

以下是:河北省保定市D型管山東冷拔廠家的產品參數
型號 85*1.5 材質 QQ235 產地 聊城 范圍 D型管山東冷拔冷拔異形鋼管供應范圍覆蓋河北省 保定市 石家莊市、唐山市、秦皇島市、邯鄲市、邢臺市、張家口市、承德市、滄州市、廊坊市、衡水市 競秀區、滿城區、清苑區、淶水縣、阜平縣、徐水區、定興縣、唐縣、高陽縣、容城縣、淶源縣、望都縣、安新縣、易縣、曲陽縣、蠡縣、順平縣、博野縣、雄縣、涿州市、定州市、安國市、高碑店市、蓮池區等區域。 【利康】為客戶提供多樣化產品,包括石家莊冷拔異形鋼管客戶好評、唐山冷拔異形鋼管自主研發、承德冷拔異形鋼管匠心制造、滄州冷拔異形鋼管省心又省錢、衡水冷拔異形鋼管同行低價、競秀冷拔異形鋼管支持定制貼心售后、雄縣冷拔異形鋼管嚴格把控質量等,適配多元場景需求。D型管山東冷拔廠家,利康金屬材料(保定市分公司)lcjs383-14為您提供D型管山東冷拔廠家產品案例,聯系人:高經理,發貨地:經濟技術開發區蔣官屯辦事處鄧官屯工業園。 河北省,保定市 保定市,河北省轄地級市,國務院批復確定的京津冀地區中心城市之一。保定市位于河北省中部偏西,太行山東麓,冀中平原西部,地勢由西北向東南傾斜。地貌分為山區和平原兩大類;地理坐標介于北緯38°14′29″~39°57′3″,東經113°45′32″~116°19′41″之間;東接雄安新區,東南鄰滄州市,南接衡水市,西南連石家莊市,西靠山西省,西北與山西省及張家口市交界,北鄰北京市,東北與廊坊市毗鄰。保定地處京津石金三角,距北京140公里,距天津145公里,距石家莊125公里,總面積1.93萬平方千米(不含雄安新區及定州)。截至2022年末,保定市常住人口914.4萬(不含雄安新區及定州)。
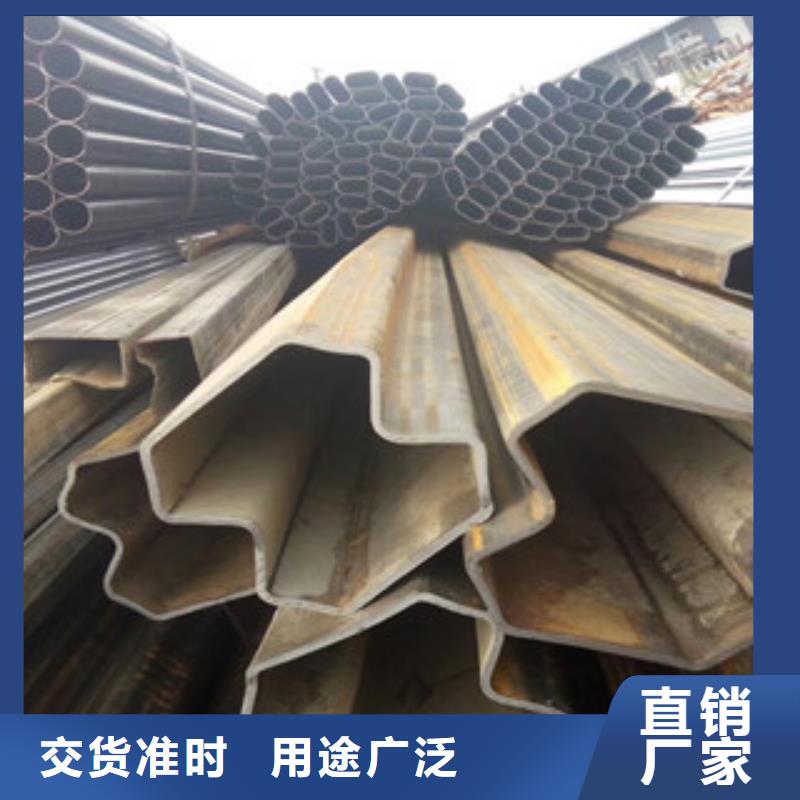
D型管山東冷拔廠家的詳細視頻已經上傳,從產品的外觀到內在,從功能到性能,視頻將為您呈現一個真實、的產品形象。以下是:河北保定D型管山東冷拔廠家的圖文介紹
異型鋼管生產商層次對策
有時候異型鋼管生產商坯會出現層次難題,可能會導致探傷檢測合不來。要防止這一缺點,人們能夠 采用下列三點解決對策:
(一)緩冷時間
異型鋼管生產商方坯的緩冷加工工藝,關鍵對于碼垛溫度和碼垛延遲時間。冷軋不銹鋼厚度不超80mm厚鋼板熱校直后,在冷床等待時間不能超過5min。薄厚超過80mm厚鋼板可適度增加至10min,保證厚鋼板成垛前溫控在500℃之上。不銹鋼厚度不超50mm厚鋼板緩冷時間在12h;薄厚超過50mm的厚鋼板緩冷時間24h,禁止提早拆垛鑄軋。
(二)操縱制冷
異型鋼管生產商方坯出現馬氏體一般是因為冷速過快導致的。當制冷速率減少至3-5℃/s時,厚鋼板芯部縮松帶已不出現馬氏體機構,產生基本的鐵素體機構。操縱制冷后,方坯芯部縮松帶機構地應力顯著降低,因機構地應力造成的微裂痕獲得大大的改進。
(三)集中化裝爐規章制度
在具體制造中冷軋厚鋼板的長及寬相距很大,在厚鋼板緩冷時存有碼垛不齊整的狀況,造成超高板材邊緣部探傷檢測檢測不過關或者較長板頭頂部探傷檢測檢測不過關。根據創建集中化裝爐規章制度,分配冷軋厚鋼板長、寬相仿的合同書集中化裝爐,確保事后厚鋼板碼垛的齊整。必需時對異型鋼管生產商方坯附近選用石棉布包囊,隔熱保溫實際效果。
自河北保定利康金屬材料有限公司創建以來,就確定了自己的經營方陣,以成熟可靠的技術,誠實嚴謹的態度,豐富精湛的工程經驗,向客戶提供優質、性價比高的 冷拔異形鋼管產品與服務,幫客戶增長效益、價值。本著“以人為本,以質取勝”的服務理念,積j i借鑒并急用當今國內外成果,不斷吸收有能力工程技術人員,憑借“待人實在、工作實干、講求實績”的工作作風,公司 冷拔異形鋼管產品及服務得到社會廣泛好評,公司品牌形象也不也不斷。
可能很多人都不知道,異型鋼管內也會出現疤痕,那么,這些疤痕是什么?這些疤痕就是一個個像黃豆粒大小不一的坑坑洼洼的小坑,里面會出現灰褐色或灰黑色的異物,那么,我們應該如何來有效的控制異型管中的疤痕?下面來說八種可以有效控制異型管疤痕的方法。
(一)除氧化物劑粉末粒度一般要求在16目左右。
(二)根據異型管內表面面積確定除氧化物劑的噴吹量,一般為1.5-2.0g/dm2,不同直徑、長度的管材噴吹得除氧化物劑量是不同的。
(三)吹掃時間應根據管材直接、長度進行調節,以管材內沒有懸浮的金屬氧化物再被吹出為標準。
(四)芯棒潤滑效果不好或芯棒潤滑劑溫度過低,會產生內結疤。為了提高芯棒溫度,可采取一次水冷卻的辦法。
(五)除氧化物劑中硬脂酸鈉的含量要達到12%以上,以使其能在異型管內腔中充分燃燒。
(六)嚴格控制芯棒的溫度,保證噴涂潤滑劑前芯棒表面溫度在80-120℃,芯棒溫度不能長時間高于120℃,以保證預穿前其表面的潤滑劑干燥并致密,操作工應經常檢查芯棒潤滑狀況。
(七)噴嘴高度應根據異型管直徑進行調節,以保證對中良好。每個班次要清理一次噴嘴,長時間停機要拆下噴嘴進行清洗。為保證除氧化物劑在管材內壁均勻吹掃,在噴吹除氧化物劑工位使用選裝裝置,并配以旋轉氣壓。
(八)噴吹壓力應與管材直徑、長度相配合,既保證吹掃有力,燃燒充分,又不能有未完全燃燒的除氧化物劑被氣流從異型管內吹走。
異型鋼管完整成形工藝歸納 異型鋼管成形工藝,即異型管廠家機組成形及定徑部分孔型設計和調整方法均會直接影響焊接質量的優劣。 傳統的成形工藝為輥式成形工藝,有單半徑,雙半徑;W反彎法成形孔型體系,加上二輥、三輥、四輥或五輥擠壓輥,二輥或四輥定徑來保證成形質量。 此種傳統輥式成形工藝,都用于直徑小于φ114㎜的異型管廠家機組。各種成形工藝技術,有不同優缺點,適合不同的條件、產品用途應在設備選型時慎重考慮、以選擇不同的成形工藝技術。 為了減少彈性變形,對于精密異型管廠家機組加工變形道次都比普通異型管廠家道次相應增加2~3道次。 在變形安排上,應減少初始時變形角度,穩定的咬入,中間彎形角度適當,后部變形適當減少,增加變形道次不僅僅是減少變形力,還可使帶鋼有釋放表面應力的機會,讓表面應力增加的梯度緩慢,可以避免出現裂紋。 在調整過程中,垂直中心線的各道次統一,以中心作為基軸,找準定位尺寸及中間套,在水平線的位置上,應按照工藝安排,形成上山線(下山線)平直線,不能出現曲線跳動。在沒有穿帶前,就應該調整好各機架的孔型形狀,測量各道次尺寸,保證產品穩定進入各機架。在調整中要均衡受力,不可以在一個機架上強行變形,保證角穩定均勻變化。
D型管山東冷拔廠家_利康金屬材料(保定市分公司),聯系人:高經理,經濟技術開發區蔣官屯辦事處鄧官屯工業園 發貨到 河北省 保定市 石家莊市、唐山市、秦皇島市、邯鄲市、邢臺市、張家口市、承德市、滄州市、廊坊市、衡水市 競秀區、滿城區、清苑區、淶水縣、阜平縣、徐水區、定興縣、唐縣、高陽縣、容城縣、淶源縣、望都縣、安新縣、易縣、曲陽縣、蠡縣、順平縣、博野縣、雄縣、涿州市、定州市、安國市、高碑店市、蓮池區。










