| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 山東 |
| 品牌 | 正強 |
| 材料 | 圓鋼 |
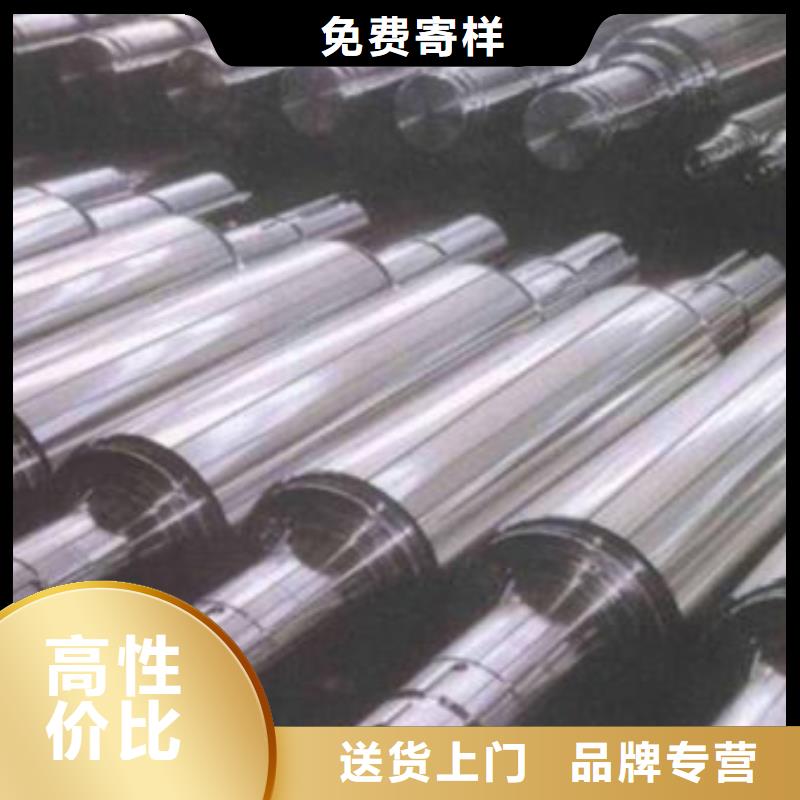
| 范圍 | 【軋輥鋼304不銹鋼管】生產基地位于【聊城】,供應范圍覆蓋河南省 鄭州市、開封市、洛陽市、焦作市、新鄉市、平頂山市、鶴壁市、安陽市、濮陽市、許昌市、三門峽市、南陽市、漯河市、信陽市、周口市、駐馬店市、商丘市 梁園區、睢陽區、民權縣、睢縣、寧陵縣、柘城縣、虞城縣、夏邑縣、永城市等區域。 |
雖起步較晚,但新物通物資(商丘市分公司)依靠得天獨厚的地理位置和資源優勢,一開始就以高科技、新 合金鋼廠家、不銹鋼管生產廠家、精密異形鋼管、注漿管產品、新技術主打市場,堅持以認真求實的態度對待所有的客戶,以“誠信務實、客戶至上”為企業宗旨,始終堅持“以人為本”的管理理念,立志于為客戶提供各類優質 合金鋼廠家、不銹鋼管生產廠家、精密異形鋼管、注漿管產品和技術服務。





離心鑄造高速鋼軋輥工藝的流程:
1、冶煉時,外層高速鋼在中頻爐中熔煉,選用優質合金料和鋼鐵料進行熔煉。Nb、W、V鐵先破碎再入爐。分兩次冶煉, 次加95%,第二次添加余料,并進行調。出鋼時包底加入變質劑變質,以細化基體和碳化物。中間層材料和芯部材料在工頻爐冶煉,特別是芯部材料球墨鑄鐵鐵水在出爐時,在胞內加入適量的球化劑和孕育劑進行球化、孕育處理,以保證軋輥輥頸的力學性能。
2、澆注時,澆注外層高速鋼鋼水時應選擇較大的重力系數,同時輥模溫度應盡量低,鋼水的澆注溫度也盡可能低。等鋼水在旋轉的輥模中凝固后,再澆注中間層金屬液。中間層凝固后停機,合箱澆入芯部鐵水。澆注中可采用玻璃保護渣。



二是高速鋼軋輥在使用過程中輥身表面能夠形成附著力強、均勻而致密的氧化膜,這種氧化膜長時間存在而不脫落,使得高速鋼軋輥耐磨性得到顯著提高。
三是高速鋼的線膨脹系數大,所以在軋制過程中,由于整個輥面的溫差,輥身中部的膨脹量比輥身兩端的膨脹量要大一些,隨著軋制周期延長,這種輥徑差越來越大。
因此,利用高速鋼軋輥材料這一特性,在軋輥上機使用前,人為地將輥面修磨成合理的負凸度,通過控制軋輥輥身冷卻水量的梯度分布來控制輥型的變化量,以延長軋制周期,從而提高軋制量。
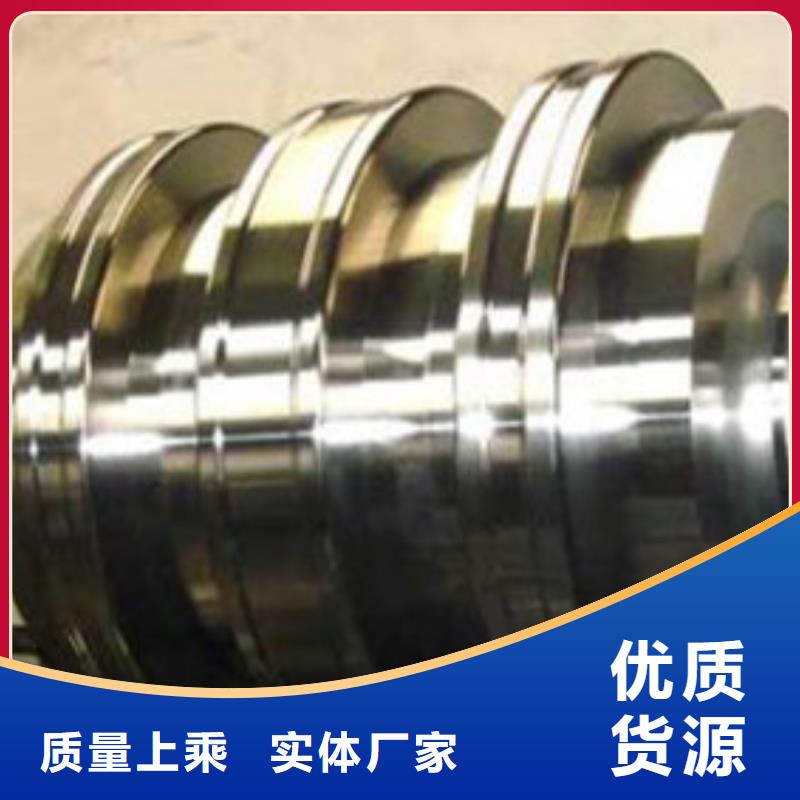
離心鑄造高速鋼軋輥工藝是指利用離心機澆注法鑄造成型高速鋼軋輥,有立式離心機澆鑄法、臥式離心機澆鑄法和傾斜式離心機澆鑄法3種。高速鋼復合軋輥是指軋輥采用三層結構,即外層高速鋼、過度層石墨鋼、芯部球墨鑄鐵。


名片")