

以下是:球磨鑄鐵閘門廠家指導安裝的產品參數球磨鑄鐵閘門廠家指導安裝,海騰水工機械廠(漯河分公司)為您提供球磨鑄鐵閘門廠家指導安裝的資訊,聯系人:高經理,電話:13722945234、13722945234,QQ:80620247,發貨地:城西工業區。 河南省,漯河市 2022年,漯河市地區生產總值1812.9億元,比上年增長5.2%。
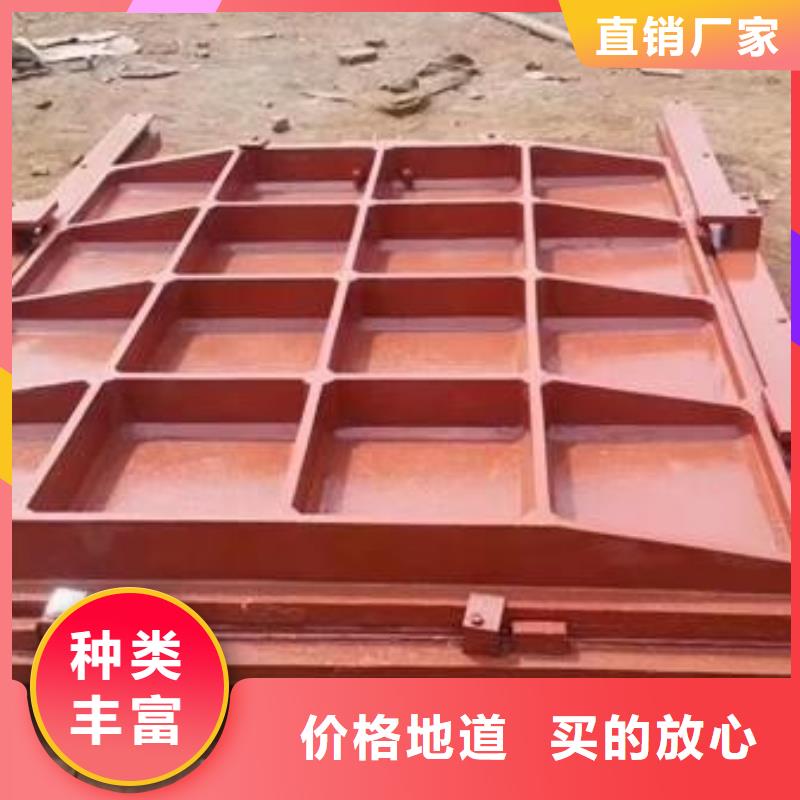
想要一睹球磨鑄鐵閘門廠家指導安裝產品的風采嗎?別猶豫,我們的視頻將帶您領略產品的每一個精彩瞬間,從細節中感受品質,從畫面中捕捉魅力。以下是:球磨鑄鐵閘門廠家指導安裝的圖文介紹
鑄鐵閘門液壓壩和鋼壩的油缸的內漏和外漏引起油缸的不同步會造成閘門面板的扭曲、變形,時間長了會產生應力集中而使閘門報廢,影響了液壓壩和鋼壩的性和使用壽命。而氣盾壩由于閘門面板和氣囊是大面積接觸,整個面板受力好,不會產生應力集中,所以氣盾壩使用,壽命又長;
液壓壩和鋼壩和基礎的連接是鋼性連接,當遭遇大的漂浮物撞擊時,也會引起閘門面板的變形,從而引起閘門封閉不嚴引起漏水,影響景觀。而氣盾壩閘門面板與基礎的連接是柔性連接,當遭遇大的漂浮物撞擊,柔性連接會起到緩沖的作用,加上背面氣囊的緩沖作用減少了閘門面板變形的機率;
液壓壩和鋼壩結構復雜,施工和安裝麻煩,工程量大,時間長,而氣盾壩模塊化設計,施工期短,安裝快,強度低;
液壓壩和鋼壩由于存在內漏和外漏的問題,后期維護、檢修都很麻煩,費用還高,而氣盾壩后期維護費用低,管理簡單。
河南漯河海騰水工機械廠成立與2005年,廠家通過多年積累,技術力量雄厚,【啟閉機】產品質量實行層層把關,加工檢測設備齊全先進,各種【啟閉機】產品質量已得到全國行業用戶的認可好評。
當鑄件缺陷超出上述規定時,我公司質檢及技術人員必須同協作廠家質檢及技術人員共同研究,制定可靠的焊補措施,并得到監理工程師同意才能焊補,焊補后的質量應符合施工圖紙的要求。
b.主輪軸加工及技術要求:
主輪軸采用鍛件。鍛件的鍛造必須符合施工圖紙和SDZ016《鍛件通用技術條件》的要求,主輪軸的加工要求、加工精度及熱處理方法按施工圖紙要求進行,主輪軸的硬度及鍍層應達到施工圖紙要求。
c.主輪軸孔的加工
閘門止水墊板加工完成后,在以止水墊板為基準將門葉結構找平,測量門葉結構中心線與主輪軸孔鏜削裝置工作平臺的平行度,保證其平行度誤差小于2mm,從而保證主輪孔軸線對任何平面的傾斜不超過輪徑的1/1000,找正完成后用螺栓將門葉結構固定在平臺上,然后開動落地鏜銑床鏜削裝置對閘門主輪軸孔進行鏜削加工。加工精度和加工誤差符合以下要求:
主輪軸孔中心線至止水墊板面的距離誤差小于±0.5mm。
所有主輪軸孔中心線對任何平面的傾斜不超過輪徑的1/1000。鑄鐵閘門
門槽埋件部件的制備
主要鋼板用數控切割機下料,用銑邊機加工四邊及焊接剖口, 控制誤差不大于0.3mm,加工面粗糙度Ra<12.5μm。不銹鋼厚鋼板用等離子切割機下料,校直、校平后用銑邊機加工切割面,控制誤差不大于0.5mm,加工面粗糙度Ra<12.5μm。筋板及型鋼用用手工氣割下料,用磨光機磨平,長度誤差不超過1mm,厚度方向誤差不超過厚度的1/10,且不大于2mm,所有板料必須清渣、除毛刺。所有加工面預留4mm加工余量。零部件經檢驗合格,并有檢驗紀錄。門槽埋件鑄鋼件由協作廠家為我公司制作毛胚,我公司按招標文件、施工圖紙要求及相關規范進行加工制作。
(2)主軌
主軌按施工圖紙要求制作,對接面開焊接坡口。主軌工作面用龍門刨床加工,制作及加工造誤差應符合以下要求:
①主軌工作面、直線度不大于0.5mm;主軌非工作面直線度不大于1mm,加工面粗糙度Ra<6.3μm。鑄鐵閘門
球磨鑄鐵閘門廠家指導安裝,海騰水工機械廠(漯河分公司)為您提供球磨鑄鐵閘門廠家指導安裝產品案例,聯系人:高經理,電話:13722945234、13722945234,QQ:80620247,發貨地:城西工業區。











