

以下是:歡迎訪問##球墨鑄鐵管##廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 材料 球墨鑄鐵管 型號 DN100mm-DN1400mm 在海南省采買歡迎訪問##球墨鑄鐵管##廠家到凌洲管業(海南省分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:許經理-【18365709555】,地址:《經濟開發區》。 海南省 海南省,簡稱“瓊”,是中華人民共和國南端的省級行政區,省會海口市;地處中國華南地區,北以瓊州海峽與廣東劃界,西臨北部灣與廣西、越南相對,東瀕南海與臺灣對望,東南和南部在南海與菲律賓、文萊、馬來西亞為鄰;海南地勢為中部高四周低,中間高聳,呈穹窿山地形;屬熱帶海洋性季風氣候;陸地總面積3.54萬平方公里,管轄海域總面積約200萬平方公里。截至2022年,海南省轄4個地級市,5個縣級市、4個縣、6個自治縣。截至2022年末,海南省常住人口1027.02萬人,比上年末增加6.56萬人。
精心打磨的產品視頻已準備就緒,它將帶您深入歡迎訪問##球墨鑄鐵管##廠家的魅力世界,讓您重新發現產品的無限可能。
以下是:歡迎訪問##球墨鑄鐵管##廠家的圖文介紹
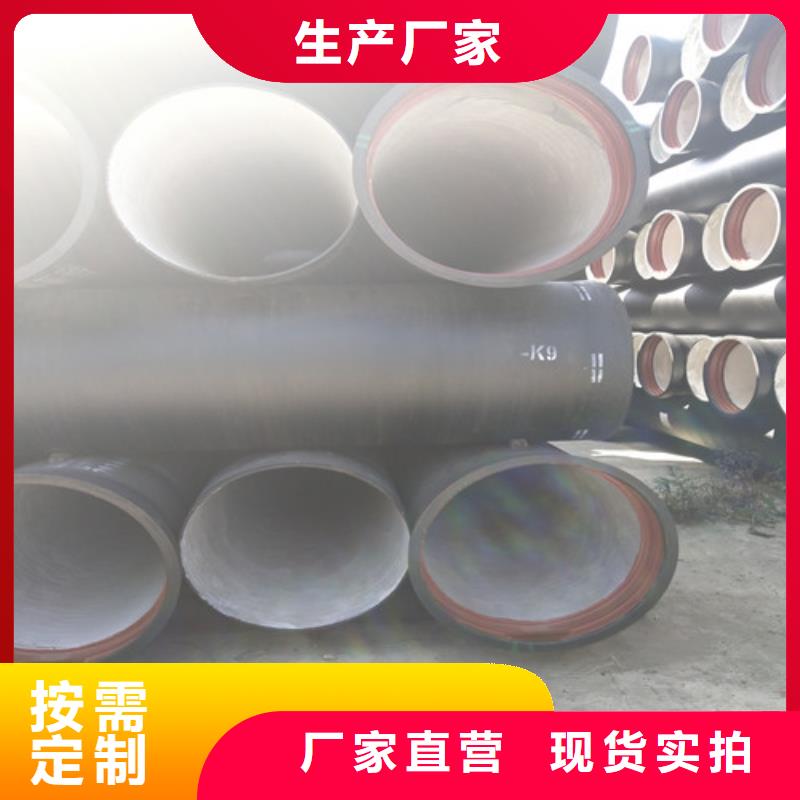
球墨鑄鐵管工藝流程:下管→清理管口→清理膠圈、上膠圈→安裝機具→在插口外表面和膠圈上刷潤滑劑→頂推管子使之插入承口→檢查
球墨鑄鐵管操作方法:
清理管口:將承口內的所有雜物擦洗干凈。
清理膠圈、上膠圈:將膠圈上的粘著物清擦干凈,把膠圈彎為“梅花形”或“8”字形裝入承口槽內,并用手沿整個膠圈按壓一遍,或用橡皮錘砸實,確保膠圈各個部分不翹不扭,均勻地卡在槽內。
在插口外表面和膠圈上涂刷潤滑劑:將潤滑劑均勻地涂刷在承口安裝好的膠圈內表面、在插口外表面涂刷潤滑劑時要將插口線以外的插口部位全部刷勻。
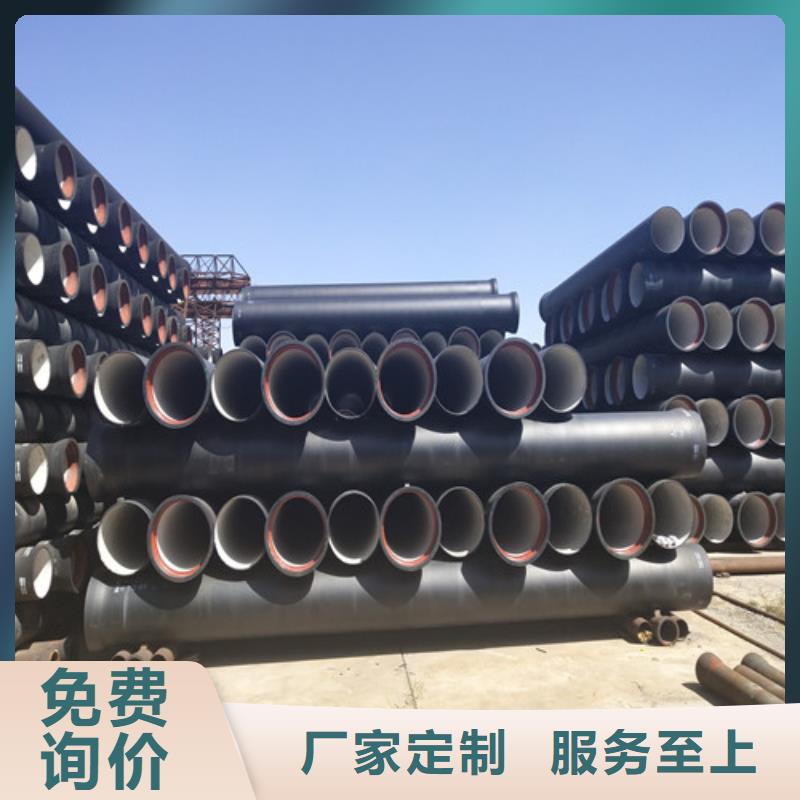
下管:應按下管的要求將管子下到槽底,通常采用人工下管法或機械下管法。
安裝機具設備:將準備好的機具設備安裝到位,安裝時注意不要將已清理的管子部位再次污染。
為客戶提供質量好的 球墨鑄鐵管產品是我們不懈努力追求的目標。合理的價格、完善的售后服務是本廠不變的宗旨。海南凌洲管業有限公司鄭重承諾:“決不讓一件不合格的 球墨鑄鐵管產品流入市場;決不讓一次服務令您失望”。我公司生產的產品價廉!歡迎世界各地的朋友來我廠參觀指導、洽談業務,愿與每位客戶攜手共進,共創美好的未來。讓 球墨鑄鐵管產品說話,用質量經營,始終把客戶的利益放重要位置”的經營理念,以嚴格的管理、產品使客戶得到理想的回報。
鋁合金具有密度小、耐蝕性好、導電性及導熱性高等優良特性,使用鋁合金來代替鋼能夠大大降低焊接結構的質量。而鋼具有良好的焊接性和力學性能,鋁-鋼焊接結構已廣泛應用于汽車、輪船制造等行業。
鋁的熔點為660℃,比鋼低700-900℃,在焊接時,熔點低的鋁先熔化,此時鋼仍未熔化,由于鋁與鋼的密度差別較大,熔池中的鋁會浮在鋼上面,冷卻后會造成焊縫成分的不均勻;鋁和鋼之間的線膨脹系數相差較大,會導致在焊接接頭中產生較大殘余應力,會導致產生焊接裂紋。
為實現鋁-鋼的可靠連接就需要克服鋁及鋁合金表面的氧化膜對連接的阻礙作用,以及使鋁合金與鋼的界面上不生成或減少脆性金屬間化合物。現有的焊接方法是:
1、壓焊
壓焊就是在焊接過程中,對焊件施加壓力(加熱或不加熱)以完成焊接的方法。在焊接鋁和鋼時,常用爆炸焊、磁脈沖焊、攪拌摩擦焊、擴散焊等方法。
2、熔釬焊
鋁-鋼異種材料熔釬焊同時兼備熔焊和釬焊的特點,焊接過程中,鋁合金和釬料熔化,冷凝后結合在一起,形成熔焊接頭;而鋼未熔化,熔化的釬料借助毛細管作用被吸入和充滿固態焊件間隙內,液體釬料與鋼相互擴散溶解,冷凝后形成牢固的釬焊接頭,可以實現鋁合金與鋼異種金屬的連接。
3、釬焊
鋁-鋼異種材料的釬焊是將釬料放在焊件接縫間隙內,通過加熱使其溶化,而母材不熔化,液態釬料滲入到固態焊件的間隙內,冷卻凝固后便形成牢固的連接。
三種鋁-鋼異種材料的焊接方法中,壓焊、釬焊工藝方法能夠實現鋁鋼的連接,但對工件的尺寸形狀有一定的限制,生產效率低。熔釬焊可以通過釬料控制鋁鋼金屬間脆性化合物,特別是激光填絲熔釬焊,具有熱輸入小,焊接速度快,易于實現自動化等特點,可獲得優質、熔釬焊焊接接頭,應用前景廣闊。
今天給大家分享一下球墨鑄鐵管的裂紋修復技術!球墨鑄鐵管裂紋的修復球墨鑄鐵管件性脆且鑄造過程中易產生氣孔,在長期的震動和沖擊下,易造成應力集中,導致殼體開裂。由于球墨鑄鐵管的焊接性較差,加上液壓設備的密封性要求較高,傳統的焊補工藝根本無法實現修復。而現場一般沒有此類設備的備品備件,購買更換需要大量的停機時間。
此類問題現在多采用高分子復合材料進行修復,高分子金屬修復材料優良的機械性能及良好的粘接力、耐壓性,使得該問題得以有效解決。修復過程:根據現場情況,建議企業先用電焊把裂紋上下連接,焊接幾個點用于加強殼體結構力。找到裂紋的終點位置,在終點處打4.2mm止裂孔防止裂紋的進一步延伸。用磨光機沿裂紋打磨干凈,向兩邊擴展75px打磨。用無水乙醇清洗干凈后調和高分子金屬修復材料配合加強帶對裂紋進行修復治理。
在海南省采購歡迎訪問##球墨鑄鐵管##廠家請認準凌洲管業(海南省分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:許經理-【18365709555】,地址:經濟開發區)。












