
以下是:眉山市東坡區焊接平臺質量有保障的廠家的產品參數
產品參數 產品價格 1650/臺 發貨期限 現貨 供貨總量 50 運費說明 包含運費 小起訂 1 質量等級 優 是否廠家 是 產品材質 鑄鐵 產品品牌 偉業 產品規格 1000-8000 發貨城市 泊頭 產品產地 河北 加工定制 是 產品重量 噸 產品顏色 可選 質保時間 一年 適用領域 機械加工檢測 材質 灰口鑄鐵HT250 工作面精度 1級、2級、3級 T型槽開口尺寸 14、16、18、22、28 平臺高度 220-250-280-300-350-400 工作面厚度 15、20、25、30、40、50、60、70、80、90、100等 回火熱處理溫度 650-850度 生產周期 現貨或3天內發貨 平臺規格 1000*1500-4000*8000 安裝調試配件 墊鐵、斜鐵、支架、地錨器 范圍 焊接平臺質量有保障的供應范圍覆蓋四川省 眉山市 東坡區、仁壽縣、彭山區、洪雅縣、丹棱縣、青神縣等區域。 【偉業五金】為您提供仁壽鑄鐵焊接平臺廠家現貨充足量大優惠、彭山鑄鐵焊接平臺廠家好品質選我們、洪雅鑄鐵焊接平臺廠家以質量求生存、丹棱鑄鐵焊接平臺廠家廠家現貨供應、青神鑄鐵焊接平臺廠家產品參數等多元產品與服務。焊接平臺質量有保障的廠家,偉業五金機械廠(眉山市東坡區分公司)weiye546-14為您提供焊接平臺質量有保障的廠家,供應服務范圍覆蓋四川省 眉山市 東坡區、仁壽縣、彭山區、洪雅縣、丹棱縣、青神縣,聯系人:李經理,電話:【】、【】。 四川省,眉山市,東坡區 東坡區古稱眉州,自古以來物華天寶、人杰地靈、山川秀麗、甲于西蜀,早在1000多年前就是州、郡治所。南齊建武三年(496年),初置齊通左郡,管轄眉山和樂山兩地,治所龍安鋪(今太和鎮龍石村)。2000年,撤銷眉山地區設立地級眉山市。撤銷眉山縣,改建為東坡區(縣級)。
不要錯過這部精心制作的焊接平臺質量有保障的廠家產品視頻!僅僅一分鐘的時間,您將能夠領略到我們產品的卓越品質和出色設計,發現更多令人心動的細節。以下是:眉山東坡焊接平臺質量有保障的廠家的圖文介紹
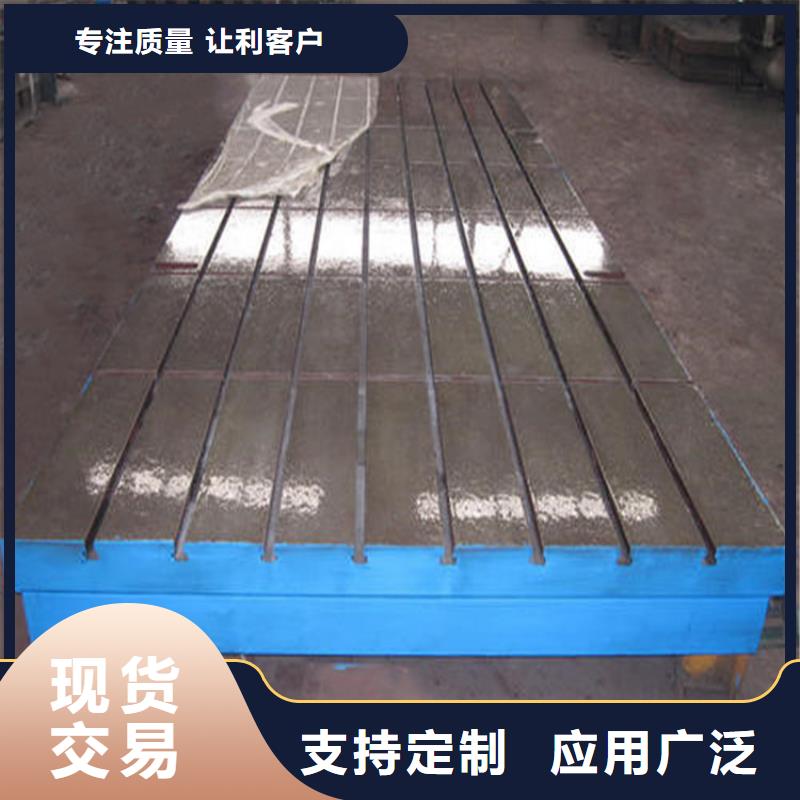
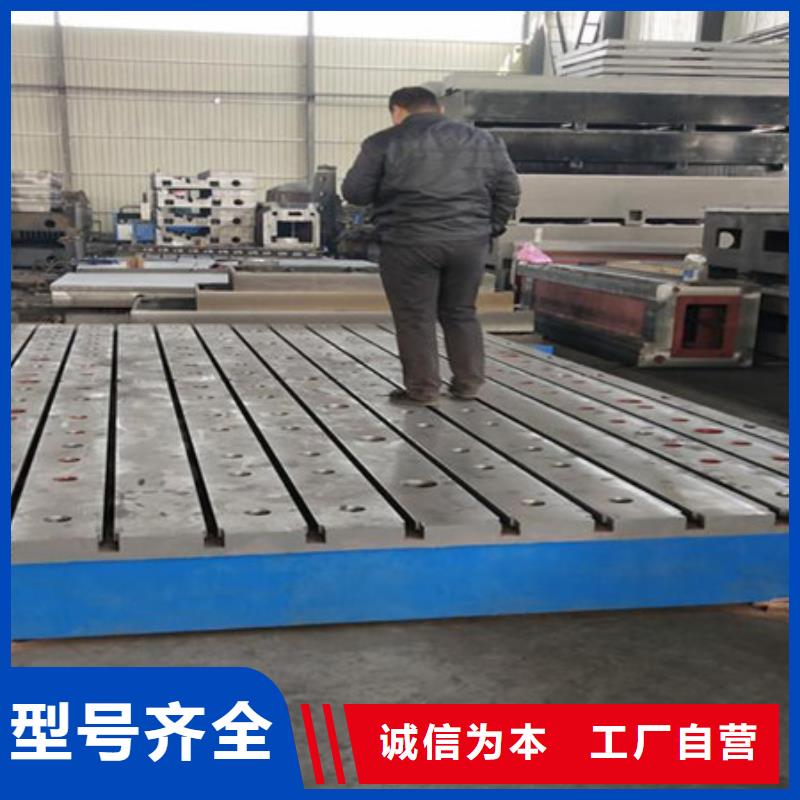
鑄鐵焊接平臺是工業量具的一種,主要用來固定工件,是鉗工工人用來調試設備,裝配設備,維修設備的基礎工作平臺。
鑄鐵焊接平臺材質為高強度鑄鐵HT200-300工作面硬度為HB170-240,經過兩次人工處理(人工退火600度-700度和自然時效2-3年)使用該產品 的精度穩定,耐磨性能好。
鑄鐵焊接平臺規格1000*1000—3000*9000(也可以按客戶實際要求做成其他規格或拼裝使用)。
鑄鐵焊接平臺化學成分:碳C:3.36 硅SI:2.37 錳:Mn:0.66 硫S:0.11 磷P:0.071
力學性能:抗拉強度:200 硬度:170-220HB
鑄鐵焊接平臺按標準計量檢定規程執行,分別為2、3、和精刨三個等級(數值越小精度越高)。
焊接平臺刮研時的顯示劑如何正確的使用:
正確的運用顯現劑在焊接平臺的刮研作業中也算是一件很得要的工作。顯現劑一般有五種,氧化鐵(三氧化二鐵)、氧化鉛(鉛丹粉)、普魯士藍、松節油、油精。
顯現劑一般的都選用氧化鐵,首要是因為它的色澤深,沒有反光,顯現焊接平臺的刮研點明白,而且報價便宜;第二種氧化鉛,它的色澤淺、有反光、報價貴,不常選 用;第二種普魯士藍是在刮研精細工件中常用的顯現劑,報價較貴但顯現作用極好,松節油和油精一般不常運用,只要在某些超級精度的要求下才選用。
氧化鐵用40%的火油和60%的機油拌和均勻。粗刮時,油能夠多加一些,使得顯現劑拌和的更稀一些。這么,不光簡單涂改,而且顯現的點較大,便于粗刮。中刮和細刮的拌和油量要少,這么簡單顯現正確。
存放顯現劑的用具要常常保持清潔,不得附有任何雜質。在焊接平臺細刮時涂改顯現劑要薄,而且要均勻,否則就不能很容易的看出刮研點。
隨著當前市場經濟的不斷發展,眉山東坡偉業五金機械廠所有員工將以以更加完善的【鑄鐵焊接平臺廠家】產品和服務竭誠與國內外客商廣泛合作。與時俱進,不斷提高【鑄鐵焊接平臺廠家】產品質量,積j i開拓新產品,努力客戶滿意度。
企業核心理念:靠誠信廣交朋友,用真情拓寬事業,為和諧實現雙贏。
企業服務理念:打過一次交道,便是永遠的朋友。
企業質量理念:用心制造、持續改進、精心服務、用戶滿意。
企業管理理念:責任有限,責任心無限
焊接平臺的刮研過程:焊接平臺的刮研過程:在檢驗平臺刮研全過程中,一般都要經歷粗刮\細刮\精刮3個階段.粗刮階段:粗刮的首要任務應先解決形位誤差問題.比如車床溜臺燕尾導軌的兩端平行度,如不先解決好,留到粗刮好后再解決平行度,不但費工費時而且延誤工期.粗刮刀跡要寬大\要大刀闊斧地進行.對每個點只刮一次不刮第二次.刀跡方向是同方向順次排列,每輪變換一次.經過反復循環不斷刮研,黑點由稀少變稠密,由不均勻分布至均勻分布,當任意刮方(25mm×25mm)達到4~6點時,檢驗平臺表面粗糙度達到Ra2.5~Ra3.2時,即告粗刮階段中止.細刮階段:細刮在粗刮基礎上進行.細刮的任務主要解決表面質量問題,即接觸精度\幾何精度(平面度達到0.01mm/500mm2)\表面粗糙度(Ra1.6~Ra3.2),同時還要兼顧到形位誤差.細刮的刀跡寬為6~8mm ,長10~12mm,刀跡建議采用直推加扭轉法,正“6”塊反“6”塊刀跡較好,當任意刮方達到10~12點時細刮階段即告中止.精刮階段:精刮是在細刮基礎上進行的,精刮的任務是進行提高刮研表面質量,兼顧\核定形位誤差.精刮要磨好平面刮刀,劃線平臺要鋒利,落刀要穩要輕,特別要避免刀角劃傷表面,精刮刀跡寬5~7mm,甚至更窄更短,視刮削平面大小而變化.刀跡建議采用左扭轉法或右扭轉法,刮削時用力宜小,刮花則例外.當黑點增加到每任意方20~25點時,即精刮結束,其檢驗平臺平面度應為0.01mm/500mm2以下,表面粗糙度為Ra0.8~Ra1.6.
焊接平臺質量有保障的廠家,偉業五金機械廠(眉山市東坡區分公司)專業從事焊接平臺質量有保障的廠家,聯系人:李經理,電話:【】、【】,供應服務范圍覆蓋:四川省 眉山市 東坡區、仁壽縣、彭山區、洪雅縣、丹棱縣、青神縣,以下是焊接平臺質量有保障的廠家的詳細頁面。










