| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 廠家 | 上沅 |
| 規(guī)格 | 規(guī)格齊全 |
| 型號 | 多種 |
| 產(chǎn)地 | 河北 |
| 材質(zhì) | Q345C |
| 顏色 | 灰色 |
| 加工方式 | 機加工 |
架支座球鉸支座工廠認證")
架支座球鉸支座工廠認證")
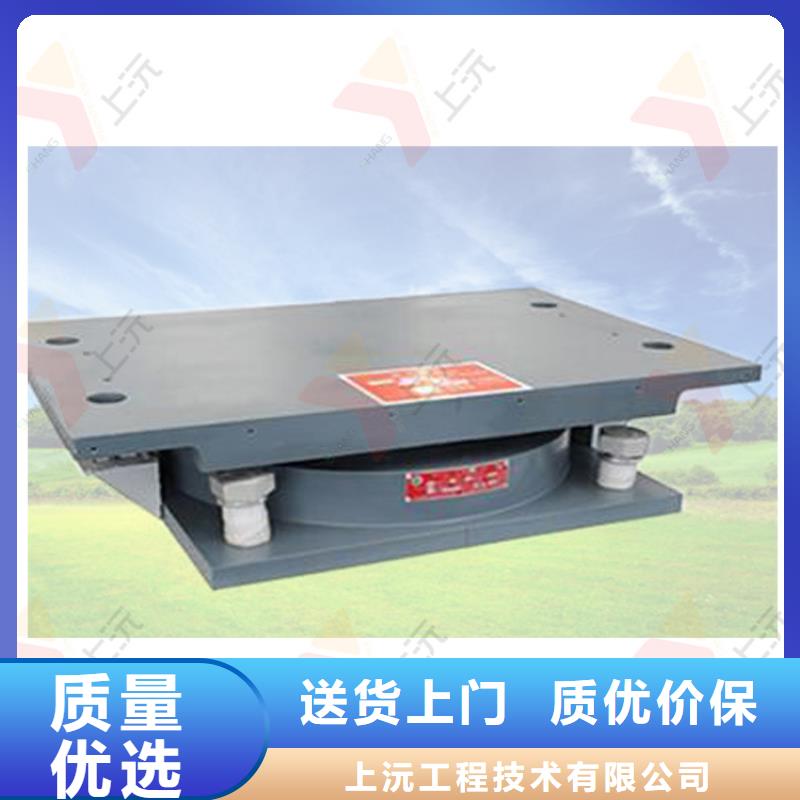
1) 在常用混凝土許用壓應(yīng)力下,假設(shè)垂直承載力 值和小值的比值為通常值,支座的上下滑移面都可采用相同的混凝土許用壓應(yīng)力值;
2) 縱向活動支座和固定支座的橫橋向水平力為支座 垂直承載的10%或按用戶要求;
3) 支座旋轉(zhuǎn)角允許正切值tgj= ±0.01或按用戶要求;
4) 支座設(shè)計位移量
順橋向:1000~30000KN ex=± 50、± 100和± 150mm;橫橋向(多向活動支座)ey=±20mm、±40mm。位移量根據(jù)工程需要可進行特定設(shè)計。
對于其他的混凝土許用壓應(yīng)力和特殊的承載條件,我們可以根據(jù)不同地區(qū)和 標準,如DIN 4141、BS5400、AASHTO等,按照你的要求為您設(shè)計合理的支座尺寸。
架支座球鉸支座工廠認證")
架支座球鉸支座工廠認證")
架支座球鉸支座工廠認證")
上沅工程技術(shù)有限公司(湖北分公司)是在由小到大從弱到強一路走的一家集研發(fā)生產(chǎn)銷售 單向支座服務(wù)為一體的廠家,多年以來緊跟時代的發(fā)展不斷創(chuàng)新,為我們的用戶提供綠色環(huán)保的 單向支座產(chǎn)品。公司立足 單向支座市場,以市場為導向,客戶為基礎(chǔ)不斷創(chuàng)新來,采取新工藝,新的合作模式不斷滿足不同客戶的需求。
架支座球鉸支座工廠認證")
架支座球鉸支座工廠認證")
架支座球鉸支座工廠認證")
支座的養(yǎng)護
1、支座使用期間就定期每查一次、保養(yǎng)一次。
2、檢查支座與上、下連接件是否有破壞,檢查螺栓是否剪斷或松動,焊縫是否開裂等。
3、旋動固定螺母,清洗干凈后重新上油,以免銹死。
4、檢查支座本身高度變化,此變化反應(yīng)聚四氟乙烯板的磨耗狀況,當高度變化超過 4 ㎜時應(yīng)大修。
5、檢查防銹漆完好程度,如有脫落應(yīng)用砂布磨出鋼體并呈現(xiàn)出金屬光澤后重新上漆。
6、特殊情況發(fā)生后(如*震、破壞性大風等),應(yīng)及時檢查上述內(nèi)容。
架支座球鉸支座工廠認證")
架支座球鉸支座工廠認證")
架支座球鉸支座工廠認證")
qxgc

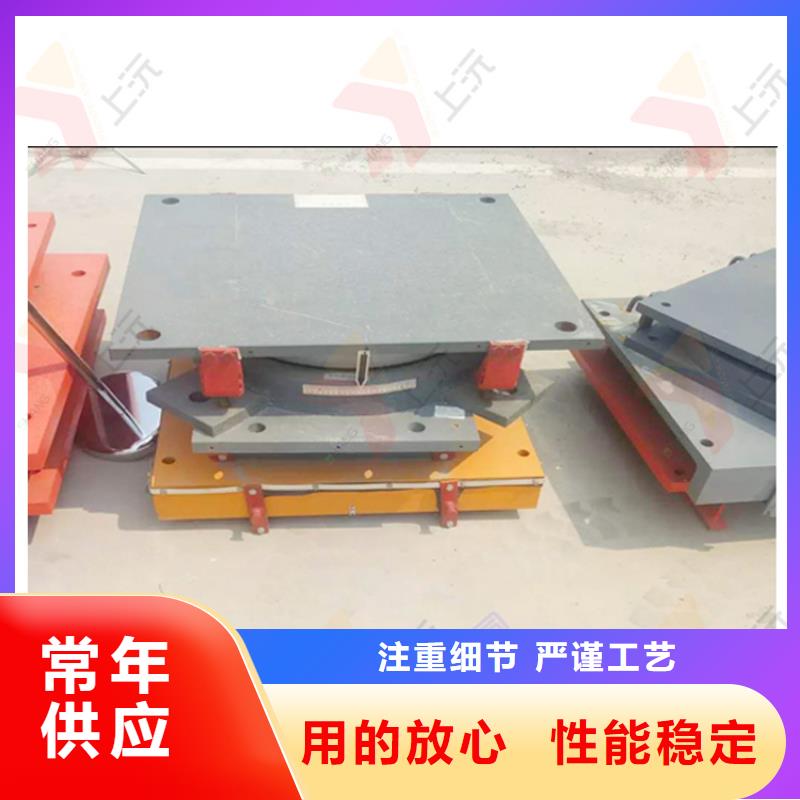
支座施工鋼網(wǎng)架平面安裝:
1)放球:將己驗收的焊接球,按規(guī)格、編號放入安裝節(jié)點內(nèi)同時應(yīng)將球調(diào)整好受力方向與位置。一般將球水平中心線的環(huán)形焊縫置于赤道方向。有肋的一邊在下弦球的上半:
2)放置桿件:將備好的桿件,按規(guī)定的規(guī)格布置鋼管桿件放置桿件前,應(yīng)檢查桿件的規(guī)格、尺寸,以及坡口、焊縫間隙將桿件放置在二個球之間,調(diào)整間隙,點固。
3)平面網(wǎng)架的拼裝應(yīng)從中心線開始,逐步向四周展開,先組成封閉四方網(wǎng)格,控制好尺寸后,再拼四周網(wǎng)格,不斷擴大。注意應(yīng)控制累積誤差,一般網(wǎng)格以負公差為宜。
4)平面網(wǎng)架焊接,焊接前應(yīng)編制好焊接工藝和網(wǎng)接順序,防止平面網(wǎng)架變形。
5)平面網(wǎng)架焊接應(yīng)按焊接工藝規(guī)定,從鋼管下側(cè)中心線左邊20—30mm處引弧,向右焊接,逐步完成仰焊、主焊\爬坡焊、平焊等焊接位置。
6)球管焊接應(yīng)采用斜鋸齒形運條手法進行焊接,防止咬肉。
7)焊接運條到圓管上側(cè)中心線后,繼續(xù)向前焊20-30mm處收弧。
8)焊接完成半圓后,重新從鋼管下側(cè)中心線右邊20-30mm處反向起弧,向左焊接,與上述工藝相同,到頂部中心線后繼續(xù)向前焊接,填滿弧坑,焊縫搭接平穩(wěn),以保證焊縫質(zhì)量。
有限公司(湖北分公司)名片")