以下是:焊接T型槽平臺拼接方法的產品參數
產品參數 產品價格 1650/臺 發貨期限 現貨 供貨總量 50 運費說明 包含運費 小起訂 1 質量等級 優 是否廠家 是 產品材質 鑄鐵 產品品牌 偉業 產品規格 1000-8000 發貨城市 泊頭 產品產地 河北 加工定制 是 產品重量 噸 產品顏色 可選 質保時間 一年 適用領域 機械加工檢測 材質 灰口鑄鐵HT250 工作面精度 1級、2級、3級 T型槽開口尺寸 14、16、18、22、28 平臺高度 220-250-280-300-350-400 工作面厚度 15、20、25、30、40、50、60、70、80、90、100等 回火熱處理溫度 650-850度 生產周期 現貨或3天內發貨 平臺規格 1000*1500-4000*8000 安裝調試配件 墊鐵、斜鐵、支架、地錨器 在福建省南平市采買焊接T型槽平臺拼接方法到偉業五金機械廠(南平分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:李經理-18762195566,QQ:250188005,地址:《工業開發區》。 福建省,南平市 南平市境域,先秦時地屬百越,1994年9月,撤南平地區設地級南平市;是中國南方開發早的地區之一,境內有四千多年的歷史,是福建文化的發源地之一。“福建”之名取古建州(今建甌)首字而來。是閩越文化、朱子文化、武夷茶道文化、齊天大圣文化、張三豐太極文化的發源地。理學家朱熹在南平“琴書五十載”,影響中國800余年,謂之為“閩邦鄒魯”“道南理窟”。
焊接T型槽平臺拼接方法產品的真實面貌,遠比文字描述來得豐富和生動。點擊觀看我們的視頻,讓產品自己為您講述它的故事。以下是:焊接T型槽平臺拼接方法的圖文介紹福建南平偉業五金機械廠是一家專業生產銷售 鑄鐵焊接平臺廠家廠家。主要產品有: 鑄鐵焊接平臺廠家。公司一貫堅持“質量di yi,用戶至上,優質服務,信守合同”的宗旨,憑借著高質量的產品,良好的信譽,優質的服務,產品暢銷全國近三十多個省,竭誠與國內外商家雙贏合作,共同發展,共創輝煌!
焊接平臺具體具體加工可按下列步驟進行:
一、為了保證鑄鐵焊接平臺的加工精度,粗、精加工分開進行。因為粗加工時,切削量大,工件所受切削力、夾緊力大,發熱量多,以及加工表面有較顯著的加工硬化現象,焊接平臺內部存在著較大的內應力,如果粗、粗加工連續進行,則精加工后的焊接平臺精度會因為應力的重新分布而很快喪失。對于某些加工精度要求高的零件。在粗加工之后和精加工之前,還應安排低溫退火或時效處理工序來內應力。
二、合理地選用設備。粗加工主要是切掉大部分加工余量,并不要求有較高的加工精度,所以粗加工應在功率較大、精度不太高的機床上進行,精加工工序則要求用較高精度的機床加工。粗、精加工分別在不同的機床上加工,既能充分發揮設備能力,又能延長精密機床的使用壽命。
三、在機械加工工藝過程中,常安排有熱處理工序。熱處理工序位置的安排如下:為改善金屬的切削加工性能,焊接平臺如退火、正火、調質等,一般安排在機械加工前進行。為內應力,如時效處理、調質處理等,一般安排在粗加工之后,精加工之前進行。為了提高零件的機械性能,如回火等,一般安排在機械加工之后進行。如熱處理后有較大的變形,還須安排終加工工序(人工刮研或精銑、精磨)。
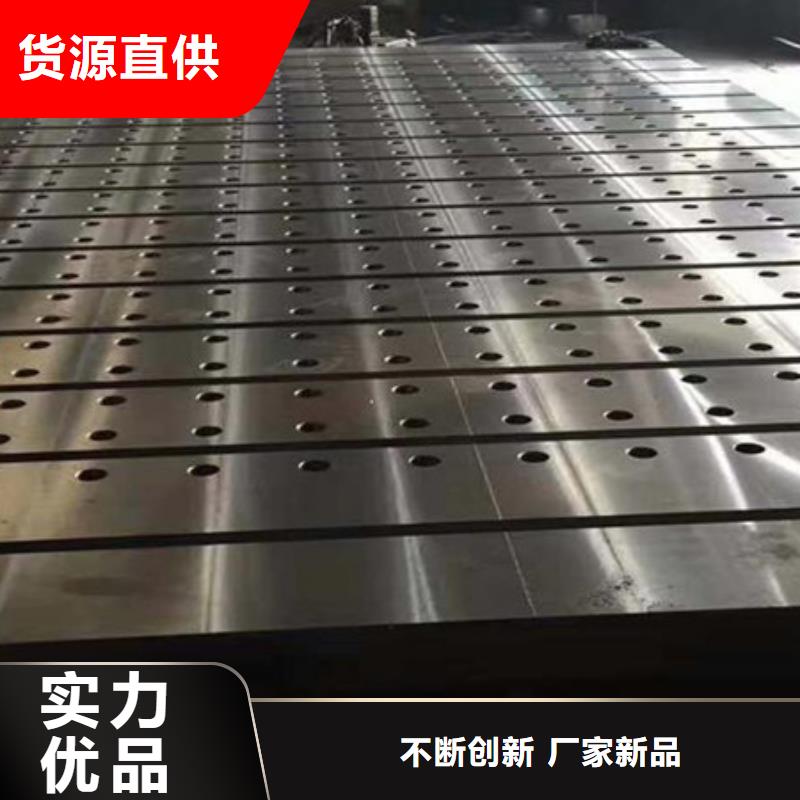
鑄鐵焊接平臺T型槽間距對平面度的影響:T型槽并非開的條數越多越好,在確定焊接平臺t型槽條數的時候盡量本著夠用即可的原則,T型槽開的條數越多(t型槽間距越小)對產品的結構影響就越大,帶來的問題一是承載量的降低,解決這一問題的方法是加厚工作面,而加厚工作面就是增加產品的重量就等于增加了制作的成本。其次就是平面度的降低也就是精度的降低,這里說的精度降低其實就是精度難以保持,我們曾經試過加厚工作面但效果并不是很理想,盡管靜止狀態下精度沒有問題但是裝載上工件以后精度變化就大了并不能起到加強的作用,所以如果平面度要求高的前提下,增加T型槽的間距是一個很有效的方法。所以客戶在選擇T型槽平臺的時候找專業的人員設計圖紙,然后再鑄造加工,這樣做可以降低廢品率同樣也可以避免因產品缺陷對客戶造成不必要的損失。
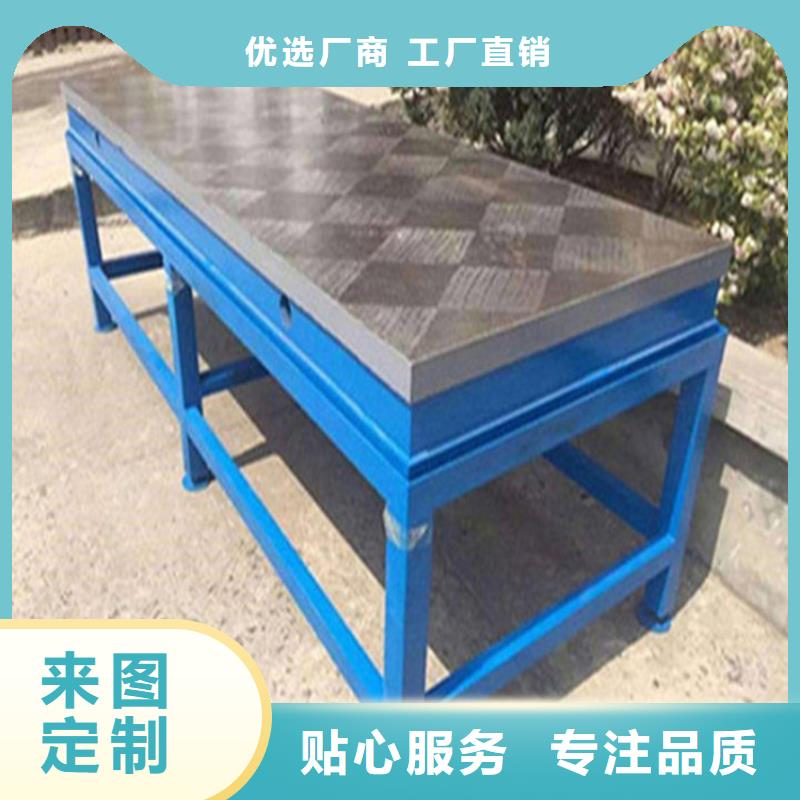
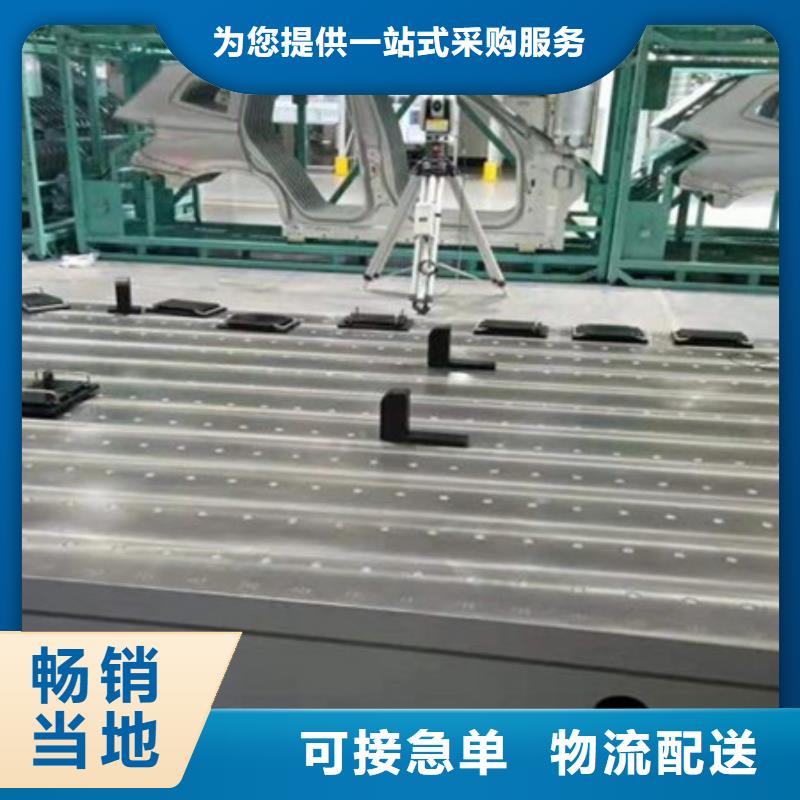
單塊焊接平臺的規格較大的有2000*7000、3000*8000、2000*6000mm等,對于較大面積的焊接平臺可以多塊進行拼接使用,鑄鐵拼接平臺拼接使用時有很多方法。如墊鐵調平、地錨器安裝等。對接縫隙可以設計對接t型槽,用螺栓連接。
T型槽泡沫型鑄造檢驗平臺方便,但是造型時一定要注意以上我們所列出來的事項,可以避免不成形及不合格的現象發生!我公司是一家集生產焊接平臺、焊接平臺、焊接平臺、檢驗平臺等產品實體鑄造廠,擁有專業的經驗。
T型槽焊接平臺泡沫型的制造,是一項非常重要的基礎造型環節,造型這項工作做好了,焊接平臺的工作就算做好了三分之一。
泡沫型的制造要嚴格按照客戶提供給我們的加工圖紙進行制造,各方面的設計要達到合理,焊接平臺的臺面,側圍的加工量要預留好,因為檢驗平臺在鑄造出來后,這兩個重要部位,不管是在精度方面還是從美觀的方面都是需要加工的。
泡沫型所選用的材質密度也是很關鍵的,密度低的材質,制造出來后,在裝入沙箱的過程中,會發生損壞的情況。如果泡沫型處理好了,一些鑄造缺陷就能有效的進行避免,比如說工作面塌陷,厚薄不均的問題,都能夠有效的進行解決。
焊接平臺生產中需要檢測的幾部分:檢測一般分為平板毛坯檢驗、機加工檢測和成品檢測兩次,焊接平臺的毛坯主要檢測外觀規格是否可以達到技術要求和毛坯有沒有內部缺陷;焊接平臺的機械加工檢測主要是檢測焊接平臺有沒有沙孔、氣孔、裂紋、夾沙、縮松和加工誤差等;焊接平臺的成品檢驗主要是檢測焊接平臺的平面度和外觀及其規格是否可以達到使用要求。
鑄鐵焊接平臺材質:采用優質高強度灰口鑄鐵HT250-300,工作面硬度為HB200-240,經過兩次人工退火600℃-700℃,完全去除內應力,平臺的精度穩定,耐磨性能好。
焊接平臺供應廠家報價根據重量計算成本,加上工人費用,稅收,在加上10%以內的利潤,可見它的價格成本計算比較簡單。比如一件2000*4000的平臺凈重5噸,可以看看一噸鐵水需要多少錢的碳,人工費用、造型、加在一起就是鑄件成本。所以只要你耐心這種產品的原有成本非常好計算。
焊接平臺的在生產過程中會產生一部分理論重量的偏差,要注意的是焊接平臺的偏差是否會影響的焊接平臺使用,焊接平臺的設計應該考慮到鑄造誤差和機械加工的誤差,焊接平臺的重量誤差一般不得超過10%。
選購焊接T型槽平臺拼接方法來福建省南平市找偉業五金機械廠(南平分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李經理-18762195566,{QQ:250188005},地址:[工業開發區]。











