以下是:鑄鐵平臺實力工廠的產品參數
產品參數 產品價格 2300/臺 發貨期限 當天發貨 供貨總量 60 運費說明 承擔運費 小起訂 1 質量等級 優等 是否廠家 是 產品材質 鑄鐵HT250 產品品牌 偉業機械 產品規格 1500-6000 發貨城市 泊頭 產品產地 河北 加工定制 是 產品重量 噸 產品顏色 可選 質保時間 2年 適用領域 工業基準平臺 安裝調試配件 調整支架、墊鐵、地錨器、斜墊鐵 生產周期 現貨供應 工作面精度 3級、2級、1級 平臺高度 250-300-350-400 工作面硬度 170-240 平臺材質 鑄鐵HT200-300 工作面厚度 20-30-40-50現貨 平臺規格 1000*1500*2000*3000*4000 包裝 木箱 在黑龍江省大慶市采買鑄鐵平臺實力工廠到偉業五金機械廠(大慶分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:李經理-18762195566,QQ:250188005,地址:《工業開發區》。 黑龍江省,大慶市 大慶是中國的石油石化基地,中國大油田大慶油田所在地;是一座以石油、石化為支柱產業的工業城市,是世界能源城市伙伴組織19個會員城市之一。大慶油田含油面積六千多平方千米,已探明石油地質儲量67億噸。
【新品發布,視頻先行!】鑄鐵平臺實力工廠產品,等你來探!以下是:鑄鐵平臺實力工廠的圖文介紹
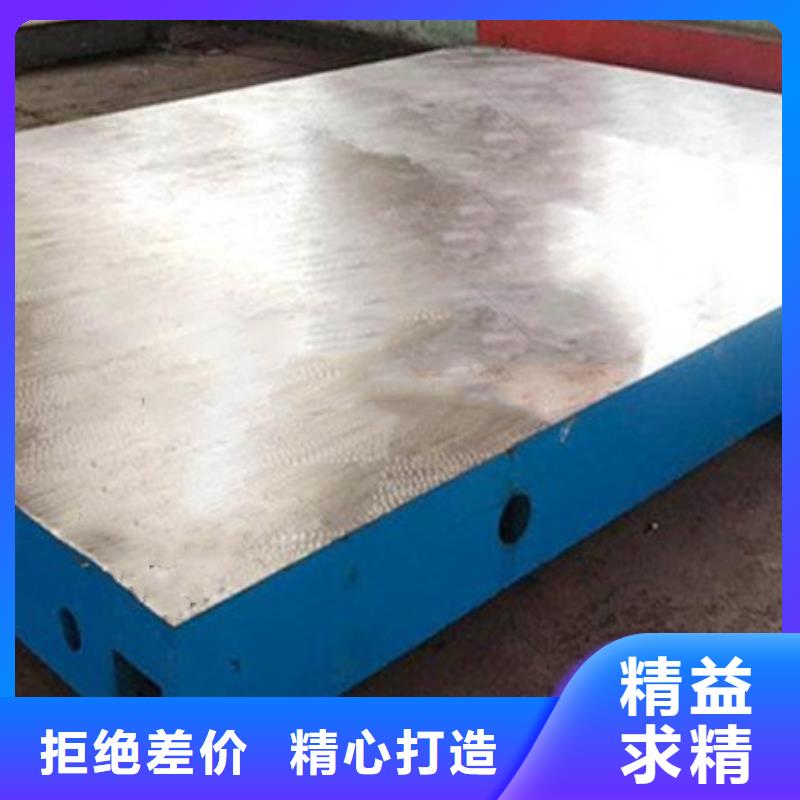
鑄鐵平臺的鑄鐵質量和熱處理質量對平臺使用性能有較大影響,為保障品質,我廠生產的系列鑄鐵平臺均選用HT200-300產排號鑄鐵,采用消失模鑄造工藝,經圖紙設計→模型生產→澆注→清砂→退火→粗加工→二次回火處理→數控精加工→鏟刮→檢驗出廠等10余道工序完成,硬度達HB160-210,承載重量可達上百噸,精度穩定,耐磨性能好。
刮研平臺的底部分布了主要的承重部分,加強筋,這些部位如果處理不好容易生銹,做法是,清砂后,在覆蓋在表面的鉛粉后,均勻的刷上基層防銹漆,這樣可以起到非常好的防銹效果。刮研平臺采用人工刮研,工作面精度能達到客戶要求。
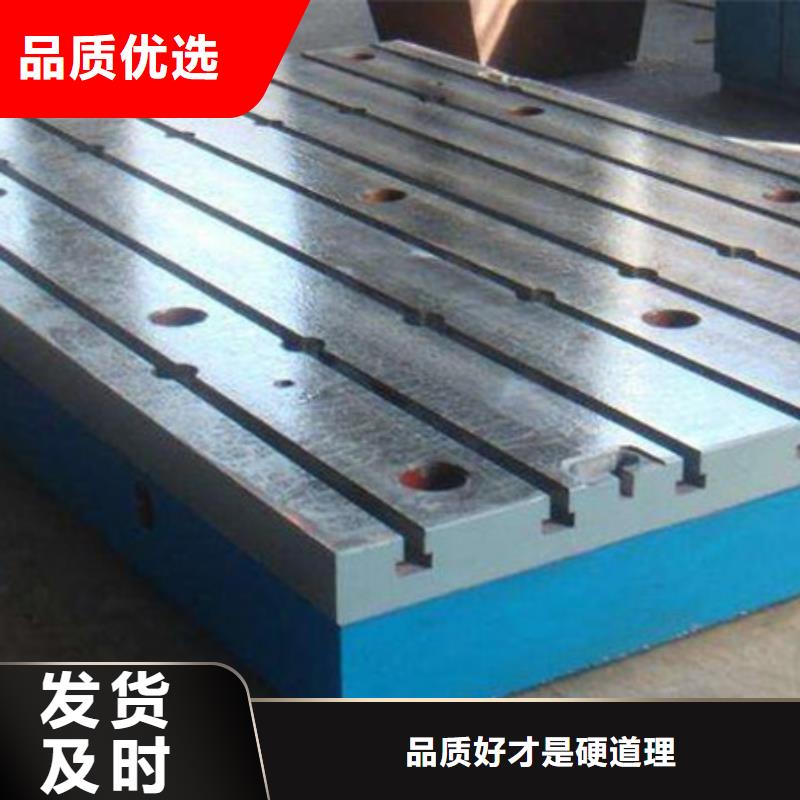
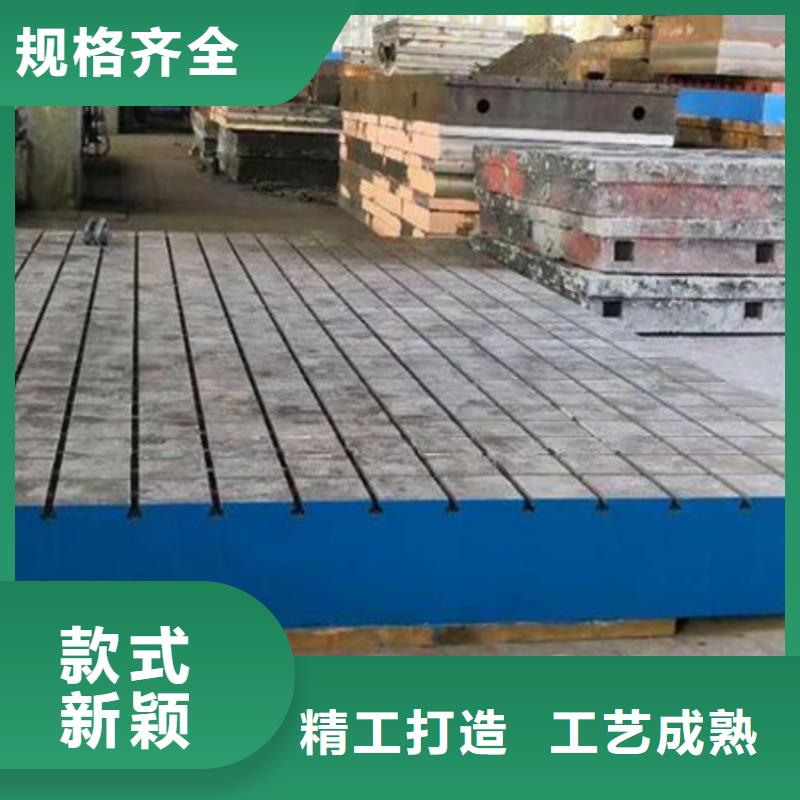
鑄鐵平臺工作表面一般帶有U型孔長孔,U型孔長孔主要為了在具體鉚焊工作時所產生的焊渣等能夠及時通過此孔排出鉚焊平臺的表面,從而不影響鉚焊平臺鑄鐵平臺平臺工作表面的清潔度及工作的方便性。鑄鐵平臺的刮研介紹:鑄鐵平臺對于濃黑點刮削的刀跡大小應同按粗、細、精3個階段規定大小刮削,其檢驗鑄鐵平臺刀跡方向應同方向排列,逐步刮削到黑點全數刮完,經研磨顯示后,第二遍以交錯方向刮削也將黑點全數刮完,必須指出,每輪刮削,刀跡必須交錯,否則將影響表面光潔度。
研磨鑄鐵平臺生銹怎么處理:工件表面經過一定時間,會出現生銹的現象,研磨拋光機加工后的工件表面沒有經過特殊處理后,能夠鐵銹產生,而對于工件表面生銹處理,有以下幾種方法。
1、鑄鐵平臺稀鹽酸進行工件表面除銹處理,這個過程中需要注意有銹工件在稀鹽酸里面不能泡太久,否則就會起到反作用,表面鐵銹去除之后會與工件內的鐵材質發生反應,這種方法在除銹過程中會發生化學反應,去除工件表面銹蝕產物。
2、顆粒噴砂沖蝕表面,達到工件表面的粗糙度,能夠比較容易去除工件表面的雜質,除銹效果比較好,工件表面質量比較高,但是這種磨料使用后不能回收,屬于一次性使用,對所交給你個的環境影響比較大,污染比較嚴重。
3、鑄鐵平臺利用高速旋轉的方法將磨料拋向工件表面來達到除銹的目的,這種除銹處理效率比較高,并且費用很低,能夠實現自動化處理,對環境的污染達到。
4、鑄鐵平臺采用高壓水磨料的方法進行工件表面除銹,主要是利用高壓水的沖擊作用,這種方法的特點是無粉塵污染,對鋼板沒有損傷,除銹效果比較好,效率高。
5、鑄鐵平臺利用小型風動或者是電動除銹的方法去除表面銹跡,主要是以電或者是壓縮空氣進行的除銹處理,進行往復的運動以及旋轉運動,去除鐵銹,這種設備屬于半機械化設備,機動性會比較大,能夠去除表面鐵銹,效率要比一般的除銹方法更高,但是這個處理無法達到的表面精度,這種技術能夠在工件任何地方使用,特別是在修船的時候運用為廣泛。
黑龍江大慶偉業五金機械廠是一家致力于 鑄鐵焊接平臺廠家的研發、生產、銷售于一體的綜合性多元化公司。在生產和銷售中以質量保證為前提,以客戶滿意為基礎。贏得了廣大客戶的一致好評與認可。
鑄鐵平臺細刮的目的就在于增加鑄鐵平臺表面的質量和精度,對其它參數的影響很小。所以說細刮工作的好壞直接影響平臺質量。下面由我來為大家介紹一下細刮鑄鐵平臺的注意事項:
1、刮研的點越多,刀跡應越小,吃刀也較輕,但也不能太輕,不然刮研點不深,顯示不明顯,而且點容易磨掉,一般在0.003mm左右。
2、刀跡要小,約3mm寬、6mm長,每刀都應該在點上,先在點前面落刀,在點中間用力下壓,過點抬起。刮時要按點的大小,亮暗而分輕重,大的亮點全刮,中等點中間挑開,分成兩個小點,小的黑點可以留著不刮,小的亮點輕輕刮掉,這樣大刮研點變成小點,中刮研點分成兩個小點,原來的小刮研點變成大點,原來沒有刮研點的地方也會出現點。
3、細刮時應該注意溫度的變化,如果鑄鐵平臺的熱處理做的很好,室溫變化不大,那么鑄鐵平臺基本不會產生變形,但如果平臺的某一部分被太陽光直接曬著,或者附近有火爐等熱源,那么鑄鐵平臺就會產生變形。
4、細刮的目的在于增加表面精度,對尺寸的影響很小,所以要注意刃口的鋒利光滑,并跟平臺傾角成5°。
5、鑄鐵平臺互相研磨時,由于本身剛度和重量的影響,底部的支點(三條腿)上的受力,往往會產生平臺的變形。
6、細刮結束時,鑄鐵平臺每25mm2的方框中將有25~30個刮研點,承壓面積約20%,平直性達到每300mm,誤差不大于0.0037mm。
偉業五金機械廠(大慶分公司)【18762195566】在黑龍江省大慶市本地專業從事鑄鐵平臺實力工廠,價格低,發貨快,效果好 (黑龍江省 大慶市 哈爾濱市、齊齊哈爾市、鶴崗市、佳木斯市、牡丹江市、黑河市、綏化市、大興安嶺市 薩爾圖區、龍鳳區、讓胡路區、紅崗區、肇州縣、肇源縣、林甸縣)可送貨上門。











