| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 山東聊城 |
| 材質 | 20#、45#、20cr、40cr、35crmo、42crmo |
| 規格 | 10-133*1-26 |
| 長度 | 散尺或定尺 |
| 運輸 | 陸運、海運 |

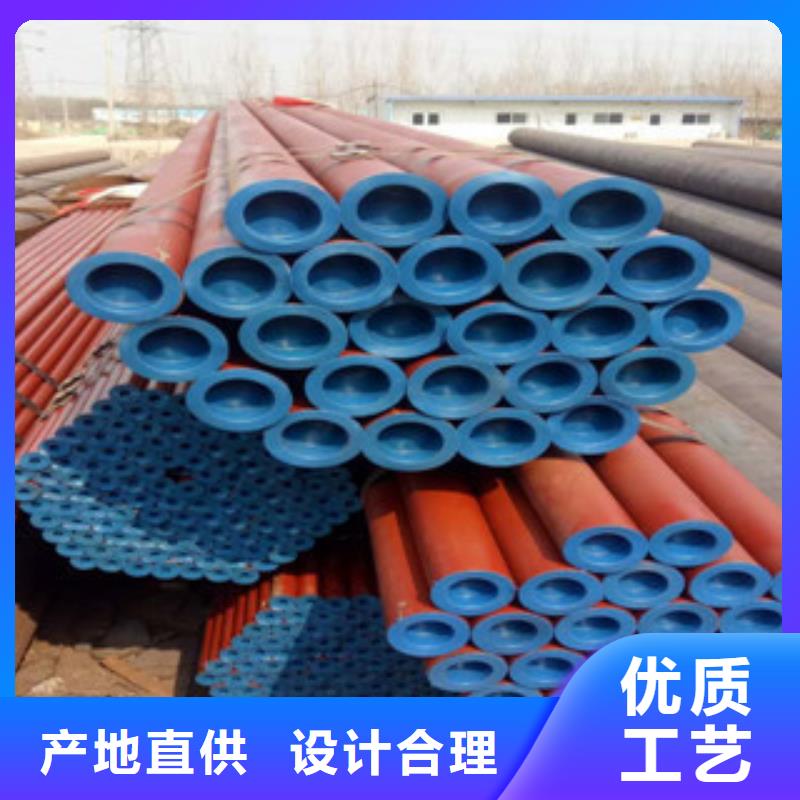
熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工
作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行
穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗,
貼上標簽、進行規格編排后放置到到倉庫當中。圓管坯、加熱、穿孔、三輥斜軋、連軋或擠壓、脫管
、定徑(或減徑)、冷卻、矯直、水壓試驗(或探傷)、標記、入庫 。無縫鋼管是用鋼錠或實心管坯經
穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管的規格用外徑*壁厚毫米數表示。
熱軋無縫管外徑一般大于32mm,壁厚2.5-200mm,冷軋無縫鋼管外徑可以到6mm,壁厚可到0.25mm,薄壁管
外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。


質量要求:鋼的化學成分:鋼的化學成分是影響無縫鋼管性能主要的因素之一,也是制定軋管工藝
參數和鋼管熱處理工藝參數的主要依據。 合金元素:有意加入,根據用途。殘余元素:煉鋼帶入,適當
控制。有害元素:嚴格控制(As、Sn、Sb、Bi、Pb),氣體(N、H、O)爐外精煉或電渣重熔:提高鋼中
化學成分的均勻性和鋼的純凈度,減少管坯中的非金屬夾雜物并改善其分布形態。鋼管幾何尺寸精度和外
形:鋼管外徑精度:取決于定(減)徑方法、設備運轉情況、工藝制度等。外徑允許偏差 δ=(D-
Di)/Di × D: 或小外徑mmDi:名義外徑mm鋼管壁厚精度:與管坯的加熱質量,各變形工序
的工藝設計參數和調整參數,工具質量及其潤滑質量等有關壁厚允許偏差: ρ=(S-Si)/Si× S:
橫截面上 或小壁厚Si:名義壁厚mm鋼管橢圓度:表示鋼管的不圓程度。鋼管長度:正常長度、定(
倍)尺長度、長度允許偏差鋼管彎曲度:表示鋼管的彎度:每米鋼管長度的彎曲度、鋼管全長的彎曲度鋼
管端面切斜度:表示鋼管端面與鋼管橫截面的傾斜程度鋼管端面坡口角度和鈍邊鋼管表面質量:表面光潔
要求危險性缺陷:裂紋、內折、外折、軋破、離層、結疤、拉凹、凸包等。一般性缺陷:麻坑、青線、劃
傷、碰傷、輕的內、外直道、輥印等。



產生原因:由于管坯的表面缺陷或內部缺陷所帶來的。生產過程中產生的,如軋制工藝參數設計不正
確,模具表面不光滑,潤滑條件不好,孔型設計及調整不合理。管坯(鋼管)在加熱軋制,熱處理以及矯
直過程中,如果因為加熱溫度控制不當,變形不均勻,加熱冷卻速度不合理或矯直變形量太大而產生過大
的殘余應力,那么也有可能導致鋼管產生表面裂紋。鋼管理化性能:常溫力學性能、高溫力學性能、低溫
性能、抗腐蝕性能。鋼管的理化性能主要取決于鋼的化學成分,組織結構和鋼的純凈度以及鋼管的熱處理
方式等。鋼管工藝性能:壓扁、擴口、卷邊、彎曲、焊接等。鋼管金相組織:低倍組織(宏觀)、高倍組
織(觀) M、B、P、F、A、S鋼管特殊要求:合同附件、技術協議。

蘭格精密管有限公司(平頂山分公司)主營: 精密鋼管.我公司以超前的產品創新能力,不斷整合新技術、新工藝和自主技術與國際接軌,達到國內先進水平。公司自創辦以來,一直堅持“服務好、質量好、價格公道、客戶至上、服務周到、讓利客戶、薄利多銷為原則,老實取信為宗旨”的經營理念,治理上堅持以人為本,服務貼心!



名片")