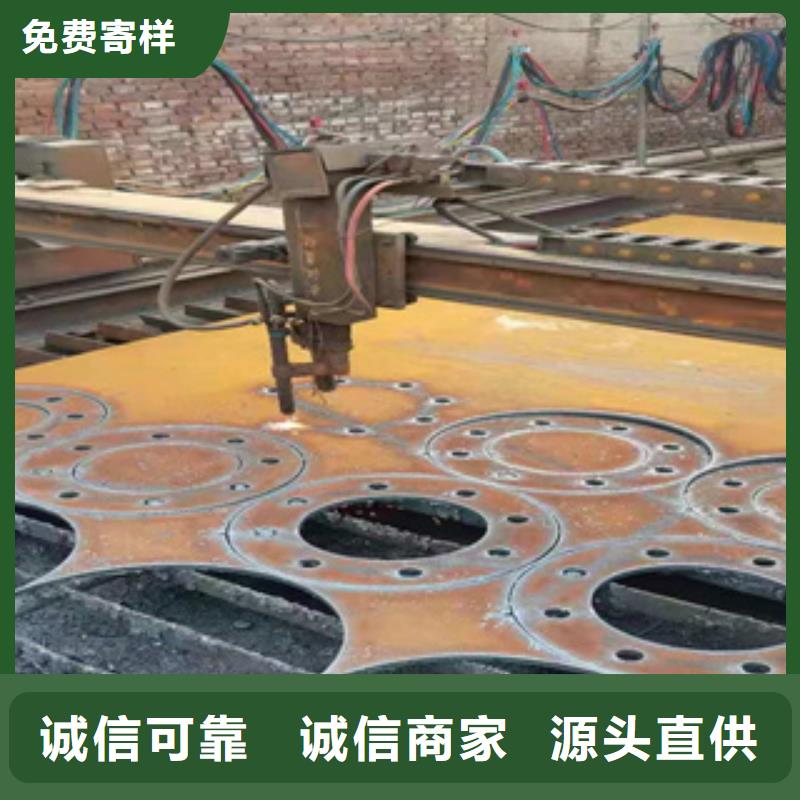
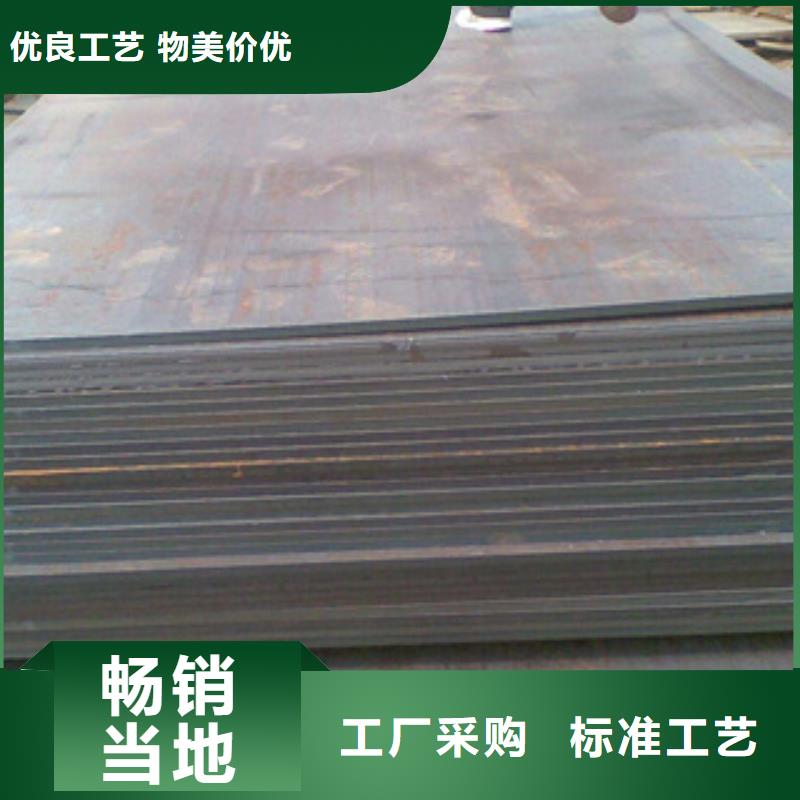
以下是:NM500耐磨鋼板性價比高的產品參數
| 產品參數 |
|---|
| 產品價格 | 電聯(lián)/噸 |
|---|
| 發(fā)貨期限 | 1-3天 |
|---|
| 供貨總量 | 9999 |
|---|
| 運費說明 | 電聯(lián) |
|---|
| 是否廠家 | 鑫邦源 |
|---|
| 產品規(guī)格 | 齊全 |
|---|
| 發(fā)貨城市 | 山東 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國 |
|---|
| 是否進口 | 否 |
|---|
| 產地 | 山東 |
|---|
| 品牌 | 鑫邦源 |
|---|
| 材質 | NM400 NM450 NM500 NM360 MN13 |
|---|
您是想要在河北省保定市采購高質量的NM500耐磨鋼板性價比高產品嗎?鑫邦源特鋼有限公司(保定分公司)是您的不二之選!我們致力于提供品質保證、價格優(yōu)惠的NM500耐磨鋼板性價比高產品,品種齊全,不斷創(chuàng)新,致力于滿足廣大客戶的多種需求,聯(lián)系人:顏經理-18762195566,QQ:1143544302,地址:《經濟開發(fā)區(qū)鋼管城2排5號》。 河北省,保定市 2022年,保定GDP為3880.3億元。(不含雄安新區(qū)及定州市)
想要探索NM500耐磨鋼板性價比高的奧秘嗎?不妨點擊這個產品視頻,它將帶您走進一個精彩絕倫的世界,讓您對產品的每一個細節(jié)都了如指掌。
以下是:NM500耐磨鋼板性價比高的圖文介紹
鑫邦源特鋼有限公司(保定分公司)經營理念:誠信為本,實力優(yōu)先,全心全意為客戶。公司重管理,講效率,向規(guī)模經濟要效益,為嚴格公司紀律明確責任,提高工作效率引進了當前先進的管理體系,完善了 石油套管生產各項規(guī)章制度,企業(yè)要發(fā)展,人才是關鍵,公司謀求長遠發(fā)展,建立并完善了人才資源庫,努力做到讓所有員工人盡其才,才盡其用,讓其在本崗位上發(fā)揮特長,盡忠職守。



但焊接熔池結晶與一般的鋼板結晶相比有如下特點。熔池體積小,冷卻速度快焊接熔池的尺寸形狀取決于焊接方法、耐磨襯板熱物理性質和工藝參數,典型的熔池形狀是一個半橢球狀。一般焊接電流增大時,熔池的深度隨之增大,而熔寬相當減小;焊接電弧電壓增大時,熔深減小而熔寬相對增大。 焊接速度增大時,整個熔池體積減小,并呈細長狀。焊接熱輸入增大時,熔池長度也隨之增大。除了電渣焊外,一般焊接方法的熔池質量不超過100g,體積是很小的;而且熔池周圍又被冷金屬包圍,因此熔池的冷卻速度快,平均冷卻速度約為4-100℃/s。 熔池溫度分布不均勻,液態(tài)金屬處于過熱狀態(tài)熔池前部和中心處于過熱狀態(tài),發(fā)生耐磨襯板的熔化;熔池后部溫度較低,熔池底部接近耐磨襯板的熔點。熔池的平均溫度一般超過鋼板的熔點200-500℃。焊接熱輸入越大,熔池的平均溫度越高,熔池的過熱度越大。 熔池處于不斷運動狀態(tài),熔池存在時間短焊接熔池中的液態(tài)金屬始終處于運動狀態(tài)。由于熔池隨熱源作同步運動,熔池前部熔化的同時,熔池后部也在凝固。即熔池各部位或整個熔池停留于液態(tài)的時間極短,熔池凝固速度是相當快的。



從鍛造的性能來說,硬質復合耐磨板是較難改鍛的板材。燒結成形后的硬質耐磨板坯料,在鍛造前需進行球化退火,以殘余應力,球狀珠光體,便于鍛造的進行。應將退過火的鍛坯上的尖角和棱角磨成圓角。錘頭、錘砧、工具和胎模等使用前需經預熱。 鍛造加熱速度不宜過快,保溫時間不宜過長,坯料應在爐中經常,確保加熱均勻。硬質復合耐磨板坯料加熱后,需經適當冷卻,待其溫度下降大約50℃后開始鍛造。變形量不宜過大,鍛造比一般2,注意采用二輕一重的操作要領。 終鍛溫度控制在900℃為宜。硬質復合耐磨板鍛造的初1~3火次,一般是進行鐓粗和拔長,拔長宜盡量在V形鐵砧或胎模中進行。待鍛透后再逐步改變坯料的形狀和尺寸。GT3TLMW50、GW50硬質耐磨板該類合金脆性大,在鍛造過程中應以多向應力、單向變形的鍛造方式較為合適。 鍛造中采用二輕一重的原則,鍛造比可取2。自由鍛時每火徑向變形取6%~15%,模鍛時每火軸向變形取15%~25%,鍛坯越大,相應的變形越小。DT硬質復合耐磨板其顯微組織具有硬質顆粒均勻彌散分布,顆粒尺寸細小,而GBTLMW50等硬質復合耐磨板中的硬質顆粒的分布呈明顯的聚集狀態(tài),均勻度較差。



盡量降低稀釋率是制定堆焊工藝的重要出發(fā)點:稀釋率是表示堆焊焊縫中,含有母材金屬的百分率,例如稀釋率10%,表示堆焊合金中含有母材金屬10%,含有堆焊合金90%。堆焊層一般含有較多的合金元素,而零件的基體往往采用普通碳鋼或低合金鋼。 為了具有理想使用性能的表面堆焊層成分,必須盡量母材在堆焊金屬中的熔入量,即降低稀釋率。耐磨襯板的堆焊生產率:堆焊零部件往往數量很大,堆焊層合金所需要的堆敷金屬量大,應選用和研制生產率較高的堆焊方法和堆焊工藝。 堆焊合金與基體金屬之間的匹配:堆焊層與母材成分往往相差較為懸殊。為防止堆焊時或焊后熱處理以及零件使用過程中,堆焊接頭產生過大的熱應力和組織應力,往往要求堆焊合金和基體金屬有相近的線系數和相變溫度等熱物理性能。 在焊接復合耐磨板時,由于電壓下降鋼板會得不到充分的焊接電流,或者焊接復合耐磨板時電流時高時低,給焊接工作造成困難,鋼板焊接時電壓下降的原因和防止方法主要有:焊接變壓器的功率。長期使用的焊機功率會降低,施焊時容易產生電壓下降或電壓變動,其功率介意在一次側繞組并列適量的電容器或者更換新的變壓器。


電弧性和飛濺程度方面同類產品相比有突出。表層主要缺陷為橫向微裂紋,是應力釋放的正常現象,為大多數硬面堆焊所允許。同一種自保護雙金屬耐磨板在相同的焊接規(guī)范下由于采用的焊接設備不同,使得焊接工藝性能差異很大。 58-O適合采用ZD7-1000型逆變直流明弧自動焊機焊接;70-O適合采用MZ-1000型埋弧自動焊機不加焊劑焊接,其焊道外觀光滑、美觀。堆焊層金相組織采用Quanta200型掃描電子顯微鏡對研制雙金屬耐磨板堆焊層表面和橫截面金相組織進行了分析。 58-O、60-O堆焊層的組織相近,均為過共晶組織,在萊氏體基體上均勻分布著形狀規(guī)則的初生碳化物。碳化物數量多,分布均勻。初生碳化物顆粒較大、呈細桿狀、具有明顯方向性且生長方向垂直于工作面;共晶碳化物比較細碎,方向性不明顯;基體為馬氏體和殘余奧氏體。 與同類產品相比,研制雙金屬耐磨板堆焊層顯微組織更,對堆焊層的耐磨性十分有利。采用D8ADVANCE型X-射線衍射儀連續(xù)掃描法對58-O、60-O堆焊層進行了物相分析,發(fā)現堆焊層中的主要物相有三種:斜方晶系的M7C3;體心立方的Fe-Cr固溶體和Fe。



今年在河北省保定市購買NM500耐磨鋼板性價比高有了新選擇,鑫邦源特鋼有限公司(保定分公司)始終堅守以用戶為中心的服務理念,將品質作為發(fā)展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的NM500耐磨鋼板性價比高產品。如需購買或咨詢,請隨時聯(lián)系我們,聯(lián)系人:顏經理-18762195566,QQ:1143544302,地址:經濟開發(fā)區(qū)鋼管城2排5號。
名片")