

以下是:保定市滿城區不銹鋼復合管護欄查看詳情的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 品牌 鑫海達 材質 不銹鋼復合管、不銹鋼管 用途 護欄 使用范圍 橋梁、道路、景區、學校、河道、立交橋、天橋等 型號 201.304、316 顏色 按需顏色 樣式 可定制 經營方式 廠家直銷 范圍 不銹鋼復合管護欄查看詳情供應范圍覆蓋河北省 保定市 競秀區、滿城區、清苑區、淶水縣、阜平縣、徐水區、定興縣、唐縣、高陽縣、容城縣、淶源縣、望都縣、安新縣、易縣、曲陽縣、蠡縣、順平縣、博野縣、雄縣、涿州市、定州市、安國市、高碑店市、蓮池區等區域。 【鑫海達】為客戶提供多樣化產品,包括競秀橋梁護欄老客戶鐘愛、徐水橋梁護欄價格合理、易縣橋梁護欄重信譽廠家、曲陽橋梁護欄為品質而生產、涿州橋梁護欄追求細節品質、定州橋梁護欄廠家大量現貨等,適配多元場景需求。不銹鋼復合管護欄查看詳情,鑫海達金屬制品(滿城區分公司)xinhaid566-14為您提供不銹鋼復合管護欄查看詳情的資訊,聯系人:賈殿濤,發貨地:開發區工業園。 河北省,保定市,滿城區 截至2021年10月,滿城區下轄1個街道、6個鎮、5個鄉、1開發區,滿城區歷史名勝有滿城漢墓、張柔墓、古方順橋、夜借遺址、要莊商周遺址等。地方特產有滿城草莓、滿城磨盤柿、紅崗山桃等。滿城區先后獲“全國科技進步先進縣”,“中華詩詞之鄉”,“中國草莓之鄉”等榮譽稱號。
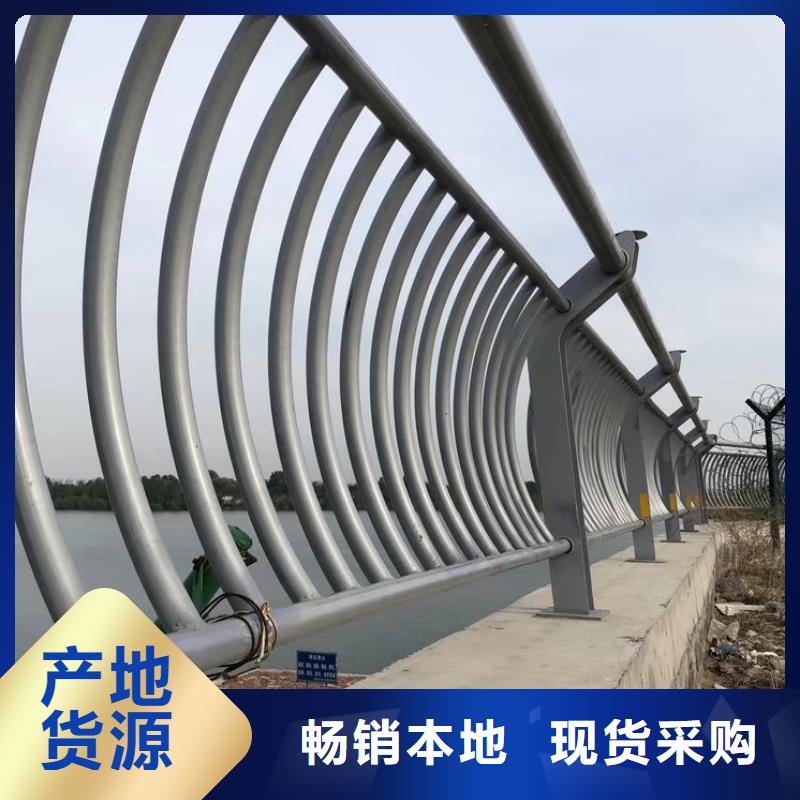
想知道不銹鋼復合管護欄查看詳情產品為何如此受歡迎?觀看視頻,答案自在其中。以下是:保定滿城不銹鋼復合管護欄查看詳情的圖文介紹總經理賈殿濤攜全體員工愿與新老客戶朋友本著誠實守信、互惠互利原則,以真誠的心架起彼此合作的橋梁,互相支持,共同發展,為 橋梁護欄行業的美好明天而共同努力。
不銹鋼復合管護欄焊接注意事項:
1、角接接頭不管復層坐落內側仍是外側,均先焊接底層。當復層坐落內側時,在焊復層曾經應從內角對底層焊根進行清根;當復層坐落外側時,應對底層終焊道進行磨光,焊接復層時可先焊過渡層,也可直接焊復層,這要看不銹鋼復合管護欄厚度而定。
2、由于過渡層在高溫下有碳擴散過程發作,在交界區形成了高硬度增碳帶和低硬度的脫碳帶使過渡層形成了雜亂的金相安排,添加焊接難度。因此,為了防止層基體焊縫熔入奧氏體,可預先將接頭附近的復層金屬加工掉一部分。
3、先焊底層,道底層焊縫不應熔透到復層,以防焊縫金屬發作脆化或發作裂紋,底層鋼焊接時,仍按底層慣例焊接電流。底層焊完后,用碳弧氣刨,鏟削,磨削等辦法清理焊根,要求高的,經X射線探傷合格后,才能焊接過度層。
4、過渡層焊接,為了削減母材對焊縫的稀釋率,在確保焊透的情況下,應盡量少焊接電流;要選用小直徑焊條和窄焊道,有必要蓋滿底層焊縫切高出底層1mm,焊縫成形要滑潤,不能凸起,否則要打磨掉。
5、焊接小直徑不銹鋼復合鋼管時,層焊道應選用鎢極氬弧焊,第二層可用奧氏體不銹鋼焊條焊接。
6、關于大厚度不銹鋼復合管護欄制造的高壓容器,施焊過程中先焊內部不銹鋼復合層,再焊一層鐵素體過渡層終用低合金鋼焊條填滿底層焊縫。
7、根據作業條件選用結構材料時,應使奧氏體焊縫與珠光體鋼熔合區中的擴散層降低到小程度,這關于高溫和有腐蝕介質中作業的構件和焊后需求進行回火處理大型構件來說尤其重要。
8、操作時要注意維護非焊接部位復層外表,防止電弧劃傷,底層焊縫要為過渡層留出合適的深度,一般距復層約2mm.
不銹鋼復合管護欄有厚壁和薄壁量種類型,其中薄壁不銹鋼復合管欄桿的生產工藝比較復雜,其價格也相對比較高,而壁越厚的不銹鋼復合管欄桿其生產成本就越低。不銹鋼欄桿可以根據生產工藝的不同分為熱軋、熱和冷拔不銹鋼復合管欄桿三大類,無論是哪種類型的不銹鋼復合管欄桿,其生產工藝都遠遠比焊接管和卷制管復雜得多,因此它們的價格也相差得比較遠。
不銹鋼復合管欄桿一般是由圓管坯經過壓力穿孔機進行穿孔處理制作而成,不銹鋼復合管欄桿的越薄,對穿孔處理的要求就越高,生產就會更加需要技術,其價格也就自然偏高。不銹鋼管和不銹鋼復合管的區別在哪里不銹鋼復合管:材質為鐵管,外面包不銹鋼層,比較堅固,管口封閉良好的情況下可保證其防銹期限與純不銹鋼無異。
不銹鋼復合管護欄焊接要點及注意事項:
首先,采用外特性垂直的電源,直流采用正極性(焊絲對負極)
一般適用于6毫米以下薄板的焊接,具有焊縫成形美觀,焊接變形小的特點。(感謝觀看自動焊接。)
保護氣體為氬,純度99.99%。當焊接電流為50~150A時,氬流量為8~10L/min;當焊接電流為150~250A時,氬流量為12~15L/min。
從噴嘴伸出的鎢極長度為4~5mm,較好,角焊等屏蔽不良區域為2~3mm,深槽處為5~6mm。從噴嘴到工程的距離一般不超過15毫米。為了防止焊接孔的出現,必須焊接部位的銹跡和油污。焊接弧長,焊接普通鋼,2~4mm為佳,焊接不銹鋼,1~3mm為佳,過長保護效果不好。底部焊道的背面應進行氣體保護,以防對接時底部焊道的背面氧化。為了用氬氣保護熔池,便于焊接操作,鎢極中心線與焊接處工件的夾角應保持在80~85°,填充絲與工件表面的夾角應為盡可能小,通常約10度。
風和通風。在有風的區域,應采取措施堵塞網,并在室內采取適當的通風措施。
不銹鋼MIG焊要點及注意事項直流采用平焊電源,直流采用反極性(焊絲對正極)。
一般采用純氬(99.99%純度)或Ar+2%O2,流量適合20~25L/min。
弧長、不銹鋼MIG焊,一般在噴射過渡焊條件下,電壓應調整到弧長的4~6毫米。
防風。MIG焊接易受風的影響,有時會有風引起的氣孔,所以風速在0.5米/秒以上的地方都應采取防風措施。
不銹鋼藥芯焊絲焊接要點及注意事項采用平特性焊接電源,直流焊接采用反極性。一般的二氧化碳焊機可以用來焊接,但送絲輪的壓力應稍微放松。
保護氣體一般為二氧化碳氣體,氣體流量宜為20~25L/min。
焊嘴與工件的距離應為15~25毫米。
對于干伸長度,一般焊接電流在250A以下約為15mm,在250A以上約為20~25mm。
今年在保定市滿城區購買不銹鋼復合管護欄查看詳情有了新選擇,鑫海達金屬制品(滿城區分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的不銹鋼復合管護欄查看詳情產品。如需購買或咨詢,請隨時聯系我們,聯系人:賈殿濤,地址:開發區工業園。







