


以下是:福建省泉州市襯膠管1正規工廠有保障的產品參數
產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 襯膠管1正規工廠有保障襯膠管供應范圍覆蓋福建省 泉州市 福州市、廈門市、漳州市、龍巖市、寧德市、南平市、莆田市、三明市 鯉城區、豐澤區、洛江區、泉港區、惠安縣、安溪縣、永春縣、德化縣、金門縣、石獅市、晉江市、南安市等區域。 【縱橫】為您提供福州襯膠管嚴選用料、廈門襯膠管規格齊全、龍巖襯膠管實力大廠家、寧德襯膠管專注細節更放心、莆田襯膠管嚴選材質、三明襯膠管當地廠家值得信賴、豐澤襯膠管質量安心、晉江襯膠管信譽有保證等多元產品與服務。襯膠管1正規工廠有保障,縱橫機械制造(泉州市分公司)bjgd105-14為您提供襯膠管1正規工廠有保障,聯系人:李經理,電話:【13373770586】、【13373770586】,發貨地:孟津縣麻屯鎮董村。 福建省,泉州市 2022年,泉州市地區生產總值12102.97億元,比上年增長3.5%,三次產業比例為2.1:56.8:41.1。
【新品發布,視頻先行!】襯膠管1正規工廠有保障產品,等你來探!
以下是:福建泉州襯膠管1正規工廠有保障的圖文介紹
選用電廠脫硫管道要符合行業標準
當然這種電廠脫硫管道的生產材料有什么樣的選擇,也取決于廠家的幾個方面,首先就在于廠家有什么樣的生產材料,有些高性能的材料對于廠家的實力有很高的要求,如果是廠家沒有符合這一點,自然就會在材料上面有所下降,再有就是廠家也要有很好的產品譽,高質量的必然會提高生產成本。
如果是一個電廠脫硫管道不重視譽的情況下,自然就會在生產中故意選擇一些低質量的材料,所以在用戶選擇這種鋼管的時候,也要對于廠家的譽進行注意。還有就是在這種鋼管的生產中也要看廠家有什么樣的技術。
電廠脫硫管道在使用過程中符合 標準:
如果是一個廠家在技術上面有所不足,自然就會因為度一點造成鋼管質量的下降,現在有很多個廠家就因為技術的條件不足,才會終在鋼管的性能上面有所下降。注意這里所說的技術是 技術,即使是再不濟的襯塑鋼管廠家,也會有一些技術,但是沒有 技術,自然就難以生產出真正用戶需要的鋼管,所以技術上面也有層次區別的。
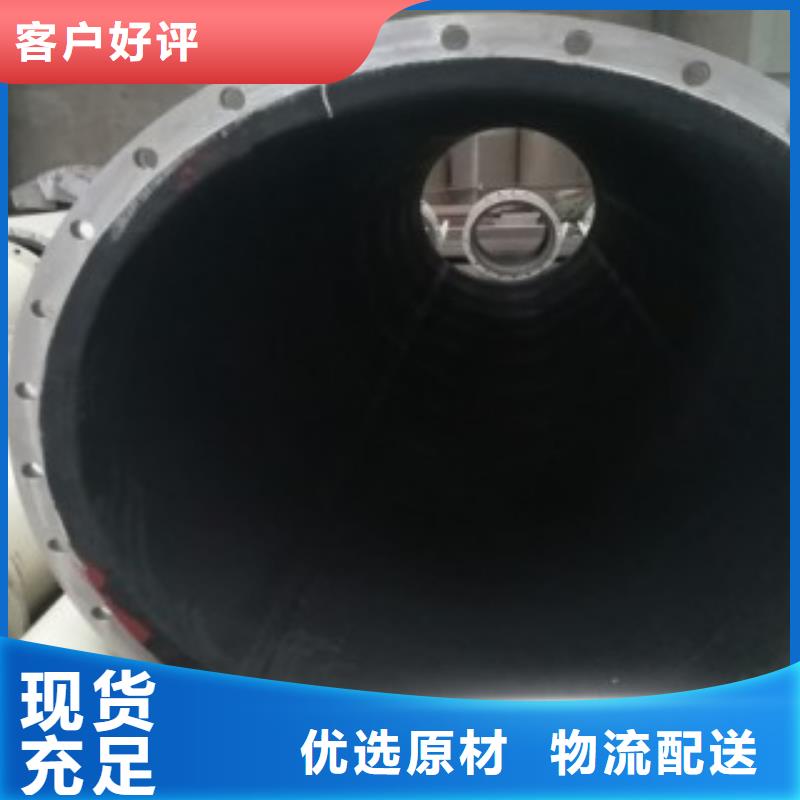
制酸襯膠管 硫酸輸送管道的結構性能:
硫酸輸送管道是制酸襯膠管的一種,外部以鋼或者硬質結構為管道骨架,以耐磨、防腐、耐溫等性能優異的橡膠做為襯里層,利用橡膠的高彈性、高氣密性、耐沖擊性、耐磨性、耐候性、耐輻射性、耐化學介質性和吸收振動等獨特性能,將金屬特性和橡膠特性合二為一,形成了剛柔相濟的管路設備。產品具有高耐磨、耐酸堿鹽腐蝕、抗高溫、緩結垢、粘接強度高、運行阻力小、輸送介質廣、使用壽命長、節電節材等優點,能明顯減小輸送介質對管壁的沖擊磨損。
襯膠管制造技術要求:
1)在涂每層底漆和粘結劑前:
任何使用了不清潔空氣的底漆或粘合劑都應當,然后重新用清潔干燥的空氣涂上新的底漆或粘合劑。
2)安裝內襯前:
實施任何內襯工藝時都應該測量表面溫度,必須保證每日至少3次(早、中、晚各一次)對環境的溫、濕度進行檢測、記錄,如有較大變化或超出規范許可,則應立即暫停施工并立即通知相關施工人員對此進行及時處理,如果表面溫度低于露點溫度以上3oC,不得進行內襯安裝工藝。
3)氣囊復合后:
穿插氣囊,包覆膠管,內襯生膠管不得有任何污損。
4)安裝內襯后:
a、安裝內襯后:在襯膠完成以后、硫化工作開始之前,必須對整體的防腐質量進行硫化前的的質量檢查,盡可能地避免硫化后的修補工作,應對內襯進行肉眼檢查看是否存在缺陷,如皺折、起泡、松馳接合、薄片缺陷、凹陷和爆裂分層等。
b、漏點檢測:內襯復合后都應該檢查內襯的連續性(是否有針孔和漏洞)。應采用一個電壓值設為厚度δ×3000 伏特的高壓檢漏儀,對發現的不連續點應作出標識、修補和重新測試直到沒有漏洞為止。
襯膠管道的種類
耐磨襯膠管道:以彈性橡膠為襯里層,運用“橡膠彈性強、耐磨”的特性,減小輸送介質對管壁的磨損,可以用于礦山的原礦、精礦、尾礦礦漿輸送管路,燃煤電廠輸灰管路,化工系統的帶有固體顆粒的液體輸送管路。
福建泉州縱橫機械制造有限公司以良好的 襯膠管質量贏得了廣大用戶的好評,取得了良好的業績。在服務中國市場的同時,公司致力于開拓國際市場, 襯膠管貨源充足,多種規格。多年來堅持守約、保質、薄利、重義的經營理念,與廣大用戶建立了牢固的合作關系,受到了廣大客戶的贊同。公司讓利于客戶,裝車免費,節假日照常發貨,歡迎廣大客戶朋友光臨惠顧!
襯膠管道制造過程控制及技術要求
1)襯膠工藝要求:
TROTOP襯膠復合管的制造工藝要求:
鋼橡復合管和管件應采用擠出無縫膠管、氣囊吹脹法復合并且是高壓蒸汽熱硫化工藝制造。
2)下料組焊
根據買方蓋章圖紙要求的長度,及生產工藝切割鋼管;
a、點焊法蘭
點焊注意法蘭與鋼管垂直。
b、焊接:
待質檢人員檢查合格后在二保自動焊接機上進行焊接,保證貼襯焊縫表面無焊接裂紋、氣孔、未焊透、咬邊、夾渣、飛濺、弧坑、焊瘤等缺陷,所有焊縫采用雙面焊全焊透,所有焊接密閉間隙開設排氣孔,超聲波檢測(UT) ,X射線照相檢測(RT)5%,壓力試驗。
焊接執行API 1104,超聲波檢測符合GB11345-2013, GB 50184-2011 標準規定。
c、加長
對于需焊接接長的管件,管內外焊縫表面均應打磨光滑。 對焊縫外觀進行檢查,不得存在裂紋、咬邊、氣孔等危害性缺陷。
d、打磨:
拐角處圓滑過度,圓角半徑符合技術規格書和圖紙要求,凸面圓角半徑大于等于5mm,凹角面大于8mm。
3)表面處理
a、使用壓縮空氣前
分離器下游的空氣質量必須通過將空氣吹入干凈的白色吸墨紙或布兩分鐘來測試其是否被污染、油污或受潮。測試應當在每班開始和結束時進行并且間隔不超過4 小時。同時應當在空壓機作業后進行測試。只有測試顯示肉眼看不到壓縮空氣中沒有污物、油或水汽時才可以使用。如果有污染的跡象,應對空壓機進行檢修并且按照上面的描述重新檢查空氣質量。
b、露點控制:
表面溫度 至少應保持在高于露點3oC,并且不超過相對濕度。如果由于外界環境的影響,不保持在此環境下會有風險,那就要使用去濕設備或者加熱設備。
c、噴砂
碳鋼襯膠基體表面處理等級達到Sa2.5。即:噴砂至金屬白色,完全氧化皮、銹及其它雜質,殘留僅為斑點或條紋陰影,磨料、積灰。粗糙度必須符合基體表面粗糙度的要求粗糙度RZ≥60μm。
d、脫脂、清洗:
表面進行處理后,應將鋼管表面附著的灰塵及磨料清理干凈,用甲苯或汽油清洗。
e、涂刷底漆:
脫脂后立即涂刷西邦粘接劑。先刷底膠,待干燥后再刷面膠,待干燥后兩頭封好,存放在指定地點待用。從表面處理完畢至完成外表面粘接劑的間隔時間,長不應超過24h。
襯膠管1正規工廠有保障_縱橫機械制造(泉州市分公司),固定電話:【13373770586】,移動電話:【13373770586】,聯系人:李經理,孟津縣麻屯鎮董村 發貨到 福建省 泉州市 福州市、廈門市、漳州市、龍巖市、寧德市、南平市、莆田市、三明市 鯉城區、豐澤區、洛江區、泉港區、惠安縣、安溪縣、永春縣、德化縣、金門縣、石獅市、晉江市、南安市。










