

以下是:巴中市通江縣襯膠管1廠銷價優的產品參數【縱橫】為您提供南江襯膠管老品牌廠家、巴州襯膠管直銷廠家、平昌襯膠管支持定制等多元產品與服務。襯膠管1廠銷價優,縱橫機械制造(巴中市通江縣分公司)bjgd105-14專業從事襯膠管1廠銷價優,聯系人:李經理,電話:【13373770586】、【13373770586】,供應服務范圍覆蓋:四川省、巴中市、通江縣、巴州區、南江縣、平昌縣,以下是襯膠管1廠銷價優的詳細頁面。 四川省,巴中市,通江縣 通江縣位于四川省巴中市東北部,米倉山東段南麓大巴山缺口處,居北緯31°39′~32°33′,東經106°59′~107°46′之間。縣域東西距73.3公里,南北距98.5公里,幅員面積4116.58平方公里。縣境屬中亞熱帶濕潤季風氣候區,光照適宜、四季分明。
想要更直觀地了解襯膠管1廠銷價優產品嗎??產品視頻,帶你走進產品世界
以下是:巴中通江襯膠管1廠銷價優的圖文介紹
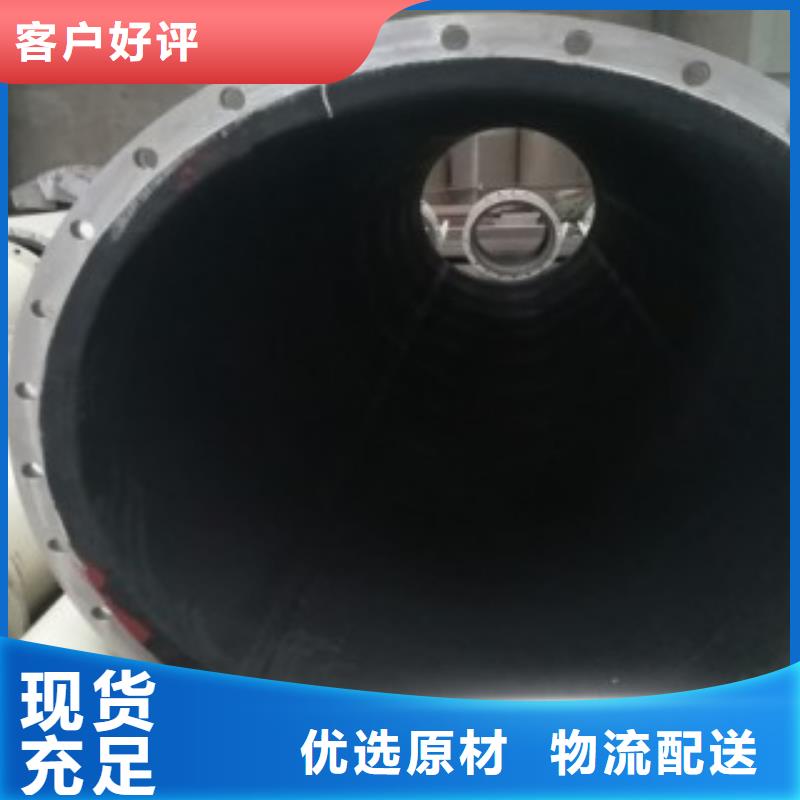
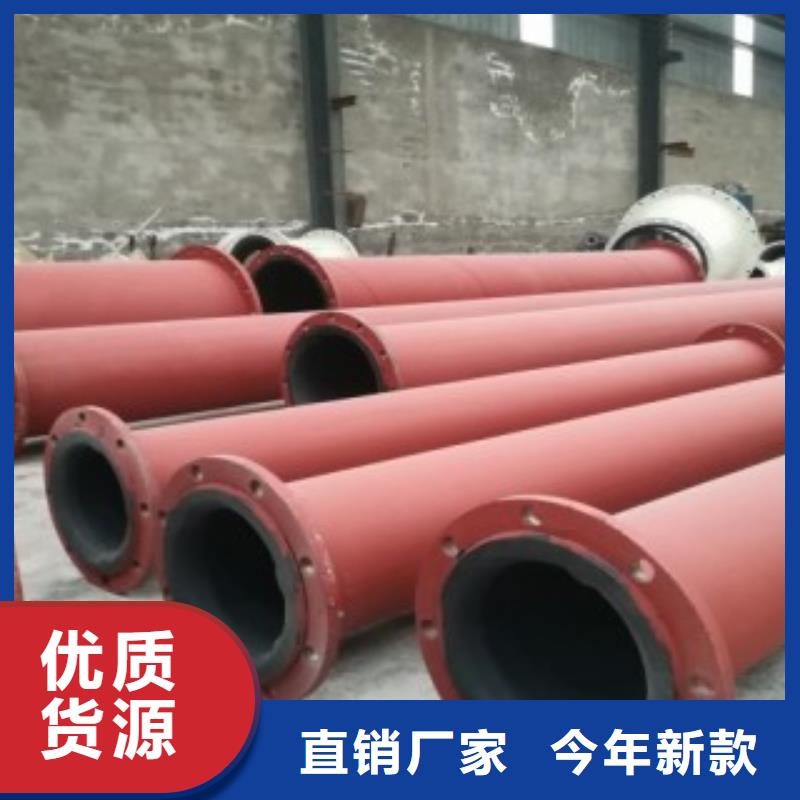
襯膠管道是一種,外部以鋼或者硬質結構為管道骨架,以耐磨、防腐、耐溫等性能優異的橡膠做為襯里層,利用橡膠的高彈性、高氣密性、耐沖擊性、耐磨性、耐候性、耐輻射性、耐化學介質性和吸收振動等獨特性能,將金屬特性和橡膠特性合二為一,形成了剛柔相濟的管路設備。產品具有高耐磨、耐酸堿鹽腐蝕、抗高溫、緩結垢、粘接強度高、運行阻力小、輸送介質廣、使用壽命長、節電節材等優點,能明顯減小輸送介質對管壁的沖擊磨損,廣泛應用于冶金、電力、化工、石油、煤炭、水泥等行業的輸送溫度在-30℃~+150℃之間,既有磨損又有腐蝕的介質的管路設備。通過橡膠自身物理和化學性能從而降低了管路輸送介質對外部結構的作用如沖擊力、腐蝕等,使管道具有高強度、高耐磨、高防腐和耐高溫等性能,大大延長了管路的使用壽命,降低的使用者的成本。
襯膠管道運用原理
運用橡膠的“以柔克剛”,解決主要以耐磨性能為主的管道襯里,以橡膠的耐腐蝕性和耐高溫性很高的對輸送管路起到保護作用。 使用襯膠管的優勢。丁基襯膠管的基本特性:
1、 的特性是氣體特定過性小,氣密性好。
2、回彈性小,在較寬溫度范圍內( -30-+ 50 ℃ )均不大于20% ,具有吸收振動和沖擊能量的特性。
3、耐熱老化優良,且有良好的耐臭氧老化、耐天候老化和對化學穩定性以及耐電暈性能與電絕緣性好。
4、耐水性好、水滲透率極低,因而適于做絕緣材料。
缺點是:硫化速度慢;粘合性和自粘性差;與金屬粘合性不好;與不飽和性橡膠相容性差,不能并用。但可與乙丙橡膠和聚乙烯等共混并用。
應用范圍: 主要用于制造汽車輪胎內胎、汽車部件,硫化用膠囊、水胎、風胎,膠帶、膠管、電線、電纜、包覆膠,各種機械制品,振動隔離件,建筑用防水片材,密封及填縫材料,貯罐襯里,蠟添加劑和聚烯烴改性劑等 。
襯膠管道概述
襯膠管道(Rubber Lined Pipes),是一種外部以鋼或者硬質結構為管道骨架,內襯耐磨、防腐以及耐高溫的橡膠作為襯里層,通過橡膠自身物理和化學性能從而降低了管路輸送介質對外部結構的作用如沖擊力、腐蝕等,其由于橡膠的緩沖作用,大大延長了管路的使用壽命,降低使用者的成本。
襯膠管道運用原理:
運用橡膠的“以柔克剛”,解決主要以耐磨性能為主的管道襯里,以橡膠的耐腐蝕性和耐高溫性很高的對輸送管路起到保護作用。
襯膠管道特性:
1. 結構優良
管材的增強骨架鋼管與橡膠層使用高性能的粘合劑復合為一個整體,克服了鋼管耐壓不耐磨, 塑料、橡膠耐磨不耐壓以及玻璃鋼脆抗沖擊性能差等缺點,同時具備鋼管和耐磨橡膠的共同優點,綜合性價比卓越。
2. 強度高, 抗沖擊性高
橡膠彈性體的密度低,重量輕,具有較好的吸振性能和優異的耐機械沖擊性能,高強度, 剛性好, 不產生蠕變,抗沖擊,抗震, 抗水錘性能強,便于運輸, 安裝和維護。
3. 溫度適應范圍廣
脫硫襯膠管道可以在-50°C~+150°C的范圍內長期使用,襯膠層不會因溫度變化而與鋼架脫開。
4.節能
潤滑性好,運行阻力損失小,節省運行費用。
5.抗老化性能優越
在正常使用壓力溫度下一般使用壽命達到15年以上(理論值)。管道使用6-8年后近90°轉動一次,使用壽命會更長,襯膠管道可反復襯膠使用4次,降低成本,制作周期短,可確保工期。
硫化制造技術要求:
1)安裝硫化封頭后:
密封面的襯膠層及密封圈須用模壓硫化工藝生產。不應有徑向貫通劃痕。
硫化封頭密封性好,須能保壓0.6MPa以上。
2)硫化三要素:
按照作業指導書規定時間、溫度、壓力硫化,硫化工作必須嚴格依照材料的硫化曲線進行操作。
3)內襯固化后:
固化橡膠檢驗和接收后,緊接著要進行修整。應當磨去瑕疵和表面雜質以得到光滑、規整的表面。
粘接強度硫化試樣及檢驗:
為了質量控制之目的,應隨同正在安裝內襯的高壓蒸氣負載的管子準備一個襯有橡膠并且粘接同一批次生膠板,備用檢測粘接強度。粘接強度大于12KN/m,檢驗方法按GB/T 15254-2014 《硫化橡膠與金屬粘接180°剝離試驗》的規定執行。
外防腐技術要求(根據甲方要求實施)
1)鋼管外壁處理
鋼材表面油污,采用噴砂除銹,達到Sa 2.5級(SSPC稱近白級),Sa 2.5級正式名稱為:“非常徹底的噴射或拋射除銹”,其定義為:鋼材表面應無可見的油脂、污垢、氧化皮、鐵銹和油漆涂層等附著物,任何殘留的痕跡應僅是點狀或條紋狀的輕微色斑。
2)三油兩布,定型膠、刷膠、纏帶。
3)GB 50268和SY/T 0447的要求,對防腐層進行外觀、厚度、漏點和粘結力檢驗。外觀、厚度、漏點應在防腐層實干后、充分固化前檢驗,粘結力可在實干或固化后檢驗
巴中通江縱橫機械制造有限公司以“品質優先、交貨及時、誠信合作、服務完善、共銅發展”的企業文化,愿與您和您的企業一同成長發展,共創美好明天。 感謝各界人士,廣大客戶給予的關心與支持,我司也將一如既往的以滿懷熱忱與真誠的態度期待與您的合作,竭誠為您提供完善服務,敬請垂詢!期待與您共創雙贏、共創輝煌! 我們以“品質優先、交貨及時、誠信合作、服務完善、共同發展的企業文化,愿與您和您的企業- -同成長發展,共創美好明天。 感謝各界人士,廣大客戶給予的關心與支持,我司也將- -如既往的以滿懷熱忱與真誠的態度期待與您的合作,竭誠為您提供完善服務,敬請垂詢!期待與您共創雙贏、共創輝煌。
襯膠管道制造過程控制及技術要求
1)襯膠工藝要求:
TROTOP襯膠復合管的制造工藝要求:
鋼橡復合管和管件應采用擠出無縫膠管、氣囊吹脹法復合并且是高壓蒸汽熱硫化工藝制造。
2)下料組焊
根據買方蓋章圖紙要求的長度,及生產工藝切割鋼管;
a、點焊法蘭
點焊注意法蘭與鋼管垂直。
b、焊接:
待質檢人員檢查合格后在二保自動焊接機上進行焊接,保證貼襯焊縫表面無焊接裂紋、氣孔、未焊透、咬邊、夾渣、飛濺、弧坑、焊瘤等缺陷,所有焊縫采用雙面焊全焊透,所有焊接密閉間隙開設排氣孔,超聲波檢測(UT) ,X射線照相檢測(RT)5%,壓力試驗。
焊接執行API 1104,超聲波檢測符合GB11345-2013, GB 50184-2011 標準規定。
c、加長
對于需焊接接長的管件,管內外焊縫表面均應打磨光滑。 對焊縫外觀進行檢查,不得存在裂紋、咬邊、氣孔等危害性缺陷。
d、打磨:
拐角處圓滑過度,圓角半徑符合技術規格書和圖紙要求,凸面圓角半徑大于等于5mm,凹角面大于8mm。
3)表面處理
a、使用壓縮空氣前
分離器下游的空氣質量必須通過將空氣吹入干凈的白色吸墨紙或布兩分鐘來測試其是否被污染、油污或受潮。測試應當在每班開始和結束時進行并且間隔不超過4 小時。同時應當在空壓機作業后進行測試。只有測試顯示肉眼看不到壓縮空氣中沒有污物、油或水汽時才可以使用。如果有污染的跡象,應對空壓機進行檢修并且按照上面的描述重新檢查空氣質量。
b、露點控制:
表面溫度 至少應保持在高于露點3oC,并且不超過相對濕度。如果由于外界環境的影響,不保持在此環境下會有風險,那就要使用去濕設備或者加熱設備。
c、噴砂
碳鋼襯膠基體表面處理等級達到Sa2.5。即:噴砂至金屬白色,完全氧化皮、銹及其它雜質,殘留僅為斑點或條紋陰影,磨料、積灰。粗糙度必須符合基體表面粗糙度的要求粗糙度RZ≥60μm。
d、脫脂、清洗:
表面進行處理后,應將鋼管表面附著的灰塵及磨料清理干凈,用甲苯或汽油清洗。
e、涂刷底漆:
脫脂后立即涂刷西邦粘接劑。先刷底膠,待干燥后再刷面膠,待干燥后兩頭封好,存放在指定地點待用。從表面處理完畢至完成外表面粘接劑的間隔時間,長不應超過24h。
選購襯膠管1廠銷價優來巴中市通江縣找縱橫機械制造(巴中市通江縣分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李經理-【13373770586】,地址:[孟津縣麻屯鎮董村]。













