| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
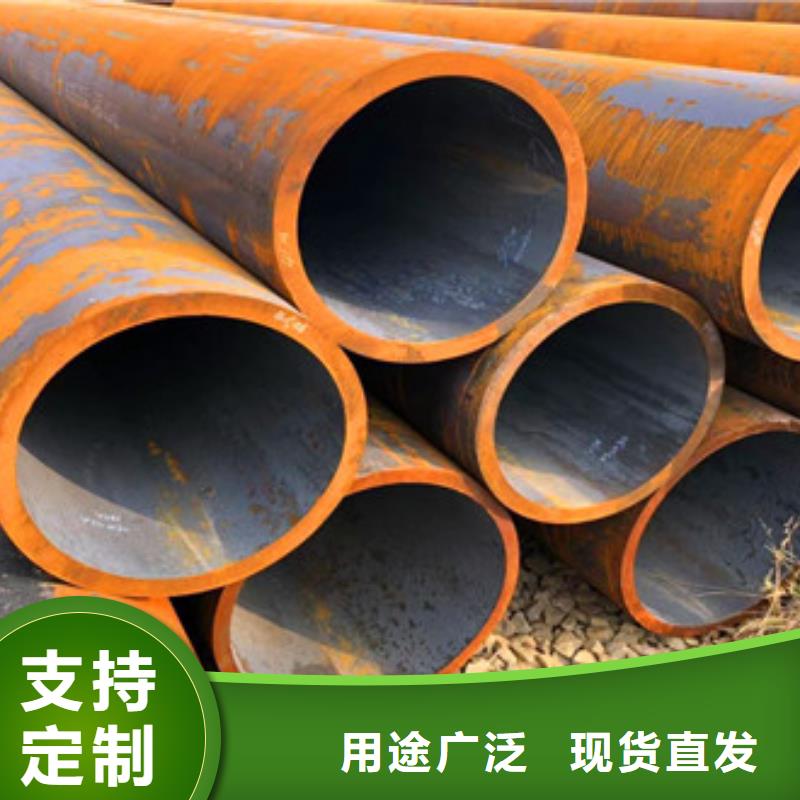
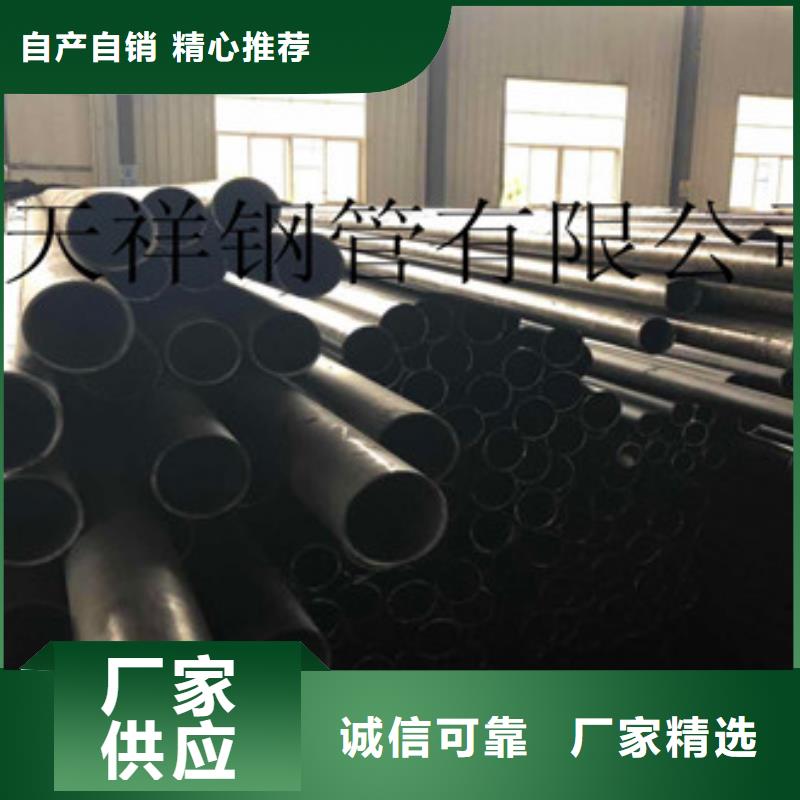
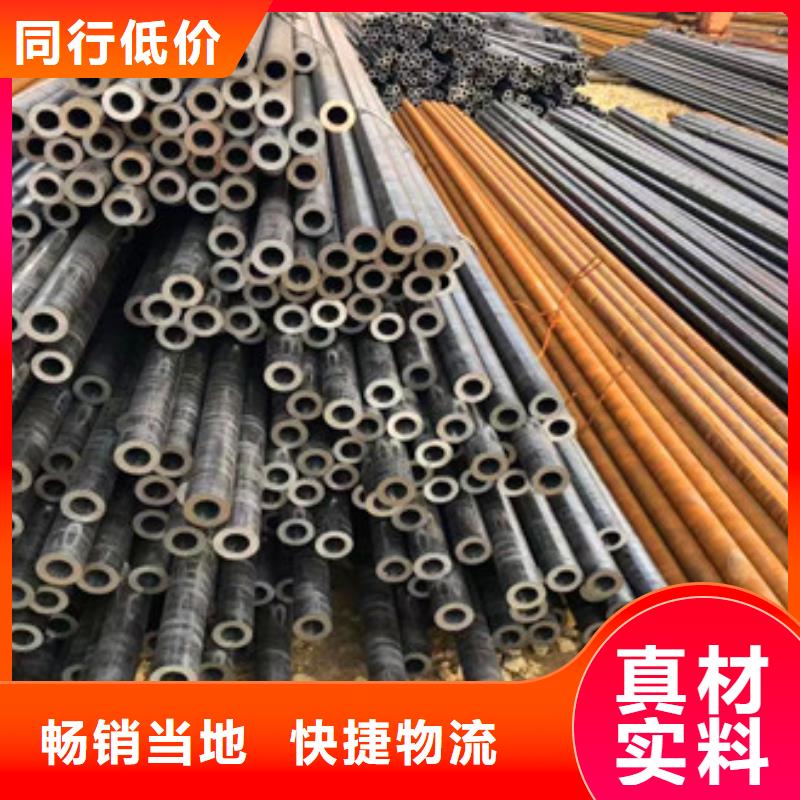
天祥鋼管(臨汾市分公司)處于素有“ 無縫厚壁管之都”美稱的山西臨汾,優越的地理位置和便利的交通給公司的發展帶來了充分的條件.技術骨干精良,實力雄厚,公司勇于創新,一直致力于 無縫厚壁管生產技術的革新,跑在生產技術的前沿。




①FRP管在施工前,應對外觀和尺寸進行檢查,按出廠合格證進行驗收。
②管道安裝圖是管道安裝工程的依據,FRP/PVC管的敷設(包括連接形式、坐標、標高、坡度、坡向等)支承,FRP/PVC管和設備、管道附件的連接,管道附件的安裝位置、支承等,均應符合設計圖紙,如有變動,必須與設計單位協商解決。
③管道安裝,可按管道安裝圖所劃分的管段,從管道的一端依次安裝管道附件,直至另一端,再設支架或支座(必要時在安裝過程中需設臨時支撐)。管道吊裝時,外壁表面必須采取保護措施,禁止與鋼絲繩直接接觸,以免造成局部受力。
④FRP管的連接點只允許在直管部分。對焊連接點與管道支座邊緣的距離,應大于管道的外徑且不小于100mm;承插連接處與管道支座邊緣的距離應大于150mm。
⑤管道的連接結構形式有承插式連接、法蘭式連接(焊環活套法蘭連接和復合平焊法蘭連接)、對焊連接三種。此工程中將根據設計文件的具體要求確定安裝方法。
⑥從事焊接的安裝工人必須持有焊工合格證,并熟悉FRP/PVC管的粘接劑性能及其安裝方法,并且有熟練的PVC焊接操作能力。
⑦管道在承插連接前,首先應連接處PVC管內壁污垢,然后將承插頭插入承插座內,承插口不得有歪斜,裂紋等缺陷,達到承插深度后,方可進行PVC焊接。
⑧承插部位應采用FRP增強,在增強處均勻涂一層R膠,涂層厚薄均勻,不得漏涂和流淌,再包一層玻璃布,涂不飽和樹脂,包玻璃布,反復進行,直至厚度達到要求為止。
⑨當承插口安裝不合格需返修時,承插頭和承插座必須重新制作,不得采用已使用過的承插件。
⑩法蘭與管道連接時,內外兩面都必須與管子焊接,法蘭面與管子軸線傾斜度應小于或等于管子外徑的1/100.法蘭連接應嚴格對中,軸向允許偏差不大于2mm,不得用強緊螺栓的方法歪斜。擰緊螺栓分兩次進行,次均勻對稱地擰一遍,然后再擰緊螺栓。



非金屬夾雜是金屬基體內的條狀氧化物、硫化物、以及脆性和塑性硅酸鹽,是鋼質不純凈含夾雜較多的緣故。當鋼錠偏析嚴重時,偏析部分的非金屬夾雜也更嚴重。
非金屬夾雜影響鋼的焊接性能,使可焊性降低。當鋼帶邊緣部分存在非金屬夾雜時,焊縫部位會出現裂縫和裂紋,壓扁后在裂口處可見淺黃色夾雜物。
提高鋼的純凈度,盡量減少夾雜,就能提高其焊接性能
孔型是由一對(或更多)軋輥車出的槽組成。鋼帶(軋件)通過孔型變形為一定的形狀,通過一系列連續的孔型變形,成型為管筒狀。對于這一個系列的孔型形狀和尺寸的選擇、計算和確定,并終繪制成軋輥圖的整個過程叫做孔型設計。對焊管軋輥孔型設計的基本要求是:
(1) 以少的道次(即短的變形區長度)完成整個成型變形過程;
(2) 成型時產生的邊緣延伸盡可能小,不致產生鼓包和褶皺;
(3) 邊緣得到充分的變形,管筒對縫處沒有尖嘴形;
(4) 鋼帶在孔型中成型穩定;
(5) 變形均勻,軋輥磨損小且均勻;
(6) 能量消耗小;
(7) 能保證焊管尺寸規格和表面質量符合標準要求;
(8) 軋輥加工方便,制造容易,孔型設計能與加加工相結合;
(9) 孔型設計具有規范化和標準化特點,能適合同種類型機組的同種規格產品;
(10) 能利用電子計算機進行輔助設計(CAD)。


名片")