
以下是:貴州省畢節市#焊接平臺#出貨快的產品參數
產品價格 1650/臺 發貨期限 現貨 供貨總量 50 運費說明 包含運費 小起訂 1 質量等級 優 是否廠家 是 產品材質 鑄鐵 產品品牌 偉業 產品規格 1000-8000 發貨城市 泊頭 產品產地 河北 加工定制 是 產品重量 噸 產品顏色 可選 質保時間 一年 適用領域 機械加工檢測 材質 灰口鑄鐵HT250 工作面精度 1級、2級、3級 T型槽開口尺寸 14、16、18、22、28 平臺高度 220-250-280-300-350-400 工作面厚度 15、20、25、30、40、50、60、70、80、90、100等 回火熱處理溫度 650-850度 生產周期 現貨或3天內發貨 平臺規格 1000*1500-4000*8000 安裝調試配件 墊鐵、斜鐵、支架、地錨器 范圍 #焊接平臺#供應范圍覆蓋貴州省 畢節市 貴陽市、遵義市、安順市、銅仁市、六盤水市、黔西南市、黔南市、黔東南市 七星關區、大方縣、黔西市、金沙縣、織金縣、納雍縣、赫章縣等區域。 【偉業五金】業務覆蓋多領域場景,主營安順鑄鐵焊接平臺廠家專業品質、銅仁鑄鐵焊接平臺廠家優良工藝、黔西南鑄鐵焊接平臺廠家真材實料加工定制、黔南鑄鐵焊接平臺廠家經驗豐富質量放心、黔東南鑄鐵焊接平臺廠家廠家現貨供應、納雍鑄鐵焊接平臺廠家經久耐用、赫章鑄鐵焊接平臺廠家出貨快等產品服務。#焊接平臺#出貨快,偉業五金機械廠(畢節市分公司)weiye546-14為您提供#焊接平臺#出貨快產品案例,聯系人:李經理,電話:【18762195566】、【18762195566】,供應服務范圍覆蓋:貴州省、貴陽市、遵義市、安順市、銅仁市、六盤水市、畢節市、黔西南市、黔南市、黔東南市 貴陽市、遵義市、安順市、銅仁市、六盤水市、畢節市、黔西南市、黔南市、黔東南市。 貴州省,畢節市 畢節市是川、滇、黔、渝結合部區域性中心城市,西南地區區域性重要綜合交通樞紐,珠三角連接西南地區、長三角連接東盟地區的重要通道。畢節磷礦儲量名列全國前茅,鐵礦、銅礦、鉛礦、稀土礦儲量處在貴州;生物資源多樣,有馬鈴薯之鄉、白蒜之鄉等眾多“地理標志”;水能資源豐富,河湖水系縱橫交錯。畢節是古夜郎政治經濟文化中心之一,中國南方古人類文化發祥地。畢節風光景色旖旎,被譽為“洞天湖地、花海鶴鄉、避暑天堂”;畢節氣候清涼宜人,是避暑旅游城市觀測點。畢節是三省紅都,長江以南后一塊革命根據地。
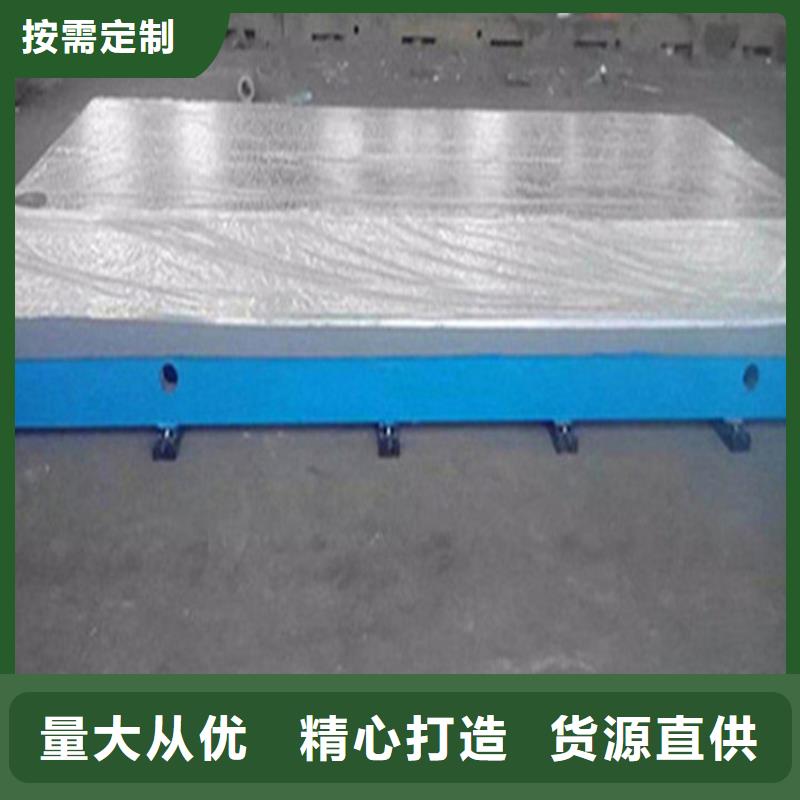
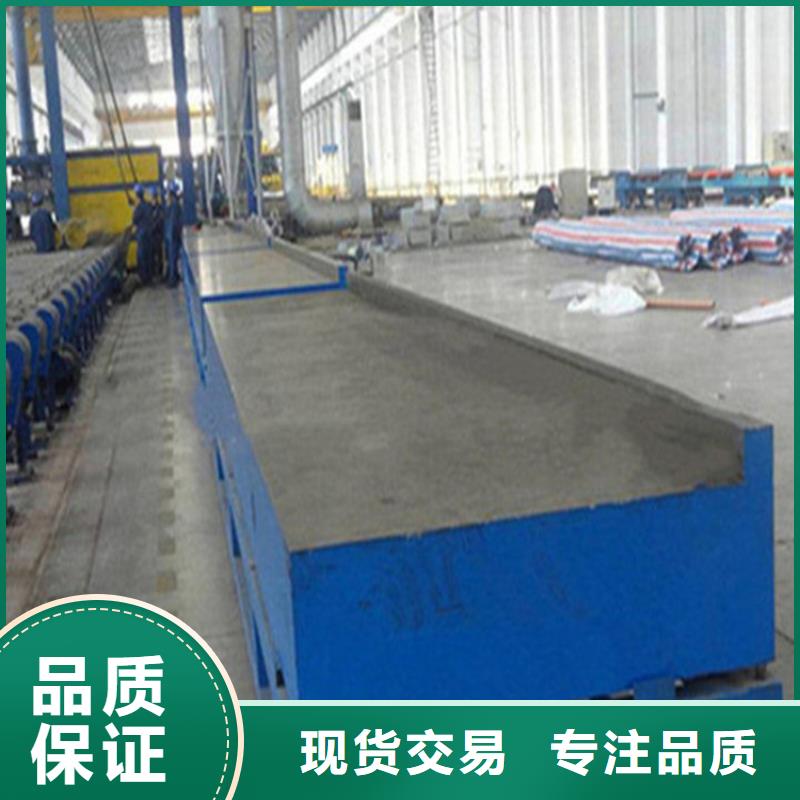
想要知道#焊接平臺#出貨快產品如何?看視頻就知道!看視頻,選產品更明智!以下是:貴州畢節#焊接平臺#出貨快的圖文介紹
為了保證焊接平臺的加工、檢定、驗收和使用時工作面準確度的一致性而設置主支點,這將克服當前1000mm×750mm以上焊接平臺檢定和使用出現平面度誤差值不一致問題。對于大焊接平臺,由于承受過大載荷,可能發生傾斜翻倒。為了增加平臺剛性,防止平臺因重心偏移發生傾覆,防止因負載過大產生有害變形而設置輔助支點,有助于確保平臺使用精度。 由于花崗石平臺不具備加強筋,設置主支點和輔助支點以保證平臺具有小的變形。
焊接平臺在使用和加工中,應設置主支撐點和輔助支撐點,支撐點的設置對焊接平臺精度有相對的影響。什么是主支點、輔助支點?主支點是指焊接平臺在加工、檢定和使用中與安裝基面或專用支架接觸時,用作主要支承的部分。此時的支承力系是靜止狀態。輔助支點是指平臺在使用時,為了防止承載重心的偏移而發生傾覆或因負載過大而產生有害的變形所增設的支點。輔助支點上的支力應小于主支點上的支力。焊接平臺主支點、輔助支點的設置是影響平臺準確度保持性的重要因素。
焊接平臺厚的加強筋盡量避免以免產生氣泡,縮水紋和應力集中。一般的加強筋厚度是取決于鑄鐵流程和壁厚。若很多肋骨應用於補強作用,加筋筋的厚度一定要設計合理。加強筋的厚度不應超過其相接壁厚的50%。經驗告訴我們違反以上的指引在表面上會出現光澤不一現象。
焊接平臺加強筋的設計也與使用的鑄鐵材質有關。從生產的角度看,焊接平臺材料的物理特性如黏度和縮水率對加強筋設計的影響非常大。此外,鑄鐵的蠕動特性從結構方面來看也是一個重要的考慮因素。例如,從生產的角度看,加強筋的高度是受制于鑄鐵的流動及脫模頂出的特性(縮水率、摩擦系數及穩定性),較深的加強筋要求鑄鐵有較低的黏度、較低的摩擦系數、較高的縮水率。另外增加長的加強筋的出模角一般有助產品頂出,不過,當出模不斷增加而底部的闊度維持不變時,產品的剛性、強度,以及可頂的面積即隨著減少。頂出面積減少的問題可從在產品的加強筋部分加上數個頂出凸塊或使用較貴的扁頂針得以解決,同時在頂出的方向打磨光潔亦有助產品容易頂出。從結構方面考慮,較深的加強筋可增加產品的剛性及強度而無須大幅增加重量,但與此同時,焊接平臺的和點的屈曲應力隨著增加,產品設計員須計算并肯定此部份的屈曲應力不會超出可接受的范圍。
貴州畢節偉業五金機械廠恪守顧客至上, 鑄鐵焊接平臺廠家質量優良,價格合理 的宗旨。承蒙各界朋友的協助與支持,我公司將不斷發展壯大。全體員工熱誠歡迎海內外客商前來參觀訪問
如果客戶需要的精度較高個光潔度較高,那經過粗加工后必須用我廠自有的昆明機床廠產的6000*3000的數控龍門銑床進行精加工,數控龍門銑床加工后的精度直線度和平面度每米誤差0.008mm,光潔度可以控制在1.2以內經過人工拋光后光潔度可以達到0.8。如果在焊接平臺上進行鉆孔或是絞螺紋孔也可以用數控龍門銑床進行一次性完成,精度高,光潔度高。
焊接平臺的人工刮研與機器刮研對比:在生產焊接平臺的同時需考慮到使用較低的人力成本來提供焊接平臺的整體質量水平,尤其在焊接平臺的表面刮研工作,這項工作是復雜而繁瑣的,我們今天主要探究機器刮研或者高精度數控機床能否取代人工刮研。
由于焊接平臺的固體表面較粗糙,而兩物體表面總是會在個別點上發生接觸,因此,實際接觸面積比理論接觸面積要小得多。因為實際接觸面比較小,所以即使在負荷很小的情況下,也會產生很大的點位置單位壓力。由于表面粗糙度不同,在單位壓力作用下,接觸面的磨損也隨磨擦力的不同而不同。
鑄鐵焊接平臺的熱處理工藝:1.應力退火,由于鑄件壁厚不均勻,在加熱,冷卻及相變過程中,會產生效應力和組織應力。另外大型零件在機加工之后其內部也易殘存應力,所有這些內應力都必須。去應力退火通常的加熱溫度為500~550℃保溫時間為2~8h,然后爐冷(灰口鐵)或空冷(球鐵)。采用這種工藝可鑄件內應力的90~95%,但鑄鐵組織不發生變化。若溫度超過550℃或保溫時間過長,反而會引起石墨化,使鑄件強度和硬度降低。
2.焊接平臺鑄件白口的高溫石墨化退火,鑄件冷卻時,表層及薄截面處,往往產生白口。白口組織硬而脆、加工性能差、易剝落。因此必須采用退火(或正火)的方法白口組織。退火工藝為:加熱到550-950℃保溫2~5h,隨后爐冷到500—550℃再出爐空冷。在高溫保溫期間,游高滲碳體和共晶滲碳體分解為石墨和A,在隨后護冷過程中二次滲碳體和共析滲碳體也分解,發生石墨化過程。由于滲碳體的分解,導致硬度下降,從而提高了切削加工性。
3.焊接平臺球鐵的正火,球鐵正火的目的是為了獲得珠光體基體組織,并細化晶粒,均勻組織,以提高鑄件的機械性能。有時正火也是球鐵表面淬火在組織上的準備、正火分高溫正火和低溫正火。高溫正火溫度一般不超過950~980℃,低溫正火一般加熱到共折溫度區間820~860℃。正火之后一般還需進行四人處理,以正火時產生的內應力。
選購#焊接平臺#出貨快來貴州省畢節市找偉業五金機械廠(畢節市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李經理-【18762195566】,地址:[工業開發區]。