以下是:實力雄厚的焊接平臺供貨商的產品參數
產品參數 產品價格 1650/臺 發貨期限 現貨 供貨總量 50 運費說明 包含運費 小起訂 1 質量等級 優 是否廠家 是 產品材質 鑄鐵 產品品牌 偉業 產品規格 1000-8000 發貨城市 泊頭 產品產地 河北 加工定制 是 產品重量 噸 產品顏色 可選 質保時間 一年 適用領域 機械加工檢測 材質 灰口鑄鐵HT250 工作面精度 1級、2級、3級 T型槽開口尺寸 14、16、18、22、28 平臺高度 220-250-280-300-350-400 工作面厚度 15、20、25、30、40、50、60、70、80、90、100等 回火熱處理溫度 650-850度 生產周期 現貨或3天內發貨 平臺規格 1000*1500-4000*8000 安裝調試配件 墊鐵、斜鐵、支架、地錨器 實力雄厚的焊接平臺供貨商_偉業五金機械廠(羅定市分公司),固定電話:【18762195566】,移動電話:【18762195566】,聯系人:李經理,工業開發區 發貨到 廣東省 云浮市 云城區、新興縣、郁南縣、云安區、羅定市。 廣東省,云浮市,羅定市 羅定市是廣東省首批歷史文化名城、廣東省直管縣財政改革試點,“東融西聯”樞紐門戶。2018年廣東鄉村振興培訓學院落戶羅定。羅定產業轉移工業園被確定為省產業集聚發展區。2022年,羅定市實現地區生產總值(GDP)319.19億元,同比增長1.8%。
實力雄厚的焊接平臺供貨商視頻展示,產品更生動!讓您親眼見證其優點和特點,為您的購買決策提供有力支持。以下是:實力雄厚的焊接平臺供貨商的圖文介紹焊接平臺的刮研過程:焊接平臺的刮研過程:在檢驗平臺刮研全過程中,一般都要經歷粗刮\細刮\精刮3個階段.粗刮階段:粗刮的首要任務應先解決形位誤差問題.比如車床溜臺燕尾導軌的兩端平行度,如不先解決好,留到粗刮好后再解決平行度,不但費工費時而且延誤工期.粗刮刀跡要寬大\要大刀闊斧地進行.對每個點只刮一次不刮第二次.刀跡方向是同方向順次排列,每輪變換一次.經過反復循環不斷刮研,黑點由稀少變稠密,由不均勻分布至均勻分布,當任意刮方(25mm×25mm)達到4~6點時,檢驗平臺表面粗糙度達到Ra2.5~Ra3.2時,即告粗刮階段中止.細刮階段:細刮在粗刮基礎上進行.細刮的任務主要解決表面質量問題,即接觸精度\幾何精度(平面度達到0.01mm/500mm2)\表面粗糙度(Ra1.6~Ra3.2),同時還要兼顧到形位誤差.細刮的刀跡寬為6~8mm ,長10~12mm,刀跡建議采用直推加扭轉法,正“6”塊反“6”塊刀跡較好,當任意刮方達到10~12點時細刮階段即告中止.精刮階段:精刮是在細刮基礎上進行的,精刮的任務是進行提高刮研表面質量,兼顧\核定形位誤差.精刮要磨好平面刮刀,劃線平臺要鋒利,落刀要穩要輕,特別要避免刀角劃傷表面,精刮刀跡寬5~7mm,甚至更窄更短,視刮削平面大小而變化.刀跡建議采用左扭轉法或右扭轉法,刮削時用力宜小,刮花則例外.當黑點增加到每任意方20~25點時,即精刮結束,其檢驗平臺平面度應為0.01mm/500mm2以下,表面粗糙度為Ra0.8~Ra1.6.
焊接平臺的底部設計圍臺和筋臺就是為了增加焊接平臺的穩定性。焊接平臺平臺的內部必須設計加強筋,一般的距離是間距500mm,要是焊接平臺的規格較小也可以按照實際情況來設計。底部設計圍臺和筋臺就是為了增強焊接平臺的穩定性。焊接平臺使用的鑄鐵模包括數個加強筋,加強筋分別設于與鑄槽底端相對應的本體底部,并且加強筋的上端與本體底部連接固定。
焊接平臺可達到180 -200布氏硬度。抗拉強度按每平方毫米260 -300N。優異的穩定性是瑞博發的發展,焊接平臺的肋臺模式的設計加上鑄造后控制冷卻,由產生小冷卻應力和臺的穩定性成熟的核心設計實現。由瑞博發開發了這些制造工藝,促使焊接平臺將保持無失真的準確性,并正確安裝。表面根據需要被加工成不同的平面度精度,。
焊接平臺上的T型槽是按照DIN 650進行加工,與流行的公制或SAE尺寸。T型槽可以加工寬度公差H7-H12。T槽深度也可以在非常高的上拉出來的負載情況下增加。T型槽可在縱向和橫向上根據您的要求,以及螺紋孔和裝配孔進行加工。焊接平臺表面帶交叉T型槽,關節和蓋密封。可以重新布置在許多不同的配置(T形,2個獨立的字段等)。臺安裝在橡膠隔振器與1日約700 Hz的固有頻率。防護蠟仍施加到臺的表面。客戶:MTS動力總成。
焊接平臺作業面的平面度是衡量平臺質量的首要精度目標。按平臺作業面平面度的公役允許值斷定出平臺級別,因而有必要重視平臺作業面平面度的檢定。平臺平面度檢定的度是平臺使用質量的保證。焊接平臺作業面的平面度是指容納平臺實踐作業面且間隔為小的兩平行平面間的間隔,其值可按對角線法、環線法的檢定成果進行“基面改換”求得。 線點安置、重合度、檢定東西檢定的不斷定度、檢定方法、鑒定準則、數據處理是平臺平面度檢定度的要害。平臺作業面平面度檢守時留意這些疑問,有助于檢定質量的進步。
焊接平臺鑄件壁厚過薄,在生產鑄件時會出現鑄件澆不足和冷隔等缺陷。這是因為過薄的壁厚不能保證鑄造合金液具有足夠的能力充滿鑄型。通常在一定鑄造條件下,每種鑄造合金都存在一個能充滿鑄型的小壁厚,俗稱為該鑄造合金的小壁厚。設計鑄件時,應使鑄件的設計壁厚不小于小壁厚。
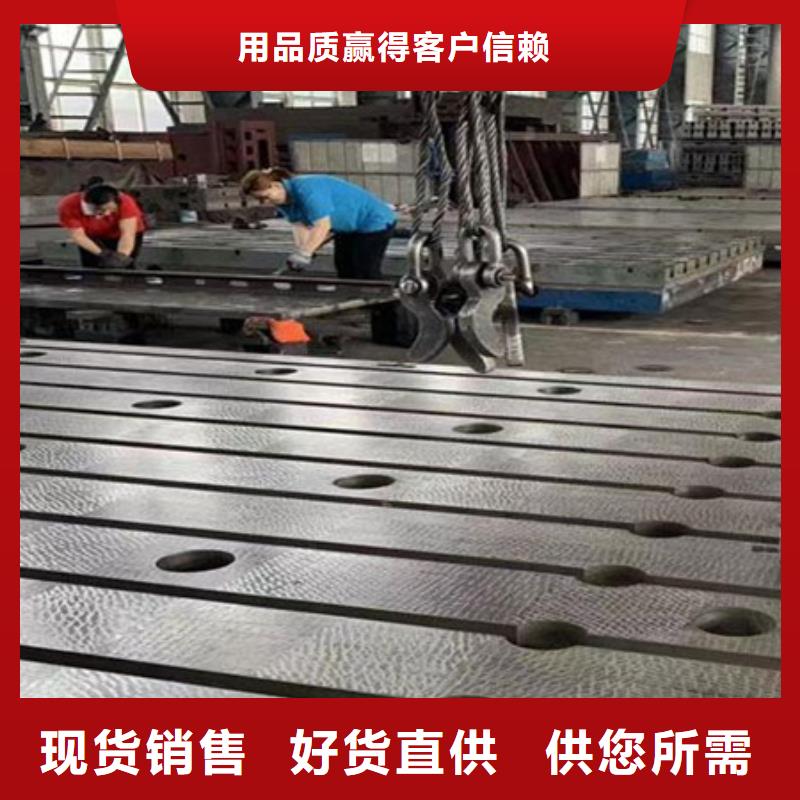
焊接平臺T型槽一般跨距都在2米以上而且螺栓需要頻繁裝卸,以一塊寬3米長6米的T型槽平臺為例,T型槽的跨度是6米,如果不開退絲孔的話那裝卸螺栓就要在平臺的兩端裝卸,頻繁的使用就會降低工作效率效率。如果我們在1.5米、3米和4.5米的地方開退絲孔就會大大降低螺栓的裝卸時間從而提高工作效率,當然這只是一個例子,退絲孔的位置一般都是由使用方根據自身的使用情況確定的。
云浮羅定偉業五金機械廠實行了先進的流水線作業流程,引進了多組先進的進口云浮羅定--鑄鐵焊接平臺廠家大型生產設備。同時對云浮羅定--鑄鐵焊接平臺廠家原材料實行擇優采購,定期招標,為確保產品質量奠定了堅實的基礎。我們本著:“視客戶為親友 供客戶之所需”的原則,真誠為您提供服務,助力事業發展騰飛!先求做精,再求做大,是我們公司為之奮斗的目標,只有這樣,才能在當今這個云浮羅定--鑄鐵焊接平臺廠家產品日新月異的時代站住腳跟。
焊接平臺各項工序都是有嚴格控制的,都有嚴格的質量標準,焊接平臺的四周經過機加工后,就會打上一層膩子,等到膩子完全干透后,經過仔細的打磨,打磨平整后,在此將基礎上,刷上防銹漆,等到防銹漆干透后,在刷上兩遍面漆,起到了相當好的裝飾效果。焊接平臺的底部分布了主要的承重部分,加強筋,這些部位如果處理不好是容易生銹的了,我們通常的做法是,清砂后,在覆蓋在表面的鉛粉后,均勻的刷上基層防銹漆,這樣就可以起到非常好的防銹效果。
焊接平臺輔助支撐點的調整:焊接平臺處于自由狀態時,其自重應該均勻的分布在三個主支點上。輔助支承面應低于主支承面。使用時輔助支承以與焊接平臺剛接觸而不破壞主支承的穩定狀態為原則,也就是說,輔助支承在加工、檢定、使用時應該是不產生反力的,即不與支座接觸,只是在劃線平臺使用時才調整輔助支承使之接觸,但不得使支承力過大而超過主支承點的支承力,這也是輔助支承點數控制在少限度的原因。有些使用廠家為了保證均勻地支承焊接平臺的重量、防止焊接平臺變形、避免焊接平臺傾覆,不再使用腳架支承調整焊接平臺,而是將焊接平臺放置于砂箱內,這也是一種簡易可行的使用方法。
您是想要在云浮市羅定市采購高質量的實力雄厚的焊接平臺供貨商產品嗎?偉業五金機械廠(羅定市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的實力雄厚的焊接平臺供貨商產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:李經理-【18762195566】,地址:《工業開發區》。













