| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 4823/噸 |
| 發(fā)貨期限 | 3 |
| 供貨總量 | 253 |
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
| 小起訂 | 1 |
| 質(zhì)量等級(jí) | 優(yōu) |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 20號(hào)、45號(hào)、16錳等 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 山東 |
| 加工定制 | 是 |
| 產(chǎn)品型號(hào) | 齊全 |
| 可售賣地 | 全國(guó) |
| 適用領(lǐng)域 | 各種結(jié)構(gòu)件、工具和機(jī)械零部件 |
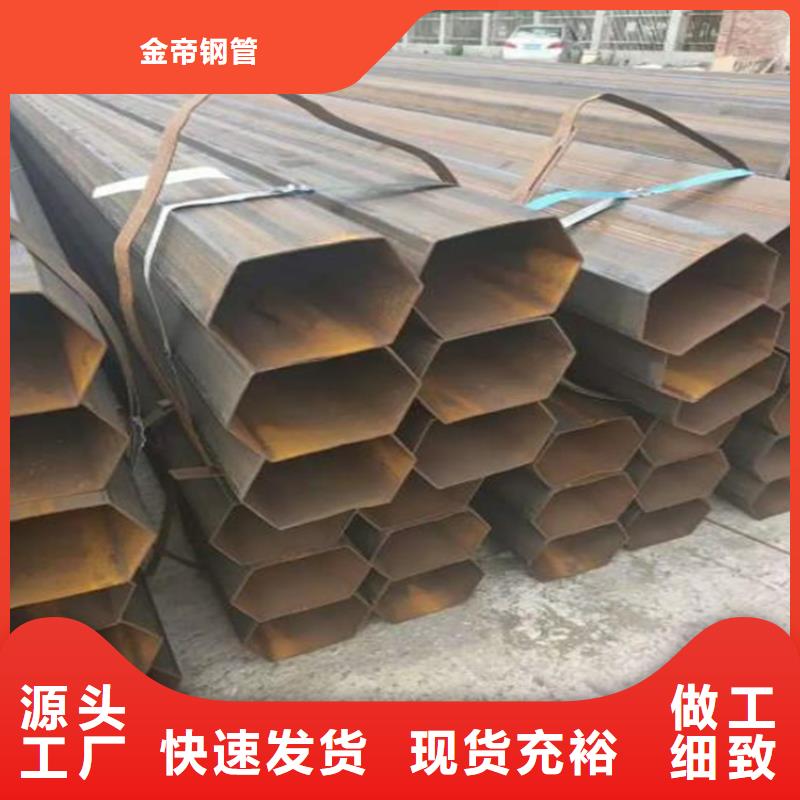
六角管廠家直銷")
一般狀況下,我們可以把擴(kuò)徑當(dāng)作是六角管生產(chǎn)制造中,確保其生產(chǎn)加工質(zhì)量的一個(gè)關(guān)鍵步驟。就現(xiàn)階段的狀況看來(lái),其的制作工藝關(guān)鍵包含五個(gè)階段。下邊,大家就來(lái)簡(jiǎn)易的介紹一下。 1、一般狀況下,是被稱為基本整圓階段。具體來(lái)講得話,便是先把生產(chǎn)加工的管件扇型塊開(kāi)啟,直到全部的六角鋼管都可以觸碰到無(wú)縫鋼管內(nèi)腔,這個(gè)時(shí)候,在其的步幅范疇內(nèi),無(wú)縫鋼管內(nèi)圓鋼管中每個(gè)位置的半徑大小基本上保持一致。 2、名內(nèi)徑階段。簡(jiǎn)易詳細(xì)介紹得話,這一部分的關(guān)鍵解決內(nèi)容為:大家先從六角鋼管的前端部位逐漸,慢慢減少其的運(yùn)作速率,直到做到所設(shè)置的部位,這一部位便是大家規(guī)定的制成品管中圓上部位。 3、彈復(fù)賠償階段。這一加工工藝的關(guān)鍵目地是尋找所規(guī)定的在產(chǎn)生彈復(fù)前,六角鋼管之直縫鋼管內(nèi)的圓上部位。
六角管廠家直銷")
六角管廠家直銷")
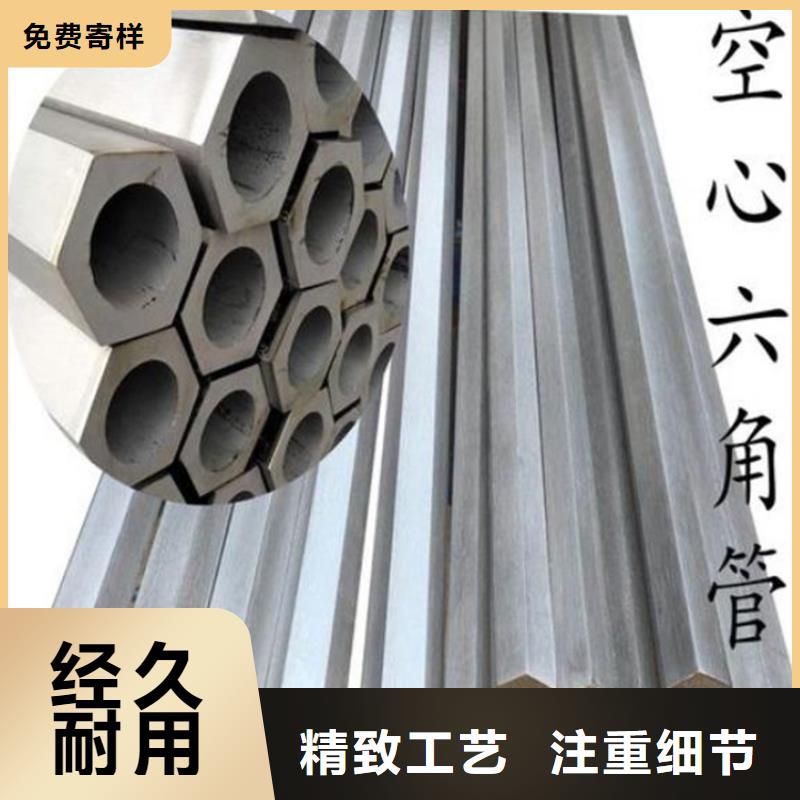
影響六角管淬火的因素有哪些 1、退火工藝是不是做到要求溫度。不銹鋼板熱處理工藝一般是采用熱處理回火熱處理工藝,也就是大家平時(shí)說(shuō)白了的“淬火”,溫度范圍為1040~1120℃。你也能夠根據(jù)淬火爐觀查孔觀查,淬火區(qū)的外六角鋼管應(yīng)是白熾燈情況,但沒(méi)發(fā)生變軟松馳。 2、淬火氛圍。一般全是選用純氫做為淬火氛圍,假如氛圍中另一部分是稀有氣體得話,純凈度還可以低一點(diǎn),可是不可以帶有太多co2、水蒸氣。 3、爐墻密閉性。明亮淬火爐應(yīng)以封閉式的,與外部氣體阻隔;選用氡氣作保護(hù)氣的,只有一個(gè)排氣管是通的。查驗(yàn)的方式可以用肥皂液抹在淬火爐每個(gè)連接頭間隙處,看是不是跑氣;在其中非常容易跑氣的地區(qū)是淬火爐進(jìn)管道的地區(qū)和出管道的地區(qū),這個(gè)地方的密封環(huán)非常容易損壞,要常常查驗(yàn)常常換。 4、保護(hù)氣工作壓力。以防發(fā)生微漏,爐內(nèi)保護(hù)氣應(yīng)維持相對(duì)的正壓力,如果是氡氣保護(hù)氣,一般規(guī)定20kBar之上。 5、爐內(nèi)水蒸氣。一方面查驗(yàn)爐墻原材料是不是干躁,次裝爐,爐墻原材料需要風(fēng)干;二是進(jìn)爐的外六角鋼管是不是殘余太多水跡,假如管道上邊如果有孔得話,別滲水進(jìn)去,否則就把火爐氛圍全毀壞了。
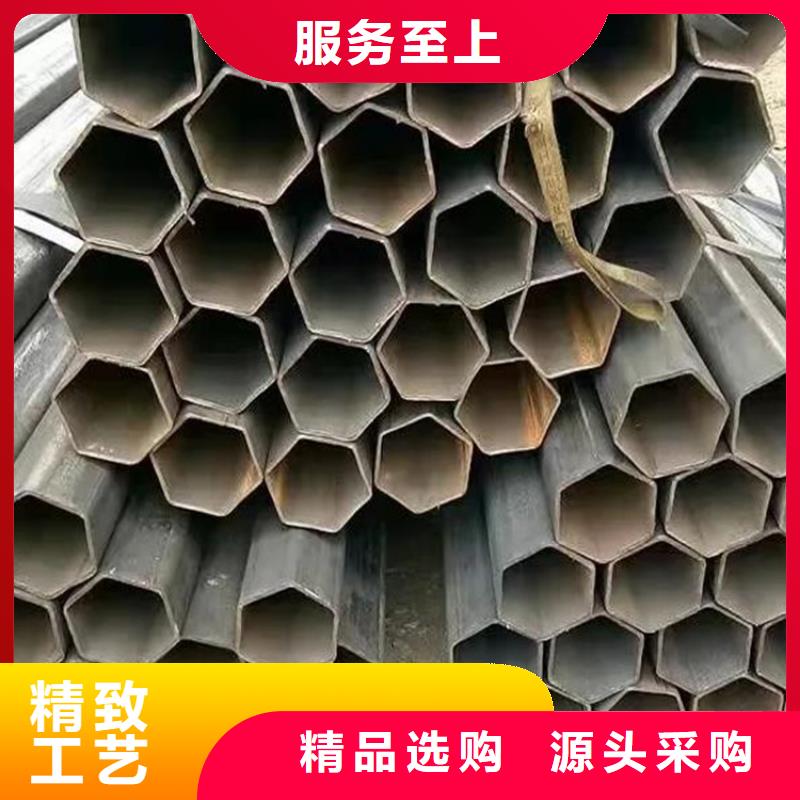
<巴中>金帝鋼管六角管厚壁管生產(chǎn)制造在加工工藝上存有一系列的艱難。比如對(duì)接焊品質(zhì)不穩(wěn)定,非常容易搭焊導(dǎo)致一系列艱難,非常容易造成波浪紋和起包。電焊焊接不穩(wěn)定,非常容易搭焊。飛鋸斷開(kāi)時(shí)非常容易造成創(chuàng)口形變。六角鋼管在運(yùn)送和撥料時(shí)非常容易造成壓坑、形變這些。而在其中的重要?jiǎng)t是成形起包。造成成形起包的緣故則是邊沿拓寬。 六角鋼管閃亮焊的關(guān)鍵特點(diǎn)是有火苗持續(xù)爆發(fā)的狀況。夾持在對(duì)機(jī)軸桿上的熱軋帶鋼首尾在電流量接入后,即被移近,相互之間觸碰。先觸碰的一部分電限非常大,電焊焊接電流量把點(diǎn)接觸以及相鄰地區(qū)的金屬材料迅速加溫到熔融溫度,使熱軋帶鋼首尾觸碰一部分產(chǎn)生形狀記憶合金構(gòu)造柱,持續(xù)的快速加溫使構(gòu)造柱處形狀記憶合金加溫至拂點(diǎn),展現(xiàn)金屬材料蒸氣。 當(dāng)六角鋼管金屬材料蒸氣的工作壓力超過(guò)形狀記憶合金的界面張力時(shí);構(gòu)造柱產(chǎn)生工程,因此展現(xiàn)出強(qiáng)烈的火苗,產(chǎn)生閃亮。軸桿的持續(xù)挨近,使火苗在電焊焊接全過(guò)程中持續(xù)邁進(jìn),直到終斷電流量才行,這就是火苗造成的緣故。
六角管廠家直銷")
六角管廠家直銷")
名片")