
以下是:法蘭-可送貨上門的產品參數法蘭-可送貨上門_晟昊環保科技有限公司(保定分公司),固定電話:15638592792,移動電話:0371-64038639,聯系人:李經理,QQ:837406337,永南路南段 發貨到 河北省保定市。 河北省,保定市 2022年,保定GDP為3880.3億元。(不含雄安新區及定州市)
不要錯過這部精心制作的法蘭-可送貨上門產品視頻!僅僅一分鐘的時間,您將能夠領略到我們產品的卓越品質和出色設計,發現更多令人心動的細節。以下是:法蘭-可送貨上門的圖文介紹河北保定晟昊環保科技有限公司擁有精良的加工,和檢測設備,先進的 柔性防水套管生產工藝,雄厚的技術力量,高素質的員工隊伍,按照國際標準、標準、行業標準設計制造 柔性防水套管產品,本著以質量求生存,以服務求發展的經營理念,竭誠為用戶提供優質的 柔性防水套管產品和優良的服務。
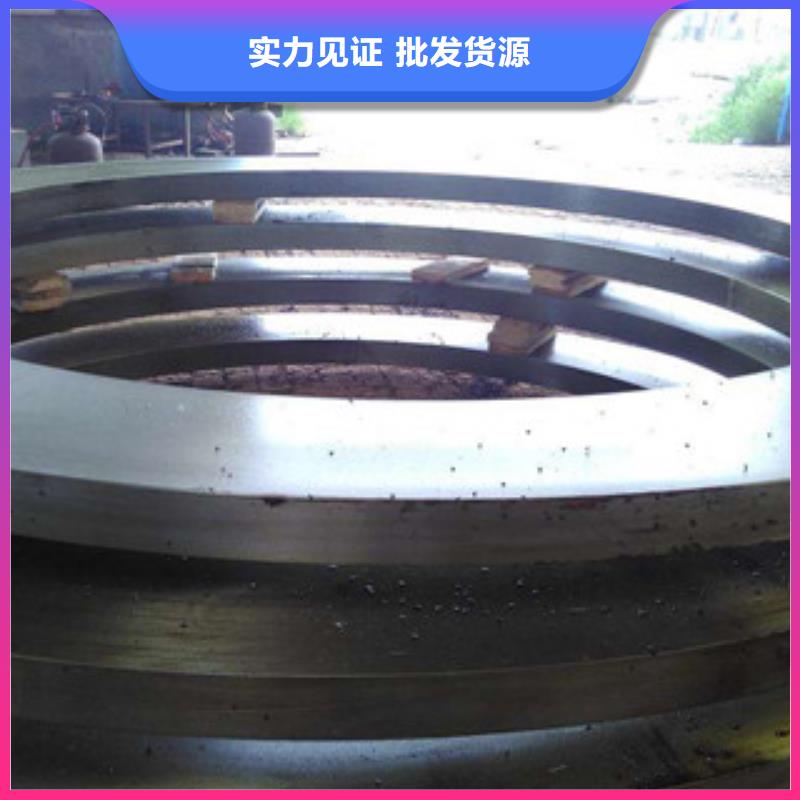
我們再來了解鍛造法蘭的生產工藝流程:
鍛造工藝過程一般由以下工序組成,即選取優質鋼坯下料、加熱、成形、鍛后冷卻。鍛造的工藝方法有自由鍛、模鍛和胎膜鍛。生產時,按鍛件質量的大小,生產批量的多少選擇不同的鍛造方法。
自由鍛生產率低,加工余量大,但工具簡單,通用性大,故被廣泛用于鍛造形狀較簡單的單件、小批生產的鍛件。自由鍛設備有空氣錘、蒸汽-空氣錘和水壓機等,分別適合小、中和大型鍛件的生產。模鍛生產率高,操作簡單,容易實現機械化和自動化。模鍛件尺寸精度高,機械加工余量小,鍛件的纖維組織分布更為合理,可進一步提高零件的使用壽命。
自由鍛的基本工序:自由鍛造時,鍛件的形狀是通過一些基本變形工序將坯料逐步鍛成的。自由鍛造的基本工序有鐓粗、拔長、沖孔、彎曲和切斷等。
1. 鐓粗 鐓粗是對原坯料沿軸向鍛打,使其高度減低、橫截面增大的操作過程。這種工序常用于鍛造齒輪坯和其他圓盤形類鍛件。鐓粗分為全部鐓粗和局部鍛粗兩種。
2. 拔長 拔長是使坯料的長度增加,截面減小的鍛造工序,通常用來生產軸類件毛坯,如車床主軸、連桿等。
3. 沖孔 用沖子在坯料上沖出通孔或不通孔的鍛造工序。
4. 彎曲 使坯料彎曲成一定角度或形狀的鍛造工序。
5. 扭轉 使坯料的一部分相對另一部分旋轉一定角度的鍛造工序。
6. 切割 分割坯料或切除料頭的鍛造工序。
1、 按照連接方式法蘭連接種類可分為:板式平焊法蘭、帶頸平焊法蘭、帶頸對焊法蘭、承插焊法蘭、螺紋法蘭、法蘭蓋、帶頸對焊環松套法蘭、平焊環松套法蘭、環槽面法蘭及法蘭蓋、大直徑平板法蘭、大直徑高頸法蘭、八字盲板、對焊環松套法蘭等。
焊接質量:作為鐵板焊接法蘭來說,許多客戶所疑問的就是鐵板焊接法蘭的質量是否勝過鍛打焊接法蘭。其實鐵板焊接法蘭的質量和鍛打的焊接法蘭的質量是一樣的,但是鐵板焊接法蘭到底什么地方不能有保障呢,也就是鐵板焊接法蘭的材質沒有保障了,因為一般的過程之中,鐵板焊接法蘭的密度是沒有問題的,但是在進行生產的過程之中,鐵板焊接法蘭的毛坯很少進行檢測,所以來說,所生產出來以后,不經過檢測的鐵板焊接法蘭的材質不能保證。焊接工藝
所需設備
手工電焊設備一套,手柄式角磨機一臺,電動氣錘一把,平面尺一把。
焊前準備
1.檢查調試設備,確保設備正常運轉;2.準備φ4.0J402焊條 在300℃-350℃烘干一小時。
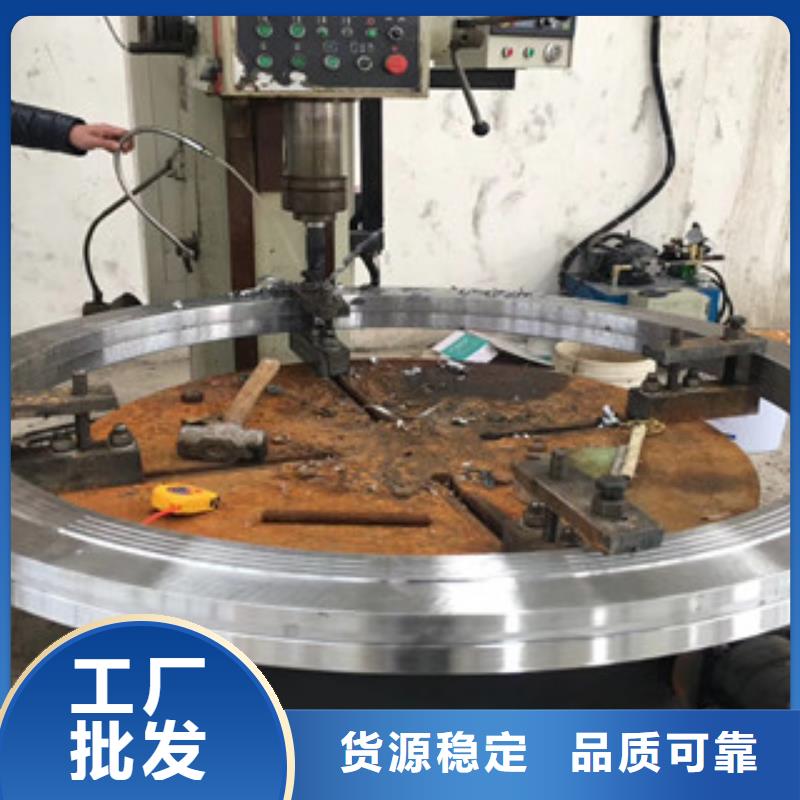
焊接過程
1、組裝把椎體和大法蘭按圖紙要求組裝在一起,再平均把大法蘭分成8等份。2、焊接由于法蘭較厚,坡口較大,因此采用分段對稱、多層焊接。
焊縫質量
要求焊縫強度至少達到母材強度。焊縫表面平整光滑,無燒穿、氣孔、焊漏、夾渣、咬邊、未焊滿等缺陷。余高小于2mm。
選購法蘭-可送貨上門來河北省保定市找晟昊環保科技有限公司(保定分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李經理-15638592792,{QQ:837406337},地址:[永南路南段]。








