

以下是:護(hù)欄規(guī)格材質(zhì)的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價格 電議 發(fā)貨期限 電議 供貨總量 電議 運(yùn)費(fèi)說明 電議 產(chǎn)地 山東 材質(zhì) 不銹鋼 品牌 鑫旺通 護(hù)欄規(guī)格材質(zhì),鑫旺通金屬制品(海南省分公司)為您提供護(hù)欄規(guī)格材質(zhì)的資訊,聯(lián)系人:賈經(jīng)理,電話:【0635-2995805】、【15206645338】,發(fā)貨地:開發(fā)區(qū)工業(yè)園。 海南省 海南省是中國的經(jīng)濟(jì)特區(qū)、自由貿(mào)易試驗(yàn)區(qū)。歷史上的火山噴發(fā),在海南島留下了許多死火山口;島上溫泉分布廣泛,多數(shù)溫泉礦化度低、溫度高、水量大、水質(zhì)佳,屬于治療性溫泉。具有歷史意義的古跡主要有為紀(jì)念李德裕等歷史名臣而修建的五公祠,蘇東坡居瓊遺址東坡書院以及為紀(jì)念蘇軾而修建的蘇公祠,清代雷瓊兵備道焦映漢所修建的瓊臺書院,明代名臣丘浚墓,明代大清官海瑞墓,相傳受漢光武帝派遣率兵入海南的將軍馬援為拯救兵馬而下令開鑿的漢馬伏波井,以及崖州古城、韋氏祠堂、文昌孔廟等。
想知道護(hù)欄規(guī)格材質(zhì)產(chǎn)品有多棒?看視頻就夠了,它比千言萬語都更有說服力!
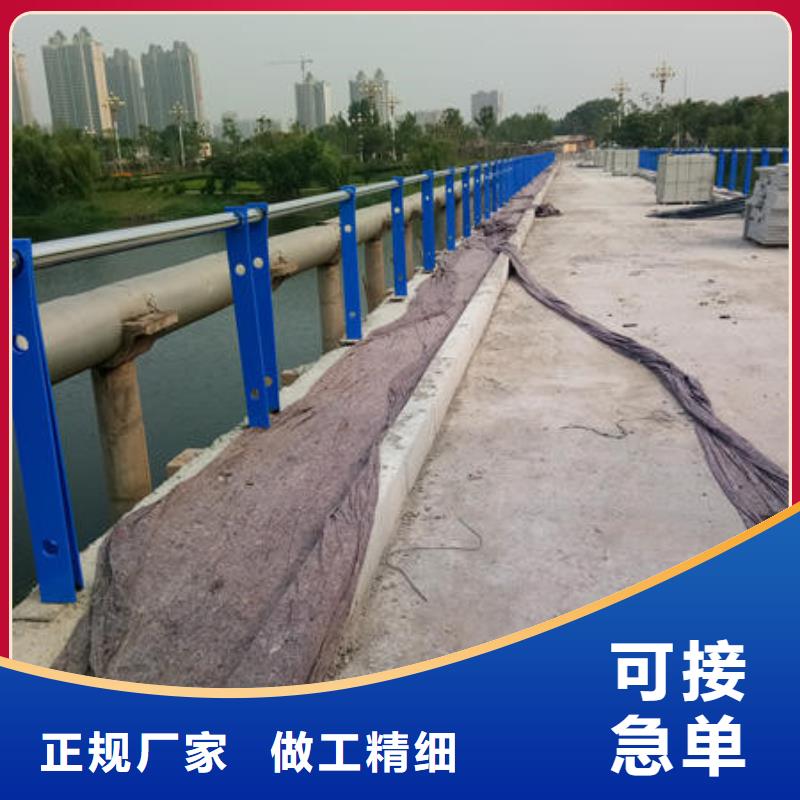
以下是:護(hù)欄規(guī)格材質(zhì)的圖文介紹海南鑫旺通金屬制品有限公司主營產(chǎn)品: 人行道欄桿。公司擁有雄厚的開發(fā)能力、先進(jìn)的工藝設(shè)備、嚴(yán)謹(jǐn)?shù)馁|(zhì)量管理、完善的售后服務(wù)、戰(zhàn)略化的人力資源、卓越的企業(yè)文化、永爭di yi的價值觀念。堅持走引進(jìn),吸收與自主開發(fā)并重的技術(shù)道路, 建立了一支率、高素質(zhì)的產(chǎn)品開發(fā)隊伍。同時,建立了規(guī)模龐大、設(shè)施先進(jìn)的技術(shù)中心,模塊化生產(chǎn)方式的總裝線、先進(jìn)檢測設(shè)備,確保產(chǎn)品質(zhì)量穩(wěn)定可靠。企業(yè)的服務(wù)宗旨:敬業(yè) 務(wù)實(shí) 創(chuàng)新,公司的質(zhì)量目標(biāo):力爭產(chǎn)品的合格率達(dá)到 、用戶滿意率達(dá)到。我們用“誠信”打造了“啟豪”您的要求是我們的目標(biāo),我們向您承諾“啟豪”產(chǎn)品 能給您帶來更多的快樂。我們期待您的光臨,讓我們攜手共進(jìn)。
不銹鋼復(fù)合管也會銹不銹鋼復(fù)合管的吊運(yùn)、裝配、焊接、焊縫檢查及加工過程中帶來的表面油污、劃傷、鐵銹、雜質(zhì)、低熔屬污染物、油漆、焊渣、飛濺物等,這些物質(zhì)影響了不銹鋼復(fù)合管表面質(zhì)量,破壞了其表面鈍化膜。 不銹鋼復(fù)合管酸洗鈍化原理在鋼制壓力容器中規(guī)定有防腐要求的不銹鋼制造的容器表面應(yīng)進(jìn)行酸洗鈍化。不銹鋼復(fù)合管在使用中通常有使用水清洗的工序,如使用海水的話,海水中富含氯離子,對鈍化膜有較大的腐蝕作用,工況惡劣.進(jìn)行酸洗鈍化更是不可缺少。 不銹鋼復(fù)合管放置于空氣中會形成氧化膜,但這種膜的保護(hù)性不夠完善,通過酸洗使不銹鋼表面平均有厚度為10um的一層表面被腐蝕掉,酸液的化學(xué)活性使得缺陷部位的溶解率比表面上其他部位高,因此酸洗可使整個表面趨于均。 為何還要防銹不銹鋼復(fù)合管容易使人誤解的是他的名稱不銹鋼,其實(shí)當(dāng)不銹鋼復(fù)合管在機(jī)械加工,組裝,焊接,焊縫檢查等過程中帶來表面油污時,這些物質(zhì)破壞其表面的氧化膜,降低了不銹鋼復(fù)合管的抗腐蝕性,就會發(fā)生腐蝕,并由此引發(fā)其它形成的腐蝕,因此有必要對其進(jìn)行適當(dāng)?shù)姆冷P處理,以其腐蝕性。
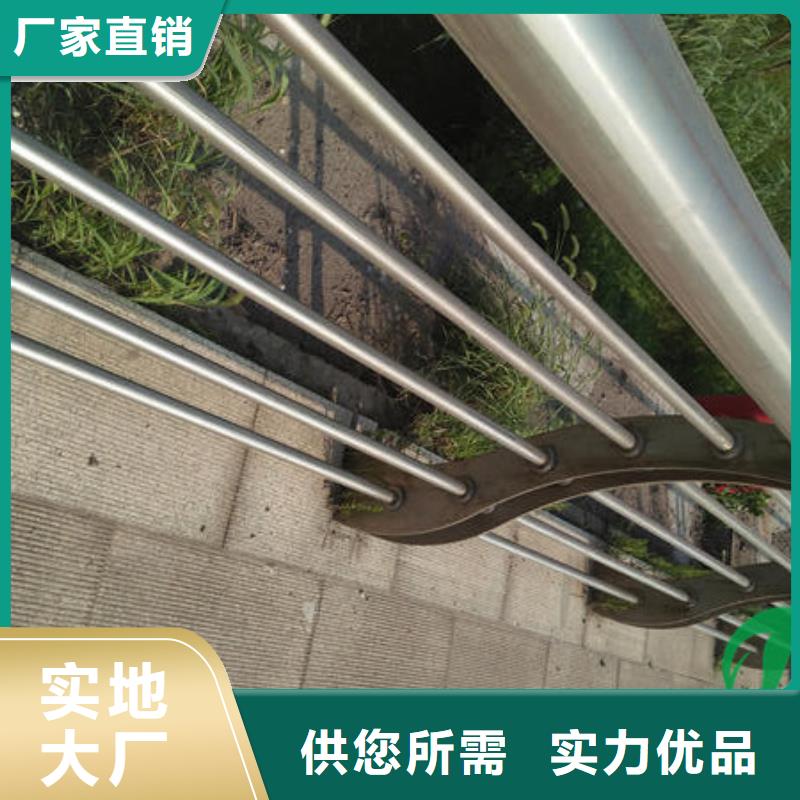
不銹鋼護(hù)欄容易做造型,可以按照不一樣的現(xiàn)場來制造不盡相同的尺寸,規(guī)格,弧度等等。成本低,鋼產(chǎn)量全。好用耐用,大致沒有必要,不怕風(fēng)吹日曬。4、能滿足前面三個條件的,你又能找出其余材料來代替嗎有打造的,有美感的,有藝術(shù)造型的護(hù)欄或許會是有的,還有是肯定不可能使用在大的公共場所。 不銹鋼復(fù)合管欄桿接點(diǎn)如何焊接由于不銹鋼導(dǎo)熱系數(shù)小,且焊接時高溫停留時間不宜太長,所以,焊接復(fù)合層時,應(yīng)選擇熱輸入量小的焊接方法.同時,由于復(fù)合管的焊接順序?yàn)橄群笍?fù)合層?。 由于復(fù)合層和基層之間不易熔焊在一起,所以在組對前,首行封焊。封焊應(yīng)選用熱輸入量小的焊接方法,所以,對于封焊,我們?nèi)怨檬止ゆu極氬弧焊。對于過渡層,其熔敷金屬成分十分復(fù)雜,為了使合金濃度梯度不太大,應(yīng)選擇熱輸入稍大一些的焊接方法,則我們采用焊條電弧焊進(jìn)行焊接。 由于基層材質(zhì)為碳鋼,是一種常見的材質(zhì),焊接工藝十分成熟,所以對于基層的焊接采用焊接電弧焊,以焊接施工效率。復(fù)層的焊接打底層采用單面焊雙面成型焊接工藝,焊接位置一般為水平固定,焊接難度較大,打底層的焊接是復(fù)合管得接質(zhì)量要求的工序,焊工必須具有過硬的水平和高度的責(zé)任感。
焊前必須對管子內(nèi)部、焊縫背面充99.99%的一段時間用氣體氧含量測試儀從坡口間隙深入抽取氣體測量管子內(nèi)部氧含量,當(dāng)氧含量低于50ppm時開始為了保證底層焊接質(zhì)量,采用鎢極靠弧焊進(jìn)行自下向上對稱焊接,焊接前將封;焊層焊遭打磨平整。 采用氫弧焊焊接,復(fù)層不銹鋼純邊為1.5--2.0mm,焊瓷管噴口直徑為10mm,鎢絲直徑為2-3mm,焊接電流為80-100A,流量為8-12/min,焊接電流為正極,焊后進(jìn)行檢查,不允許有夾渣、裂紋、氣孔、未焊透、未熔合等缺陷存在,或X射線檢查后,方可進(jìn)行下道主序焊接。 過渡層的焊接過渡層是復(fù)合管熔敷合金成分為復(fù)雜的焊層,如果焊接參數(shù)選用不當(dāng),容易造成熔敷合金濃度梯度過大,從而影響接頭的防腐蝕性能接。焊接時采用焊條選用A302,規(guī)格為2.5mm,選焊接電流為70-90A,焊接電流為直流正接。 過小的焊接電流易造成層間未熔合及熔敷含金梯度過大,過大的電流易將燒穿。填充和蓋面層來用焊條電弧焊,來用多層多道焊方法,層間溫度保持100℃以下。焊接從底部開始,分左、右由下向上焊接,蓋面焊接要盡量咬邊缺陷,如果產(chǎn)生,用砂輪磨掉進(jìn)行修補(bǔ)。
點(diǎn)擊查看鑫旺通金屬制品(海南省分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
護(hù)欄規(guī)格材質(zhì),鑫旺通金屬制品(海南省分公司)為您提供護(hù)欄規(guī)格材質(zhì)產(chǎn)品案例,聯(lián)系人:賈經(jīng)理,電話:【0635-2995805】、【15206645338】,發(fā)貨地:開發(fā)區(qū)工業(yè)園。
欄規(guī)格材質(zhì)")
欄規(guī)格材質(zhì)")
欄規(guī)格材質(zhì)")
欄規(guī)格材質(zhì)")
欄規(guī)格材質(zhì)")
欄規(guī)格材質(zhì)")
欄規(guī)格材質(zhì)")
欄規(guī)格材質(zhì)")
欄規(guī)格材質(zhì)")