| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 1元/個(gè) |
| 發(fā)貨期限 | 1-7 |
| 供貨總量 | 50000 |
| 運(yùn)費(fèi)說明 | 電聯(lián) |
| 質(zhì)量等級 | A |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 齊全 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 全國 |
| 產(chǎn)品產(chǎn)地 | 齊全 |
| 產(chǎn)品型號 | 齊全 |
| 可售賣地 | 全國 |
| 是否進(jìn)口 | 否 |
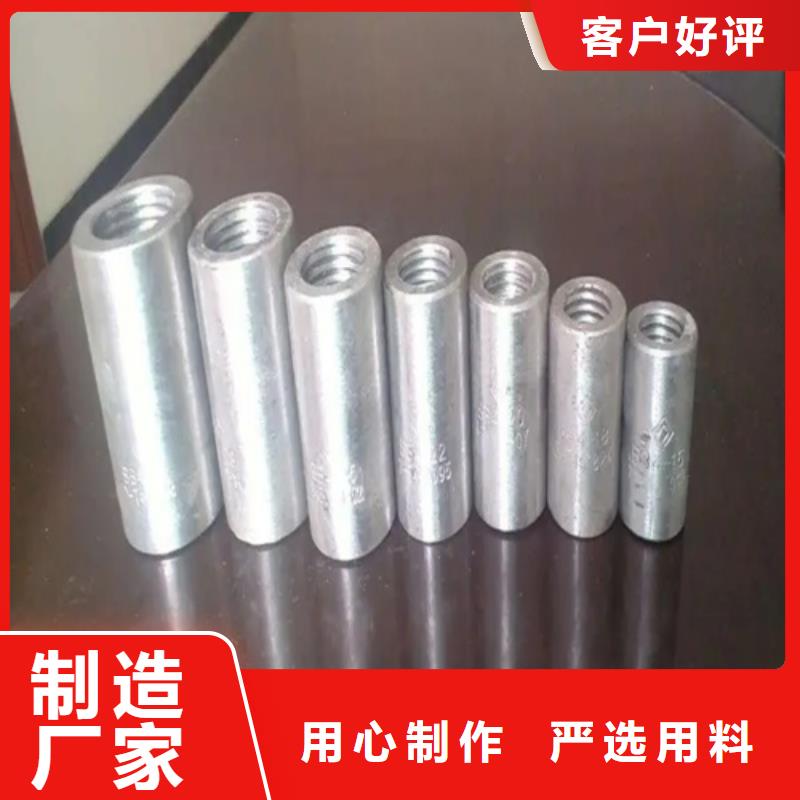
鋼筋套筒滾壓直螺紋連接工藝流程:鋼筋切割→滾壓螺紋→絲頭檢查→現(xiàn)場絲接2、操作工藝:鋼筋滾壓直螺紋連接,是采用專門的滾壓機(jī)床對鋼筋端部進(jìn)行滾壓,螺紋一次成型。鋼筋通過滾壓螺紋,螺紋底部的材料沒有被切削掉,而是被擠出來,加大了原有的直徑。螺紋經(jīng)滾壓后材質(zhì)發(fā)生硬化,強(qiáng)度約提高6%—8%,使螺紋對母材的削弱大為減少,其抗拉強(qiáng)度是母材的97%—,強(qiáng)度性能十分穩(wěn)定。套筒質(zhì)量要求:① 連接套表面無裂紋,螺牙飽滿,無其他缺陷。② 牙型規(guī)格檢查合格,用直螺紋塞規(guī)檢查尺寸精度。③ 各種型號和規(guī)格的連接套外表面,必須有明顯的鋼筋級別和直徑。
格合理的鋼筋連接套筒公司") 秦皇島價(jià)格合理的鋼筋連接套筒公司
秦皇島價(jià)格合理的鋼筋連接套筒公司
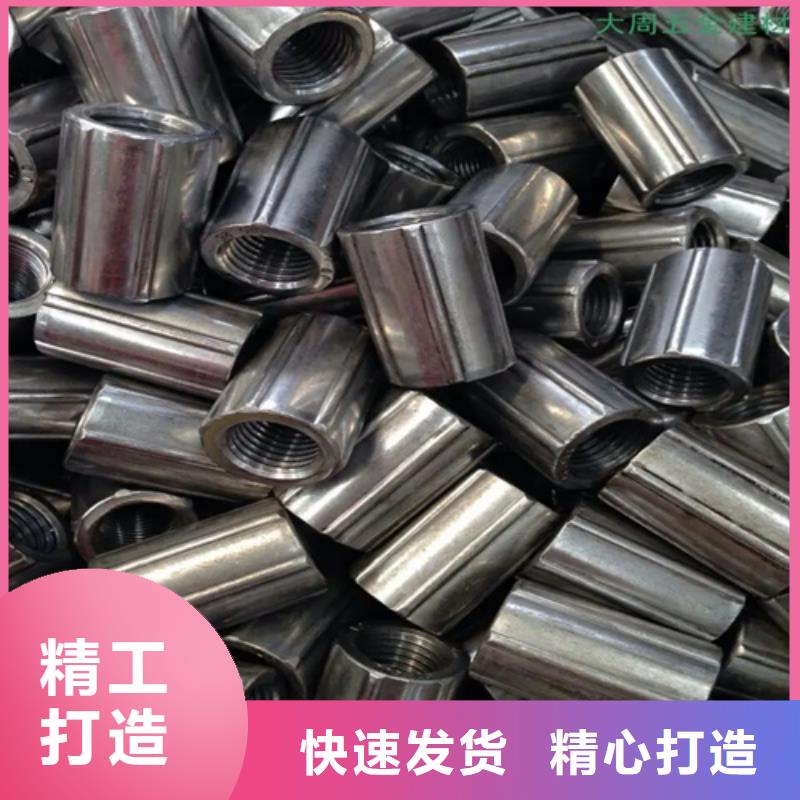
近十年來,我國在鋼筋套筒的機(jī)械連接技術(shù)方面取得了很大發(fā)展,其中擠壓連接做為一種新型機(jī)械式鋼筋連接措施,與傳統(tǒng)的搭接和焊接相比具有接頭性能可靠、質(zhì)量穩(wěn)定、不受氣候及焊工技術(shù)水平的影響、連接速度快、、無明火、不需大功率電源、可焊與不可焊鋼筋均能可靠連接等優(yōu)點(diǎn)。通過在各類高層建筑、大跨結(jié)構(gòu)、橋梁、水工結(jié)構(gòu)、電視塔、核電站等多項(xiàng)重大工程中應(yīng)用,套筒擠壓連接受到了普遍好評。我國的錐螺紋連接技術(shù)和國外相比還存在一定差距,突出的一個(gè)問題就是螺距單一,從直徑16~40mm鋼筋采用螺距都為2.5mm,而2.5mm螺距適合于直徑22mm鋼筋的連接。雖然在一些方面還存在著差距,隨著中國套筒生產(chǎn)技術(shù)的不斷成熟,會(huì)把這些差距小化的。
格合理的鋼筋連接套筒公司")
格合理的鋼筋連接套筒公司")
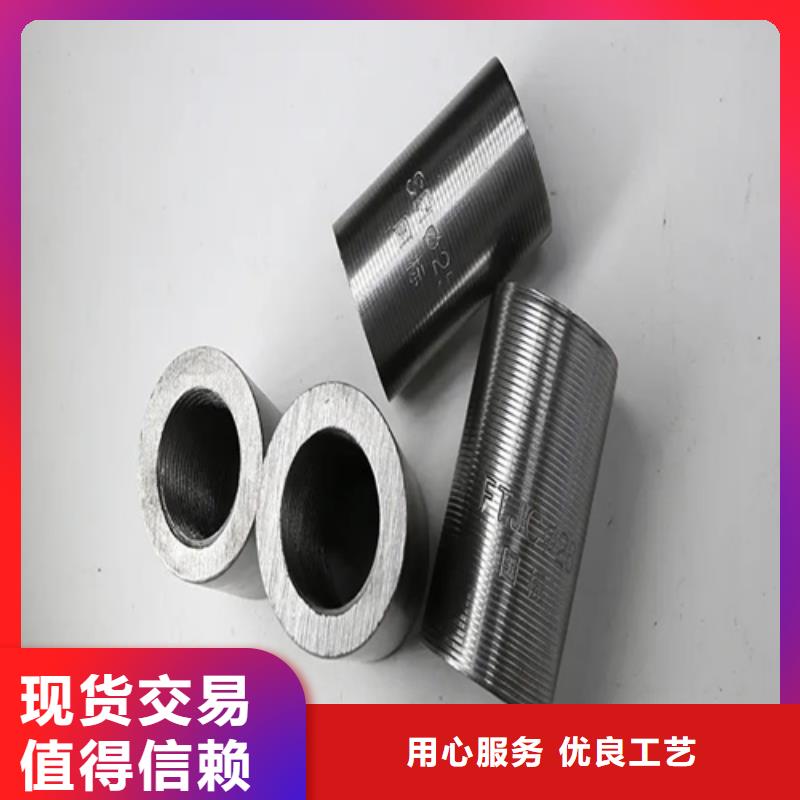
鋼筋套筒接頭在使用的時(shí)候,有些注意事項(xiàng)是該引起我們的注意的,同時(shí)它所涉及的相關(guān)技術(shù)信息也是相當(dāng)廣泛的。1.將鋼筋待連接部分剝肋滾壓成螺紋,利用連接套筒進(jìn)行連接,使鋼筋絲頭與連接套筒連接為一體,實(shí)現(xiàn)等強(qiáng)度連接。2.鋼筋端面平頭讓鋼筋端面與母材軸線方向垂直,宣采用砂輪切割機(jī)或其他專用切斷設(shè)備,嚴(yán)禁氣割。3.用鋼筋剝肋滾壓直螺紋機(jī)將待連接鋼筋的端頭加工成螺紋,對加工的絲頭進(jìn)行質(zhì)量自檢。4.用專用的鋼筋絲頭保護(hù)帽或連接套筒保護(hù)鋼筋絲頭,防止螺紋被磕碰或被污染。對自檢合格的絲頭進(jìn)行抽樣檢驗(yàn)。按規(guī)格型號及類型進(jìn)行分類碼放。5.鋼筋套筒該技術(shù)需要采用鋼筋剝肋滾壓直螺紋機(jī)、限位擋鐵、螺紋環(huán)規(guī)、力矩扳手及普通扳手以及砂輪切割機(jī)等機(jī)械工具。
格合理的鋼筋連接套筒公司")
格合理的鋼筋連接套筒公司")
名片")