|
| 產品價格 | 88/米 |
| 發貨期限 | 1天內 |
| 供貨總量 | 999999 |
| 運費說明 | 電議 |
| 小起訂 | 1支 |
| 質量等級 | 合格品 |
| 是否廠家 | 廠家 |
| 產品材質 | 球墨鑄鐵 |
| 產品品牌 | 鵬瑞 |
| 產品規格 | DN100-2600 |
| 發貨城市 | 聊城 |
| 產品產地 | 山東 |
| 加工定制 | 是 |
| 產品型號 | DN100-2600 |
| 可售賣地 | 全國發貨 |
| 產品重量 | 噸 |
| 產品顏色 | 黑色等 |
| 質保時間 | 1年 |
| 適用領域 | 市政工地供水排水等 |
| 是否進口 | 否 |
| 質量認證 | 國標 |
| 范圍 | 生產基地位于【聊城】,供應范圍覆蓋四川省 成都市、綿陽市、攀枝花市、瀘州市、樂山市、宜賓市、廣安市、巴中市、甘孜市、涼山市、阿壩市、資陽市、雅安市、遂寧市、內江市、南充市、自貢市、德陽市、廣元市、眉山市 江陽區、納溪區、龍馬潭區、瀘縣、合江縣、敘永縣、古藺縣等區域。 |

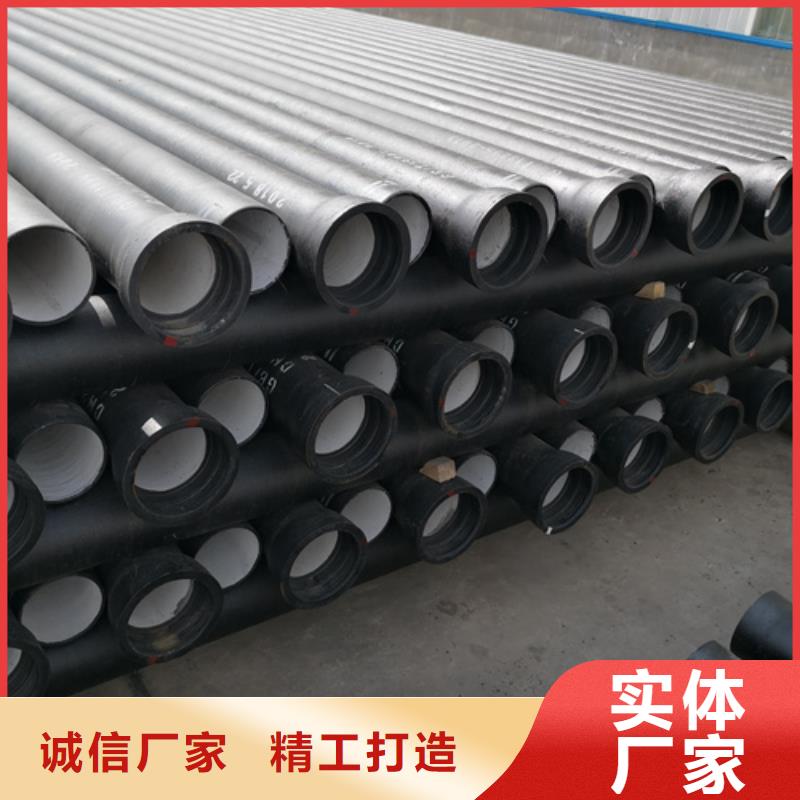
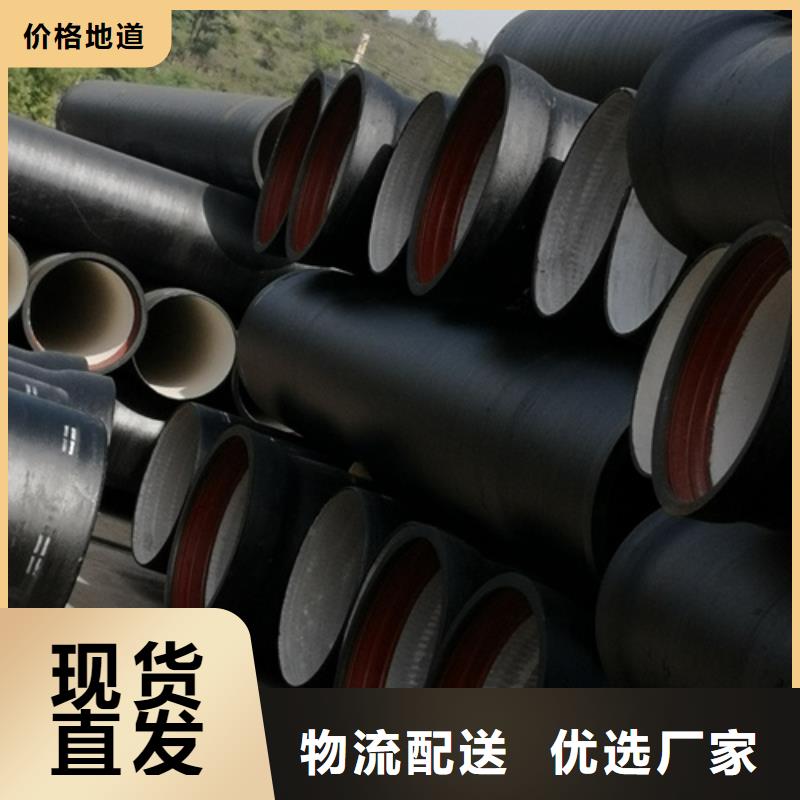
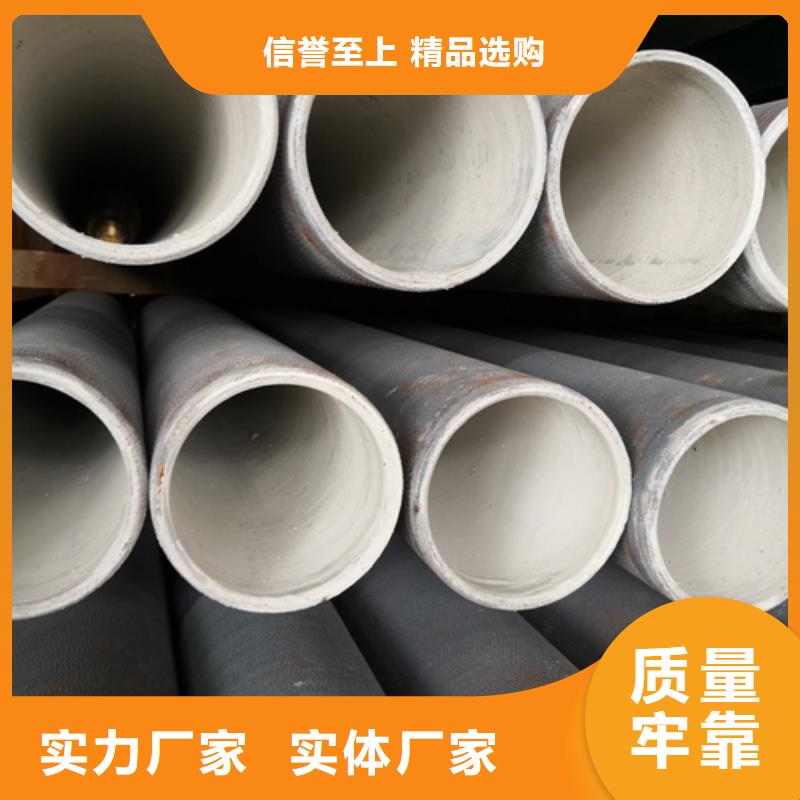
球墨鑄鐵管以起優異的機械性能與外在的質量,是管道供水事業的承載者,其的承壓能力,可靠的密封性能,無可比擬的防腐處理和水質保證體系,使得管道供水近科完美,即使在地形復雜的鹽堿地、沼澤地、高坡及沙漠等均衡的土壤下,也能出色完成供水任務新型的球墨管,具有一定的抗凍性,只要沒有特殊情況,基本不會出現凍裂和爆管。但是,居民小區、新村大樓的小口徑管道及水表都位于敞開的樓道內,雖然已經在水管外部包裹了保溫材料,為水表等供水設施穿好了“冬衣”,但當氣溫驟降,還是需要做好室內外供水設施的防凍工作。球墨鑄鐵和普通鑄鐵里都含有石墨單體,就是說鑄鐵是鐵和石墨的混合體。普通鑄鐵中的石墨是片狀存在的,石墨的強度很低,所以相當于鑄鐵中存在許多片狀的空隙,所以普通鑄鐵強度比較低,較脆。石墨鑄鐵中的石墨是呈球狀的,相當于鑄鐵中存在許多球狀的空隙。球狀空隙對鑄鐵強度的影響遠比片狀空隙小,所以球墨鑄鐵強度比普通鑄鐵強度高許多。
<瀘州>鵬瑞管業有限公司 瀘州正規消防DN300球墨鑄鐵管廠家
因此這兩種方法在滿足高精度、高率的生產需求方面顯得力不從心。隨著計算機、電子、傳感技術的飛速發展,泄漏檢測技術的發展將迎來新的發展契機。未來的氣密性檢測技術將向高精度、效率、智能化的方向進一步發展。青島球墨鑄鐵管氣密性檢測安裝要點: ①、清理管口:將承口內的所有雜物擦洗干凈。 ②、清理膠圈、上膠圈:將膠圈上的粘著物清擦干凈,把膠圈彎為“梅花形”或“8”字形裝入承口槽內,并用手沿整個膠圈按壓一遍,或用橡皮錘砸實,確保膠圈各個部分不翹不扭,均勻地卡在槽內。 ③、在插口外表面和膠圈上涂刷潤滑劑:將潤滑劑均勻地涂刷在承口安裝好的膠圈內表面、在插口外表面涂刷潤滑劑時要將插口線以外的插口部位全部刷勻。 ④、下管:應按下管的要求將管子下到槽底,通常采用人工下管法或機械下管法。 ⑤、安裝機具設備:將準備好的機具設備安裝到位,安裝時注意不要將已清理的管子部位再次污染。 ⑥、頂推管子使之插入承口:在安裝時,為了將插口插入承口內較為省力、順利。球墨鑄鐵管氣密性檢測首先將插口放入承口內且插口壓到承口內的膠圈上,接好鋼絲繩和倒鏈,拉緊倒鏈;與此同時,讓人可在管承口端用力左右搖晃管子,直到插口插入承口全部到位,承口與插口之間應留2mm左右的間隙,并保證承口四周外沿至膠圈的距離一致。 ⑦、管件安裝:由于管件自身重量較輕,在安裝時采用單根鋼絲繩時,容易使管件方向偏轉,導致橡膠圈被擠,不能安裝到位。因此,可采用雙倒鏈平行用力的方法使管件平行安裝,膠圈不致被擠。也可采用加長管件的辦法,用單根鋼絲進行安裝。 ⑧、檢查:檢查承口插口的位置是否符合要求(用鋼板尺伸入承插口間隙中檢查膠圈位置是否正確到位)。

 <瀘州>鵬瑞管業有限公司
<瀘州>鵬瑞管業有限公司
很多人都不熟悉消失模鑄造技術,下面青島世紀球墨鑄鐵管業為您介紹:消失模鑄造(又稱實型鑄造)是將與鑄件尺寸形狀相似的泡沫模型粘結組合成模型簇,刷涂耐火涂料并烘干后,埋在干砂中振動造型,在負壓下澆注,使模型氣化,液體金屬占據模型位置,凝固冷卻后形成鑄件的新型鑄造方法。消失模鑄造有下列特點:鑄件質量好,成本低。材質不限,大小皆宜;尺寸精度高,表面光潔,減少清理,節省機加;內部缺陷大大減少,組織致密。可實現大規模、大批量生產。自動化流水線生環保。可以大大改善作業環境、降低勞動強度、減少能源消耗。消失模鑄造技術工藝服務主要內容:一、負壓系統設計1、穩壓罐、過濾罐、汽水分離罐; 2、真空泵選型;3、負壓控制二、根據用戶產品進行專用砂箱設計,由用戶自行制造。三、1-3維震實臺設計1、根據用戶需要提供一定規模的設計圖2、震實臺基礎設計四、烘房設計五、新技術工藝規程及操作要點六、車間生產流程平面圖七、提供手工制模方法八、提供外購設備、配件、材料信息九、到現場技術服務、培訓工人說明:新技術工藝全過程分兩大部分:⑴白區部分:1、0.2~0.5噸工業鍋爐 2、予發機 3、成型機 4、澆冒口切割平臺 5、模型組合6、模型涂覆及烘干⑵黑區部分1、負壓系統 2、震實臺 3、砂箱 4、砂處理系統消失模鑄造技術的工藝裝備投資可大可小,我方可根據用戶產品提供設計圖紙或派人協助,利用用戶原有條件,節省投資。

JB/T9228-1999標準,對Mg 和RE的成分范圍偏差規定為±1%,有些廠標已縮小為±0.5%,對Ca、Al等亦有明確規定。球化劑質量中,應重視MgO含量、成分的偏析程度以及粒度的集中度。凡是粒度不勻,粉末多,色澤發暗的球化劑不宜選用。原則上,只要掌握好鐵液的化學成分和孕育環節,采用上述球化劑即可生產鑄態球鐵。但亦有工廠采用鑄態球鐵用球化劑。一般,在鑄態鐵素體球化劑中含有Ba和Bi,在鑄態珠光體球化劑中含有Ba和Sb,但對于QT700-2以上的重要曲軸類鑄件,不使用含Sb球化劑,此時應通過調整Cu、Mo等的含量來控制基體。必須指出,不管是否采用鑄態球化劑,孕育永遠是不可忽視的重要環節。球墨鑄鐵管鵬瑞管業
名片")