| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 6200 |
| 發(fā)貨期限 | 協(xié)商 |
| 供貨總量 | 9999 |
| 運費說明 | 當天 |
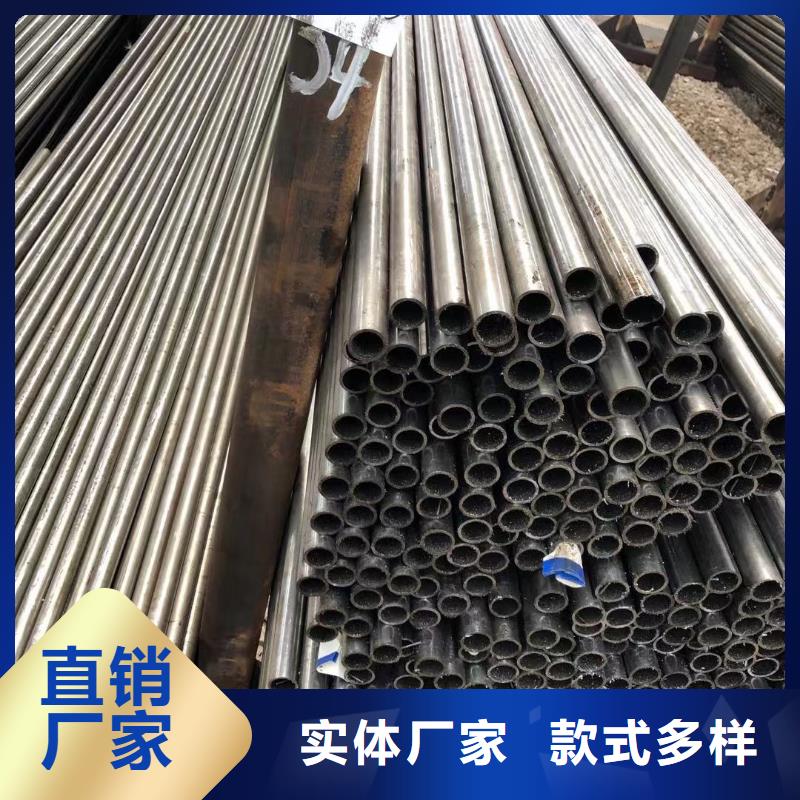
| 規(guī)格 | 6mm-130mm |
| 材質(zhì) | 20#.45#.q345b16mn.20cr.40cr.35crmo.42crmo等 |
| 產(chǎn)地 | 山東聊城 |
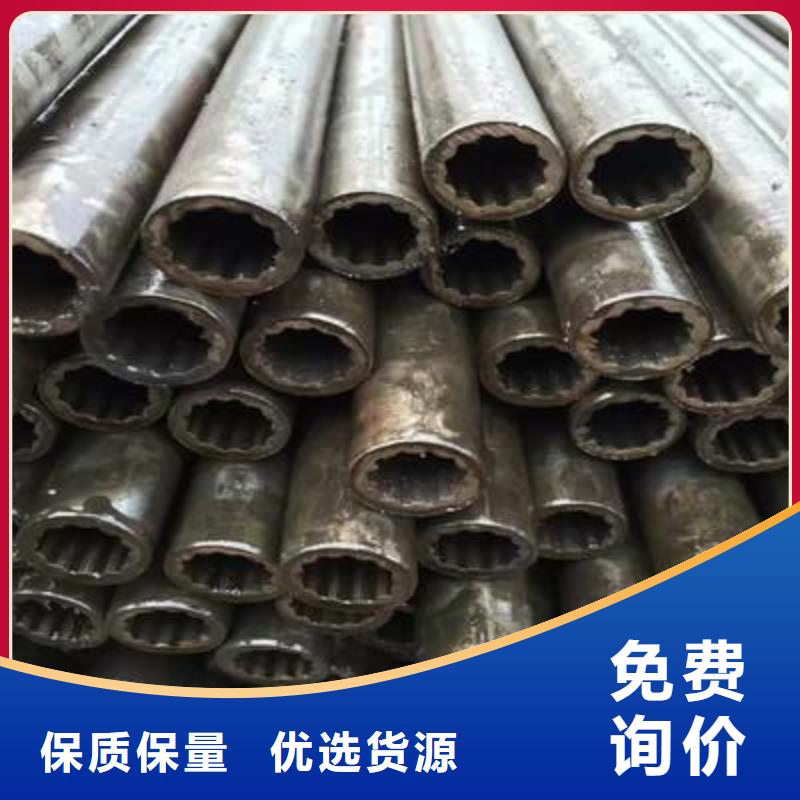
| 類型 | 精軋無縫鋼管,冷拔精密無縫鋼管 |
| 品牌 | 優(yōu)質(zhì)品 |
| 型號 | 各種 |
| 可定制 | 是 |
| 用途范圍 | 汽車配件,機械加工,高壓防爆油管,鋼筋套筒 |
| 計重方法 | 過磅 |
| 范圍 | 高精度精密鋼管一級供應(yīng)范圍覆蓋江西省 南昌市、景德鎮(zhèn)市、九江市、贛州市、萍鄉(xiāng)市、新余市、吉安市、上饒市、撫州市、宜春市 信州區(qū)、廣豐區(qū)、玉山縣、鉛山縣、橫峰縣、弋陽縣、余干縣、鄱陽縣、萬年縣、婺源縣、德興市等區(qū)域。 |
銷商上饒")
銷商上饒")
在精密鋼管和機械部件的加工中, 光滑的表面是一種理想狀態(tài),實際上永遠都達不到,精密鋼管的表面光潔度一般是0.2~0.8,具體的還是要看客戶的具體的要求,然后簽定一個合理的數(shù)值。經(jīng)過加工的工件和鋼管,無論看起來多么光滑,表面一定會產(chǎn)生高低起伏的現(xiàn)象。這種現(xiàn)象產(chǎn)生的原因主要有:加工過程中的刀痕和模具的壓痕;切屑分離時的塑性變形;刀具和被加工表面的摩擦;工藝系統(tǒng)中的高頻振動等。

表面粗糙度、波紋度、形狀誤差
如果放大來看,機加零件表面的高低起伏,實際上是由許多小的凸峰和凹谷組成。按其幾何形狀特征的不同,我們把機加零件表面形貌分為表面粗糙度、表面波紋度和形狀誤差。
>>波距小于1mm,屬于觀幾何形狀誤差——表面粗糙度。
>>波距介于1~10mm的并呈周期性變化的——表面波紋度。
>>波距10mm以上的且不呈明顯周期性變化的——宏觀的幾何形狀誤差。

相比較波紋度和形狀誤差,表面粗糙度實際上是極細的不平,波距小于1mm,肉眼已無法識別,必須借助工具才能觀察清楚。
表面粗糙度-評定參數(shù):Ra、Rz、Ry
零件表面粗糙度是評定零件表面質(zhì)量的一項技術(shù)指標,零件表面粗糙度要求越高(即表面粗糙度參數(shù)值越小),則其加工成本也越高。
表面粗糙度的單位是米(μm),即0.001mm。通常有如下三種評定參數(shù):
輪廓算術(shù)平均偏差Ra指在一定的取樣長度內(nèi),輪廓上各點到輪廓中線距離 值的平均值。
Ra能充分反映表面觀幾何形狀高度方面的特性,但因受計量器具功能的限制,不用作過于粗糙或太光滑的表面的評定參數(shù)。

觀不平度十點平均高度Rz指在取樣長度內(nèi)5個 的輪廓峰高平均值與5個 輪廓谷深平均值之和。
Rz只能反映輪廓的峰高,不能反映峰頂?shù)募怃J或平鈍的幾何特性,同時若取點不同,則所得Rz值不同,因此受測量者的主觀影響較大。
輪廓 度Ry在取樣長度內(nèi),輪廓的峰頂線和谷底線之間的距離。
Ry是觀不平度十點中 點和 點至中線的垂直距離之和,因此它不如Rz值反映的幾何特性準確,它對某些表面上不允許出現(xiàn)較深的加工痕跡和小零件的表面質(zhì)量有實用意義。
表面粗糙度-圖紙標示

表面粗糙度-測量方法
比較法:將被測表面和表面粗糙度樣板直接進行比較,多用于車間,評定表面粗糙度值較大的工件。
光切法:利用光切原理,用雙管顯鏡測量。常用于測量Rz為0.5~60μm。
干涉法:利用光波干涉原理,用干涉顯鏡測量。可測量Rz和Ry值。
針描法:是利用金剛石觸針在被測表面上輕輕劃過,從而測出表面粗糙度Ra值的一種方法。
表面粗糙度-性能影響
表面粗糙度對零件的影響主要表現(xiàn)在以下幾個方面:
影響耐磨性
表面粗糙度太大和太小都不耐磨。
表面越粗糙,配合表面間的有效接觸面積越小,壓強越大,摩擦阻力越大,磨損就越快。
表面粗糙度太小,也會導致磨損加劇。因為表面太光滑,存不住潤滑油,接觸面間不易形成油膜,容易發(fā)生分子粘結(jié)而加劇磨損。
影響配合的穩(wěn)定性
對間隙配合來說,表面越粗糙,就越易磨損,使工作過程中間隙逐漸增大;對過盈配合來說,由于裝配時將觀凸峰擠平,減小了實際有效過盈,降低了連接強度。
影響疲勞強度
粗糙零件的表面存在較大的波谷,它們像尖角缺口和裂紋一樣,對應(yīng)力集中很敏感,從而影響零件的疲勞強度。
影響耐腐蝕性
粗糙的零件表面,易使腐蝕性氣體或液體通過表面的觀凹谷滲入到金屬內(nèi)層,造成表面腐蝕。
影響密封性
粗糙的表面之間無法嚴密地貼合,氣體或液體通過接觸面間的縫隙滲漏。
影響接觸剛度
接觸剛度是零件結(jié)合面在外力作用下,抵抗接觸變形的能力。機器的剛度在很大程度上取決于各零件之間的接觸剛度。
影響測量精度
零件被測表面和測量工具測量面的表面粗糙度都會直接影響測量的精度,尤其是在精密測量時。
此外,表面粗糙度對零件的鍍涂層、導熱性和接觸電阻、反射能力和輻射性能、液體和氣體流動的阻力、導體表面電流的流通等都會有不同程度的影響。
幾種常見材料的表面粗糙度

銷商上饒")
精密鋼管珩磨管珩磨加工的特點:加工精度高,珩磨后圓度可達0.0005~0.005mm,尺寸精度可達0.005~0.025mm,表面粗糙度可達Ra0.4~0.05μm,而且無燒傷、嵌砂和裂紋;珩磨主要用于加工孔,適用于加工長徑比大于10的深孔,還可以適用于其它成形加工(球面、平面、外圓等)。珩磨孔的直徑為Φ1~Φ1200mm,長度可達12000mm。幾乎所有的材料均可以進行珩磨;珩磨后的表面紋理,有利于油膜的形成,而使工件使用壽命增長;珩磨對機床的精度要求低,工人勞動強度低,可適用普通機床(車、銑、鏜、鉆床)加工高精度的孔。銷商上饒")
精密鋼管優(yōu)于普通管道材料的地方,便在于這種類型的管道材料擁有更高的精密度,同時,精密鋼管在質(zhì)量和外觀方面,也同樣具有顯著優(yōu)勢,因此這種類型的管道材料即使是在一些比較特殊的領(lǐng)域中,同樣也有廣泛的使用,內(nèi)壁無氧化層是這種管道材料的一個 特點,不但能承受高壓,不擔心泄漏的問題,同時這類型管道材料的精密度和光潔度也是非常不錯的,即使是在冷彎的狀態(tài)下,也不會擔心變形,所以,這類型的管道材料才會被市場所認可。湖南精密鋼管的優(yōu)勢知識
現(xiàn)在市面上大多數(shù)的精密鋼管,化學成分主要由有碳、硅、錳、硫、磷、鉻幾種,擁有穩(wěn)定的性狀,優(yōu)勢非常顯著。從用途方面看,精密鋼管的優(yōu)勢也同樣是非常顯著的,這種類型的管道材料在汽車制造行業(yè),電力石化以及航天船舶等等領(lǐng)域中。湖南精密鋼管的優(yōu)勢知識
單就生產(chǎn)流程來看,精密鋼管和普通的無縫鋼管類似,從管坯、剝皮,再到穿孔、修磨,每一個生產(chǎn)步驟都力臻完美,可以說,這種類型的管道材料在質(zhì)量方面是非常不錯的。無縫鋼管雖然是無縫焊接,但往往需要承受很大的壓力,而精密鋼管則不同,這種類型的管道材料,對于內(nèi)孔和外壁尺寸都有嚴格的要求,因此在質(zhì)量的方面,往往更加能夠得到保證。湖南精密鋼管的優(yōu)勢知識
市場中大多數(shù)的精密鋼管不但外徑更小,同時,多數(shù)都是采用的批量生產(chǎn)的方法,因為精密度高,所以表面質(zhì)量更好,在性能方面有顯著的優(yōu)越性。金屬密度大,也是精密鋼管的一大特點,相對于熱軋類的精密鋼管,冷拔類的精密鋼管在精密度方面有更為出色的表現(xiàn),所以,這種類型的管道材料才會在市面上如此受歡迎。
銷商上饒")
目前來講,45#精密鋼管被得到廣泛使用,4鋁管銷售將凈化后的基體表面形成凹凸不平的粗糙表面。45#精密鋼管只有經(jīng)過粗化處理的基體才能和涂層具有良好的結(jié)合力(本工作采用噴砂粗化處理)。
45#精密鋼管焊接裂紋是焊縫缺陷中**常見的一種,45#精密鋼管其中焊接原材料的化學成分、內(nèi)焊焊點位置、偏中心、焊接規(guī)范和焊絲間距以及成型工藝等對45#精密鋼管生產(chǎn)焊縫裂紋都有影響。對生產(chǎn)中出現(xiàn)的焊接裂紋,從裂紋的性質(zhì)、焊接原材料、工藝及成型工藝等原因進行分析,并提出生產(chǎn)前對原材料進行化學分析,對不同的原料選擇合適焊絲、焊劑匹配,焊接中對焊點位置、偏中心及焊接工藝參數(shù)精細精準化。

銷商上饒")
名片")