

以下是:無縫鋼管規格尺寸的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 型號 齊全 產地 山東聊城 名稱 無縫鋼管 無縫鋼管規格尺寸_寶菱鋼管有限公司(六安分公司),固定電話:15095038058,移動電話:15095038058,聯系人:李經理,QQ:979449872,開發區武夷山路大東市場A1-335號 發貨到 安徽省六安市。 安徽省,六安市 2022年,六安市實現地區生產總值2004.6億元,按不變價格計算,同比增長4.2%。
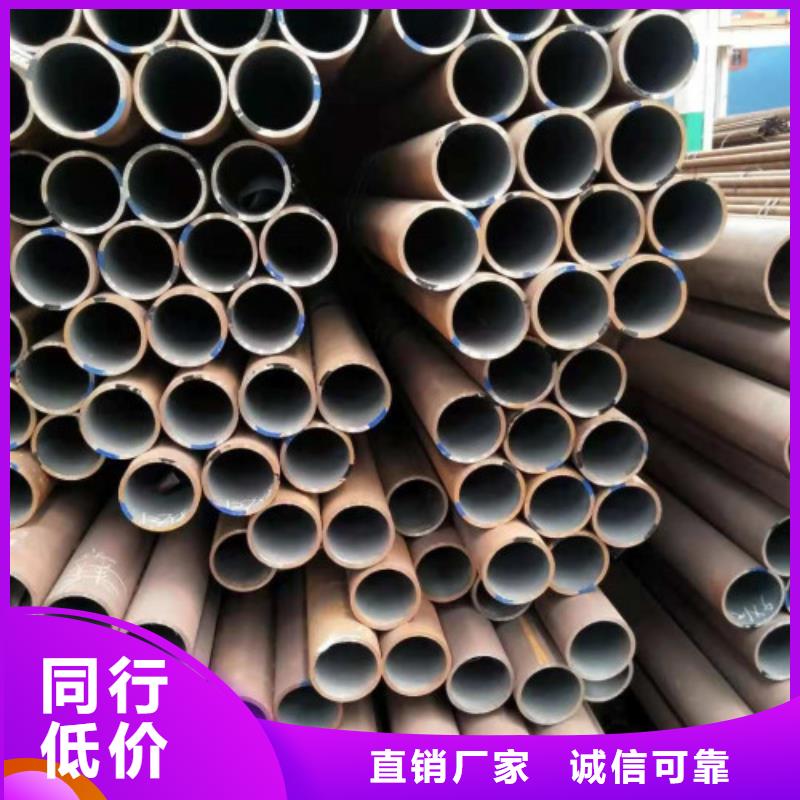
想要更深入地了解我們的無縫鋼管規格尺寸產品?那么請觀看我們制作的視頻,它比任何文字描述都更具體、更生動。以下是:無縫鋼管規格尺寸的圖文介紹
安徽六安寶菱鋼管有限公司始終堅持“創新務實,追求卓越,誠信守約,用戶至上;以質量求生存,以科技求發展”的經營理念。秉承“員工與企業共成長,企業與合作伙伴共同發展”的指導思想。以科學的管理為基礎,以的人才為支撐,以不斷創新的激情為動力,以打造的“安徽六安寶菱鋼管有限公司”品牌為己任,企業形象,創造出更好的 無縫管產品。
(5)彎曲度:外徑大于6″的管材,彎曲度應不大于鋼管全長的0.1%(6)壓扁試驗:外徑不大于φ168×3mm的電焊鋼管當壓至其外徑的3/4″時,焊筋不出現裂紋;壓至外徑的3/5時,焊縫處不應出現裂紋壓至外徑的1/3時,焊縫以外的其它部位應不出現裂紋。7)水壓試驗:鋼管如需做水壓試驗時,穩壓時間應不小于5秒,試驗壓力應為6″-6mpa,8″-10″-8mpa,12″-12mpa,在試驗壓力下,鋼管應不滲漏。管道安裝◆機具準備:選擇符合要求滾槽機、開孔機和切管機;◆管道準備:垂直切割管道,清潔和加工管端凹槽,加工時小心管道爆裂,和出現鋒利邊沿,鋒利邊沿可能損壞密封圈,凹槽寬度和深度,必須符合凹槽技術標準。◆檢查和潤滑密封圈:檢查密封圈,確保密封圈規格正確。在密封圈外部和內部密封唇上,涂薄薄一層潤滑劑。
應小心不要將顆粒雜質黏附在密封圈表面。使用潤滑劑作為密封圈的配件。優良的密封圈潤滑劑是防止密封圈磨損和可能損傷的基礎。(如下圖)◆密封圈安裝滑動密封圈到管端,確保密封唇不要懸垂在管端。(如下圖)◆密封圈定位將密封圈在靠攏的兩側管端上定位后,把密封圈拉到兩側管端凹槽的中心位置。密封圈不應進入管道凹槽。(如下圖)◆安裝連接器外殼把外殼合在密封圈上,使殼體卡口咬合在管道凹槽內,插入螺栓,用手擰緊螺帽。(如下圖)◆擰緊螺帽交替、均勻地擰緊兩側螺帽,直到螺栓底座金屬面接觸,螺栓收緊。b.機械三通、機械四通安裝先從外殼上去掉一個螺栓,松開另一螺帽直到與螺栓端頭平,將下殼旋離上殼約90度,把上殼出口部分放在管口開口處對中并與孔成一直線,在沿管端旋轉下殼(如是機械四通,下殼方法與上殼相同)使上下兩塊合攏。
c.法蘭片安裝◆安裝法蘭片: 先松開兩側螺絲,將法蘭兩塊分開,分別將兩塊法蘭片的環形鍵部分裝入開槽管端凹槽里,再把兩側螺絲插入擰緊,調節兩側間隙相近。◆安裝密封圈 將密封圈"C"形開口處背對法蘭,沿管端方向推入法蘭內徑凹槽內即可d.選擇符合要求的橡膠密封圈附(表一)e.管外徑與溝槽加工尺寸附(表二)f.管道支吊架安裝附(表三)g.管道加工尺寸附(表五)h.質量要求◆管道安裝時應考慮管間隙量,也就是鋼管的膨脹量。◆管道安裝后要進行試壓檢查是否泄漏。如有泄漏其原因如下:◆螺栓沒擰緊,卡箍接觸面有間隙。◆溝槽加工深度應符合要求。◆密封面不應有雜質。◆鋼管端部密封面有傷痕或溝線狀傷痕不能安裝◆密封圈不能有啃圈。
寶菱鋼管有限公司
對于細長管材,如果使用水淬調質工藝,容易出現彎曲,如果采用正火或者正火+回火工藝更具有適用性。鋼管生產技術的進步一方面在用戶需求的推動下不斷進行了新產品開發,從生產企業的低成本化出發促進了新技術開發。1.無縫鋼管的生產技術對日本無縫鋼管生產廠來說,這10年間乃是擺脫慢性虧損的階段,在激烈的市場競爭下出現了外商合資和兩廠合并等重大變革。近年來由于油氣開發轉向深海和CO2、H2S濃度高的惡劣環境,促進了13Cr等高合金鋼管的開發。(1)穿孔。有兩項成果:一是交叉穿孔機的穿孔技術,二是擴管穿孔技術。前者為適應以13Cr為中心的高合金鋼管的生產而開發成功,有利于抑制穿孔時伴生的剪斷形變而為多數廠所采用。并配套開發出高溫強度高的芯棒,今后考慮開發含Ti、Zn、Mo合金的超長壽命芯。
后者亦開發很久,因用曼內斯曼穿孔機穿孔時管端質量不佳,致擴管率(穿孔外徑/管坯外徑)僅達1.2~1.3,而交叉穿孔則可達1.4~2.0,使壁厚/外徑比由7%變薄至3%,對下道工序的軋管十分有利,使軋管機架由原來的7臺減為5臺,對簡化軋管工序和節約設備投資均有利。(2)連續軋管。由于回程連續軋管技術可產出表面性能好、壁厚精度高的超大徑無縫鋼管,逐步代替了芯棒軋管機。加上穿孔機的工作負荷加大,為連續軋管減少道次創造了條件,更加速了節約投資的5~4機架的連續軋管機的推廣。加之機架配置亦由X式改為VH式,進一步實現了緊湊化和節約設備投資。作為提高產品形狀精度的技術,除不斷提高計算機的高精度控制外,并出現了高精度的三輥軋機。
為下工序的拉伸減徑軋制時減少管端切頭損失,又開發成功通過軸壓下和計算機控制的薄壁管端連續軋管技術。(3)拉伸減徑軋制使過去長期存在的兩個問題均基本得到解決。首先是長度方向管端壁偏厚問題,由于連續軋管薄壁化和速度控制已基本解決;其次是外徑壓下時產生的內部張力問題,通過研究軋輥形狀和張力的影響,采取了15°配置的斜輥機和4輥減徑機的解決方案。(4)今后技術開發的主要方向是生產高合金管、降低設備費用、提高壁厚和外徑的精度及其及搞好節能。一:以知無縫管無縫鋼管外徑規格壁厚求能承受壓力計算方法 (鋼管不同材質抗拉強度不同)壓力=(壁厚*2*鋼管材質抗拉強度)/(外徑*系數)。
今年在安徽省六安市購買無縫鋼管規格尺寸有了新選擇,寶菱鋼管有限公司(六安分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的無縫鋼管規格尺寸產品。如需購買或咨詢,請隨時聯系我們,聯系人:李經理-15095038058,QQ:979449872,地址:開發區武夷山路大東市場A1-335號。








