

以下是:焊接平臺質量好發貨快的產品參數
小起訂 1 質量等級 優 是否廠家 是 產品材質 鑄鐵 產品品牌 偉業 產品規格 1000-8000 發貨城市 泊頭 產品產地 河北 加工定制 是 產品重量 噸 產品顏色 可選 質保時間 一年 適用領域 機械加工檢測 材質 灰口鑄鐵HT250 工作面精度 1級、2級、3級 T型槽開口尺寸 14、16、18、22、28 平臺高度 220-250-280-300-350-400 工作面厚度 15、20、25、30、40、50、60、70、80、90、100等 回火熱處理溫度 650-850度 生產周期 現貨或3天內發貨 平臺規格 1000*1500-4000*8000 安裝調試配件 墊鐵、斜鐵、支架、地錨器 焊接平臺質量好發貨快,偉業五金機械廠(阿拉善分公司)為您提供焊接平臺質量好發貨快的資訊,聯系人:李經理,電話:18762195566、18762195566,QQ:250188005,發貨地:工業開發區。 內蒙古自治區,阿拉善盟 阿拉善盟,位于內蒙古自治區西部,黃金旅游地。東、東北與烏海、巴彥淖爾、鄂爾多斯三市相連,南、東南與寧夏回族自治區毗鄰,西、西南與甘肅省接壤,北與蒙古國交界,邊境線長735千米。全盟總面積27萬平方千米。截至2022年末,阿拉善盟有常住人口26.9萬人。
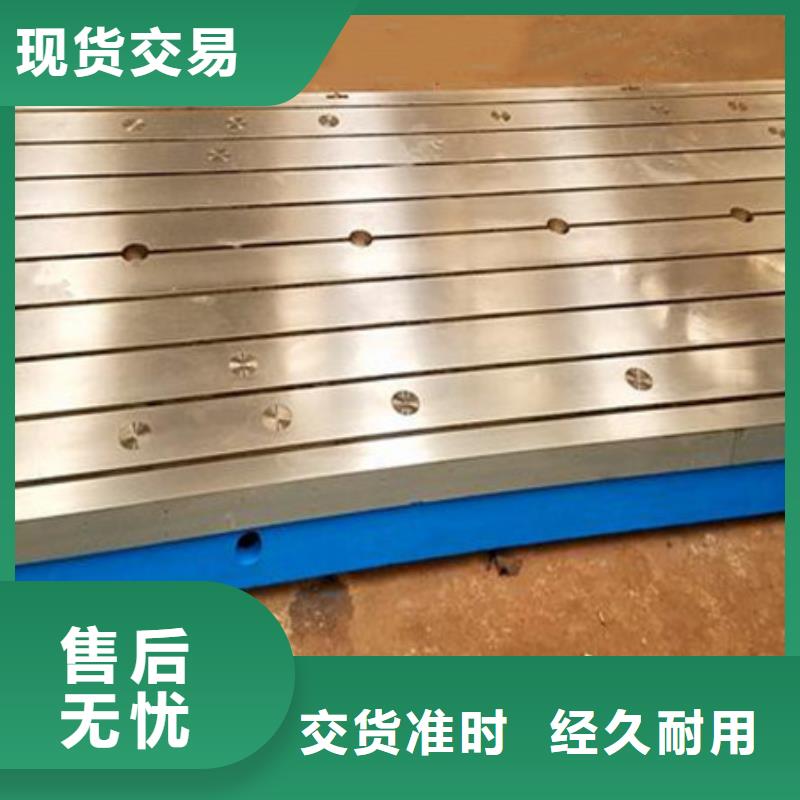
焊接平臺質量好發貨快產品的真實面貌,遠比文字描述來得豐富和生動。點擊觀看我們的視頻,讓產品自己為您講述它的故事。以下是:焊接平臺質量好發貨快的圖文介紹購買須知
一、起訂量:我公司 鑄鐵焊接平臺廠家產品有庫存標準款和定制款,定制款可來圖,或者根據您的需求定制。
二、報價:價格根據客戶 鑄鐵焊接平臺廠家下單數量以及材質、尺寸、顏色等要求核算,網上報價為參考價格。
三、下單方式:下單以雙方簽字蓋章的合同為準。
四、付款方式:銀行轉帳匯款,30%預付款,尾款付清發貨。
五、貨期:根據 鑄鐵焊接平臺廠家生產任務排單,正常交貨時間為收到定金起1-20天。
六、運輸方式:物流或者快遞送貨上門,物流費用我公司承擔。
七、售后服務: 鑄鐵焊接平臺廠家售出若無質量問題,概不退換;若為本公司 鑄鐵焊接平臺廠家產品質量問題,本公司負責維修或者退換,所產生費用本公司負責。
八、其他未盡事項由雙方協商解決
焊接平臺的結構尤為重要,一般我們會認為只要工作臺面厚平臺就不會變形,其實這只是一部分,焊接平臺結構穩定取決于平臺的高度,臺面的厚度,周邊圍子的厚度,拉筋的厚度及高度。
裝配平臺用于各種機械設備的裝配、測量、鉚焊及調試。要求規格較大的裝配平臺,可以拼裝使用。
鑄鐵平臺若帶有T型槽,即可在粗加工時加工出粗略的T型槽即T型槽的各個尺寸均留有精加工余量,這樣在二次時效處理后徹底毛坯鑄件的應力,在具體的精加工時即可加工出完整尺寸的T型槽。鑄鐵平臺按用途分為10類:1、檢驗平臺:主要用于檢驗工件誤差的基準,檢驗平板在機械制造過程中起著至關重要的作用它是每個工件出廠前檢驗的基本基準工具。
2、焊接平臺:焊接平板分為平面焊接平板、T型槽焊接平板及三維焊接平板,前兩種用途大致相同主要作為工件焊接的基準。三維焊接平板是新型焊接工裝的配套產品,主要為疑難焊接、多工序焊接、高精度焊接,三維焊接平板上面均勻分布的有定位孔能輕松的與三維焊接工裝快速而的定位及裝夾,平板向四周延伸實現無限空間焊接,其主要用途是可把多零件的產品以短速度組裝成形,然后再進行焊接,從而使工件焊接精度焊接效率提高。
3、鉗工平臺:主要分為鉗工裝配平臺、鉗工檢驗平臺、鉗工劃線平臺等三種。是鉗工工人用來調試設備,檢驗工件,裝配設備,維修設備的基礎平臺。
焊接平臺加強筋的設計也與使用的鑄鐵材質有關。從生產的角度看,焊接平臺材料的物理特性如黏度和縮水率對加強筋設計的影響非常大。此外,鑄鐵的蠕動特性從結構方面來看也是一個重要的考慮因素。例如,從生產的角度看,加強筋的高度是受制于鑄鐵的流動及脫模頂出的特性(縮水率、摩擦系數及穩定性),較深的加強筋要求鑄鐵有較低的黏度、較低的摩擦系數、較高的縮水率。另外增加長的加強筋的出模角一般有助產品頂出,不過,當出模不斷增加而底部的闊度維持不變時,產品的剛性、強度,以及可頂的面積即隨著減少。頂出面積減少的問題可從在產品的加強筋部分加上數個頂出凸塊或使用較貴的扁頂針得以解決,同時在頂出的方向打磨光潔亦有助產品容易頂出。從結構方面考慮,較深的加強筋可增加產品的剛性及強度而無須大幅增加重量,但與此同時,焊接平臺的和點的屈曲應力隨著增加,產品設計員須計算并肯定此部份的屈曲應力不會超出可接受的范圍。
V型槽的刨法與加工:焊接平臺在刨T型槽常時非常容易因操作錯誤使平臺刨削的T型槽出現誤差,下面我們主要介紹一下焊接平臺刨削T型槽出現的主要誤差及原因。
1、焊接平臺的槽與平臺工作面側面不平行。其主要原因是焊接平臺在安裝時未按劃線找正,或在加工時焊接平臺生產位移等。
2、焊接平臺T形槽左右凹槽的頂面不在同一平面上。其原因是機床對刀不準確。在用一次走刀加工完凹槽時同于左右變切刀的主切削刃寬度不相等。
3、焊接平臺的T型槽左右凹槽寬度不一樣。主要原因是槽向走刀未掌握好。
4、焊接平臺的T型槽底面中間有淺槽。其原因是加工槽底面時接刀不好,或在加工直角槽時刨得太深。
以平時常見V型架刨v形槽的刨斜面和創溝槽兩種方法的綜合,具體方法如下:
1、加工前,先要在v型架(v型鐵)工件上面出v形槽的加工線,找正并裝夾工件。
2、水平走刀粗刨去大部分加工余量,見下圖。
3、用切槽刀切去v形槽底部的直角槽(見圖8-12b),以利于刨削斜面。
4、傾斜刀加和拍臺座,并換上偏刀,按刨斜面的方法來分別刨削兩斜面(見圖8-12c)。對較小的v形槽,在精刨時也可以用樣臺刀直接刨出(圖8-12d)。
鑄鐵焊接平臺一定要有精準的平面度,要想有精準的平面度必須具備一以下幾個條件:
一、厚度要求:主要包括平臺上工作面厚度,側圍厚度和高度,以及底面筋板的厚度、高度和密度。
二、材質要求:高強度鑄鐵HT200-300,硬度:HB170-240。
三、人工退火:在回火窯經過600-700度高溫退火時效處理。
四、自然時效:按國標標準應該是2-3年自然時效,由于此工序時間太長,企業受資金周轉影響已不可能等待那么長時間,多以激振器通過振動時效代替。雖然這種工藝的效果尚未明確,但在國際上已普遍使用。
五、沙眼與氣孔:0級與1級平臺不允許有氣孔與沙眼,2級和3級可以用與平臺同材質固體填充氣孔沙眼。注意:填充物的的硬度一定要低于平臺本身的硬度。
六、焊接平臺鏟刮工藝:人工鏟刮在鑄鐵平臺加工過程中是重要的工藝,它決定了鑄鐵平臺的平面度誤差大小,以及工作面的可接觸點數。0級板平臺在每邊為25㎜平方的范圍內不少于25點;1級平臺在每邊為25㎜平方的范圍內不少于20點;2級平板平臺在每邊為25㎜平方的范圍內不少于16點;3級平板平臺在每邊為25㎜平方的范圍內不少于12點。鏟刮完成后平臺四個邊棱倒鈍。
焊接平臺質量好發貨快,偉業五金機械廠(阿拉善分公司)為您提供焊接平臺質量好發貨快產品案例,聯系人:李經理,電話:18762195566、18762195566,QQ:250188005,發貨地:工業開發區。











