
以下是:云浮市羅定市方管銷售廠家的產品參數
產品參數 產品價格 電議 供貨總量 電議 運費說明 電議 材質 Q355B 品牌 聊城邁華冠金屬制品有限公司 材質 16MN 發貨期限 7-15天 產地 山東 類型 非標定做 范圍 方管銷售供應范圍覆蓋廣東省 云浮市 云城區、新興縣、郁南縣、云安區、羅定市等區域。 方管銷售廠家,邁華冠金屬制品(羅定市分公司)為您提供方管銷售廠家,聯系人:魏經理,發貨地:開發區凱恩鋼材倉儲辦公室。 廣東省,云浮市,羅定市 羅定市擁有廣闊的平原地貌和獨特的盆地性氣候,羅定盆地是廣東盆地。羅定歷史上是古絲綢之路的重要節點,西江走廊的交通要沖,史稱“門庭巨防,撫綏重地”。明萬歷年間(1577年),因平定羅旁地區的“瑤亂”,肇慶府瀧水縣升格為羅定州,成為嶺南歷史上個直隸州。羅定形成了開放、兼容的多元文化特色,開拓、冒險、進取和創新的文化特質。
無需繁瑣的文字描述,觀看我們的視頻,讓方管銷售廠家產品一覽無余!以下是:云浮羅定方管銷售廠家的圖文介紹
鑄坯在彎曲、矯直或輥子壓力的作用下,在正在凝固的,非常脆弱的固液交界面產生的裂紋,叫內部裂紋。這種裂紋可通過鑄坯試樣的酸浸和硫印試驗顯示,嚴重的用肉眼就可觀察到。方矩管內部裂紋可分為以下幾種:
(一)對角線裂紋:方坯橫斷面沿對角線方向產生的裂紋。這是二次冷卻不均勻,使鑄坯發生扭曲所致。防止鑄坯菱變可這種裂紋;
(二)中心線裂紋:在板坯橫斷面中心可風的縫隙,并伴隨有正偏析,它是由凝固末期鑄坯鼓肚造成的;
(三)角部裂紋:是由于結晶器冷卻不均勻所產生的變形應力,作用在方矩管鑄坯角部附近而產生的。如盡量使結晶器內均勻冷卻,就可防止這種裂紋;
(四)壓下裂紋:是由于拉輥壓力過大,在凝固的鑄坯固液兩相區產生的。這種裂紋可采用油壓控制拉輥機構或設置限位墊塊等措施,就可防止;
(五)星狀裂紋:方坯橫斷面中心裂紋呈放射狀。鑄坯在二次冷卻區冷卻太強,隨后溫度回升而引起凝固層鼓脹,使鑄坯中心粘稠區受到拉應力而破壞所致;
(六)矯直裂紋:是帶液芯的鑄坯在進行矯直時,受到的變形超過了所允許的變形率造成的,這種裂紋,可采用多點彎曲矯直和壓縮澆鑄技術來;
(七)中間裂紋:主要是由于鑄坯通過二次冷卻區時冷卻不均勻,溫度回升大而產生的熱應力造成的;
(八)皮下裂紋:離方矩管表面3-10mm范圍內的細小裂紋,主要是由于鑄坯表層溫度反復變化而發生多次相變,裂紋沿兩種組織交界面擴展而形成的。
方管協會今日要聞:要改善方矩管鑄坯內部裂紋問題,我們應從以下三點著手:
一、形變量:形變量越大,對鑄坯連鑄連軋越有利,但同時導致鑄坯產生內裂紋的危險性增大。對于不同的冶金條件,如何確保不產生內裂紋的情況下限度提高生產率、獲得的變形量等問題有待深入研究解決。
二、壓下量的分配。鑄坯距離結晶器近的區段其凝殼較薄,在相同的變形率條件下,允許的壓下量可以較大,且由于坯殼的溫度較高,對于抑制應變和應力的積累較有利,因此在液芯壓下的前期應采用較大的壓縮速率。在液芯壓下的后期,由于凝殼厚,凝固前沿的應變較大,同時由于鑄坯溫度降低,對于抑制應變和應力的積累不利,所以應采用較小的壓縮速率。
三、單輥壓下量。對帶液芯的鑄坯來說,由于溫度很高,方矩管坯殼強度低,特別是在坯殼的凝固前沿處的強度和塑性都很低。在這個區域內很容易因坯殼受力變形而在枝晶間的切口處形成裂紋。當這些裂紋被殘余的鋼液充填后,由于偏析的作用會增加晶界的脆性,使裂紋繼續擴展,終在鑄坯中形成內裂。因此帶液芯的鑄坯在二冷區運行過程中應盡量避免發生較大的變形,將變形限制在允許的范圍內。
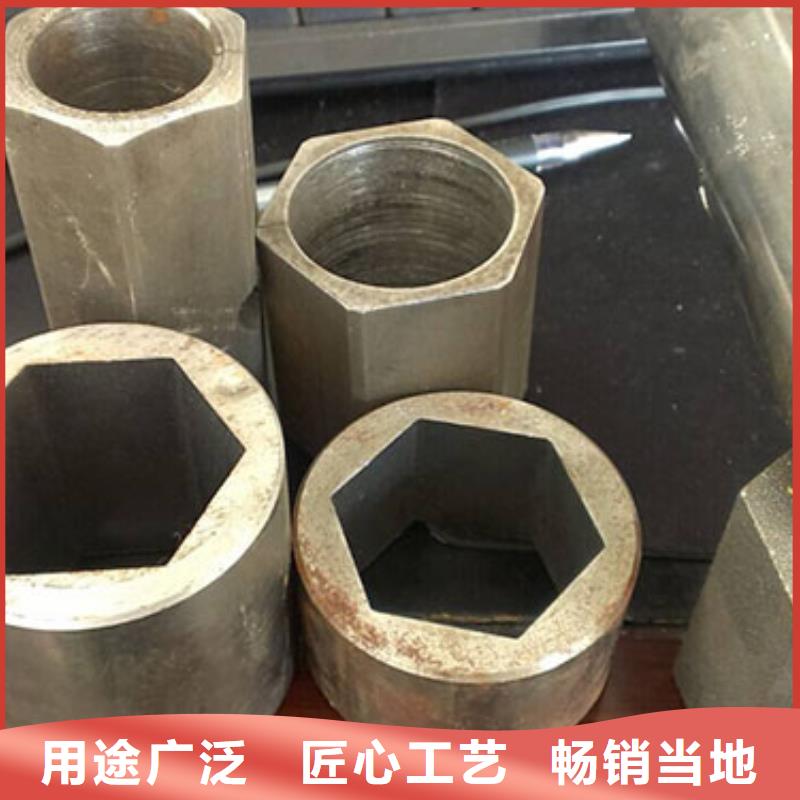
16Mn方矩管高頻焊接工藝
1 焊縫間隙的控制
將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。
2 焊接溫度控制
焊接溫度主要受高頻渦流熱功率的影響,根據公式(2)可知,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵頻率的平方成正比;而電流激勵頻率又受激勵電壓、電流和電容、電感的影響。激勵頻率公式為:
f=1/[2π(CL)1/2]...(1)
式中:f-激勵頻率(Hz);C-激勵回路中的電容(F),電容=電量/電壓;L-激勵回路中的電感,電感=磁通量/電流
上式可知,激勵頻率與激勵回路中的電容、電感平方根成反比、或者與電壓、電流的平方根成正比,只要改變回路中的電容、電感或電壓、電流即可改變激勵頻率的大小,從而達到控制焊接溫度的目的。對于低碳鋼,焊接溫度控制在1250~1460℃,可滿足管壁厚3~5mm焊透要求。另外,焊接溫度亦可通過調節焊接速度來實現。
當輸入熱量不足時,被加熱的焊縫邊緣達不到焊接溫度,金屬組織仍然保持固態,形成未熔合或未焊透;當輸入熱時不足時,被加熱的焊縫邊緣超過焊接溫度,產生過燒或熔滴,使焊縫形成熔洞。
3 擠壓力的控制
管坯的兩個邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結晶,終形成牢固的焊縫。若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂;如果擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷。
4 高頻感應圈位置的調控
高頻感應圈應盡量接近擠壓輥位置。若感應圈距擠壓輥較遠時,有效加熱時間較長,熱影響區較寬,焊縫強度下降;反之,焊縫邊緣加熱不足,擠壓后成型不良。
5 阻抗器是一個或一組焊管專用磁棒,阻抗器的截面積通常應不小于無縫方管內徑截面積的70%,其作用是使感應圈、管坯焊縫邊緣與磁棒形成一個電磁感應回路,產生鄰近效應,渦流熱量集中在管坯焊縫邊緣附近,使管坯邊緣加熱到焊接溫度。阻抗器用一根鋼絲拖動在管坯內,其中心位置應相對固定在接近擠壓輥中心位置。開機時,由于管坯快速運動,阻抗器受管坯內壁的磨擦而損耗較大,需要經常更換。
6 焊縫經焊接和擠壓后會產生焊疤,需要。方法是在機架上固定刀具,靠焊管的快速運動,將焊疤刮平。焊管內部的毛刺一般不。
云浮羅定邁華冠金屬制品有限公司成立多年,集【無縫鋼管】研發、生產、銷售和服務于一體的實業型企業,公司主要研制【無縫鋼管】并可根據客戶圖紙或要求研制各種非標【無縫鋼管】。 以人為本、科學管理、技術優先、品質保障、誠信務實,取得國內外客戶的信賴與支持。 我們的目標是,讓我們的【無縫鋼管】產品和服務譽滿全球!
目前,熱鍍鋅無縫管,方管作為一種常見的防火管,在消防領域發揮著不可替代的作用。到目前為止,熱鍍鋅無縫管仍然是常用和有效的工藝措施,以防止鋼腐蝕。除了形成防止空氣和水腐蝕的外部涂層外,鍍鋅鋼還利用其電子負性(與鋅相比)來保護鋼,優先考慮氧化鋅涂層和犧牲鋅。因此,即使通過油涂等防腐手段進行處理,普通鋼管的耐腐蝕性也難以與熱浸鍍鋅無縫鋼管相比。
根據行業標準對熱鍍鋅無縫管涂層的防腐壽命進行比較。只要鋅層的厚度(鋅鐵合金層+鋅層)不低于標準規定的厚度,沿海地區的防腐期可長達50年,內陸地區的防腐期可長達70年。在防腐服務期間幾乎沒有維護。因此,應選擇耐用的熱浸鍍鋅無縫鋼管作為關系到人民生命財產的消防管線。
今年在云浮市羅定市購買方管銷售廠家有了新選擇,邁華冠金屬制品(羅定市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的方管銷售廠家產品。如需購買或咨詢,請隨時聯系我們,聯系人:魏經理-【13153825082】,地址:開發區凱恩鋼材倉儲辦公室。










