
以下是:巴中市通江縣專業(yè)銷售絎磨管-靠譜的產(chǎn)品參數(shù)【九冶】業(yè)務(wù)覆蓋多元場景,提供以下產(chǎn)品和服務(wù):平昌絎磨管專業(yè)廠家、巴州絎磨管產(chǎn)地廠家直銷、南江絎磨管款式新穎等。專業(yè)銷售絎磨管-靠譜,九冶管業(yè)(巴中市通江縣分公司)lcl417-14專業(yè)從事專業(yè)銷售絎磨管-靠譜,聯(lián)系人:李經(jīng)理,電話:【15192183985】、【15192183985】,供應(yīng)服務(wù)范圍覆蓋:四川省、巴中市、通江縣、巴州區(qū)、南江縣、平昌縣,以下是專業(yè)銷售絎磨管-靠譜的詳細頁面。 四川省,巴中市,通江縣 通江縣位于四川省巴中市東北部,米倉山東段南麓大巴山缺口處,居北緯31°39′~32°33′,東經(jīng)106°59′~107°46′之間。縣域東西距73.3公里,南北距98.5公里,幅員面積4116.58平方公里。縣境屬中亞熱帶濕潤季風(fēng)氣候區(qū),光照適宜、四季分明。
觀看我們的產(chǎn)品視頻,就像打開了一扇通往專業(yè)銷售絎磨管-靠譜產(chǎn)品世界的窗戶。您將看到產(chǎn)品的每一個細節(jié),感受到它的每一處獨特之處。視頻將為您呈現(xiàn)一個真實、立體的產(chǎn)品形象,讓您對它有更深入的了解和認(rèn)識。以下是:巴中通江專業(yè)銷售絎磨管-靠譜的圖文介紹
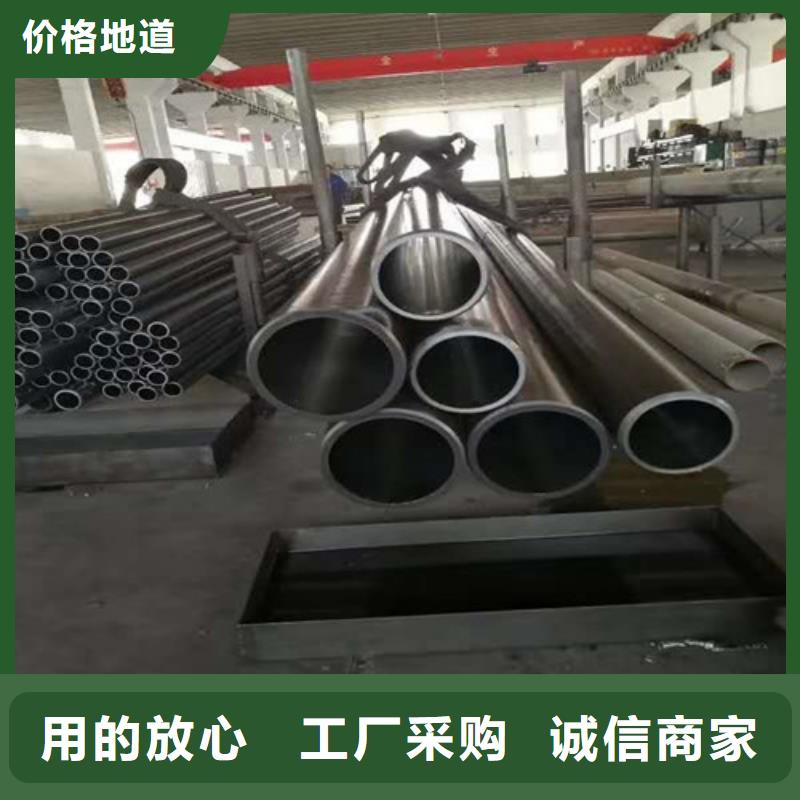
珩磨管加工工藝
一種珩磨管的加工工藝,尤其是抗拉強度不低于1140MPa、屈服強度不低于1030MPa、伸長率不低于16%、延伸率不低于38%,且對珩磨管加工精度要求較高的珩磨管的加工工藝。采用的加工工藝是選用合適尺寸的TC4鈦合金棒材,通過開坯、自由鍛及熱處理工藝,矯直、打深孔、珩磨、車外圓拋光等步驟完成規(guī)定尺寸及要求的珩磨管的加工過程,加工過程簡單且成本低廉,滿足了我國航空航天、壓力機械等領(lǐng)域中對高性能珩磨管的使用要求。珩磨管的加工工藝,其特征在于,珩磨管的加工工藝步驟為: a)選料:選用符合標(biāo)準(zhǔn)的合適尺寸的金屬材質(zhì)棒材作為加工珩磨管的原料棒材; b)開坯、自由鍛及熱處理工藝:對原料棒材采用開坯、自由鍛及熱處理工藝進行加工; c)矯直:對處理后的原料棒材進行鍛錘矯直; d)打深孔:在原料棒材上打出合適尺寸的通孔后制成管材; e)珩磨:采用珩磨油石對管材的通孔進行珩磨加工,使得管材的通孔滿足珩磨管所要求的尺寸及加工精度要求; f)車外圓刨光:采用車床對管材的外壁及端面進行車加工及刨光,使得管材的外徑達到珩磨管要求的尺寸及加工精度要求,完成珩磨管的制作。
需要說明的一點:由于珩磨油石采用金剛石和立方氮化硼等磨料,加工中油石磨損很小,即油石受工件修整量很小。因此,孔的精度在一定程度上取決于珩磨頭上油石的原始精度。所以在用金剛石和立方氮化硼油石時,珩磨前要很好地修整油石,以確保孔的精度。液壓油缸結(jié)構(gòu)缸筒與缸蓋怎樣連接對于壓力較高、缸壁較厚和缸徑較大(φ63mm~φ320mm)的液壓缸,其端蓋與缸筒采用內(nèi)卡鍵式聯(lián)結(jié)的結(jié)構(gòu),具有重量輕、外形尺寸小、加工簡單和拆裝方便等優(yōu)點。如檢修活塞更換密封、維修導(dǎo)套等十分方便,同時,端蓋具有徑向浮動的特點,使活塞桿不易產(chǎn)生卡緊現(xiàn)象。1、結(jié)構(gòu)設(shè)計采用彈性擋圈2防止端蓋向缸筒里面移動;而圖b是采用壓環(huán)2和螺釘4防止端蓋向缸筒里面移動。結(jié)構(gòu)適合于速度比較低(即活塞桿直徑比較小)的液壓缸。這種結(jié)構(gòu)在缸筒內(nèi)徑和壓環(huán)外徑呈階梯形狀,通過控制其與缸體高度方向的相關(guān)尺寸公差,使壓環(huán)以軸肩支承在缸體上,依靠預(yù)緊螺栓4拉緊缸蓋,確保在液壓缸無負載時就使卡鍵與鍵槽在承載側(cè)靠合,配合間隙并形成預(yù)壓,從而將端蓋1、壓環(huán)2、卡鍵3和缸體5組成一個有機的整體。
巴中通江九冶管業(yè)有限公司主要經(jīng)營 絎磨管。 公司始終把客戶滿意做為我們服務(wù)的目標(biāo),為客戶提供一體化服務(wù)。公司借助深厚的行業(yè)經(jīng)驗和廣泛的資源,不斷開拓嶄新的市場,努力構(gòu)建完整的產(chǎn)業(yè)模式,始終堅持“一諾千金,雙贏互利,品質(zhì)永恒”的經(jīng)營理念,專注 絎磨管行業(yè),在業(yè)內(nèi)具有良好的口碑和知名度。
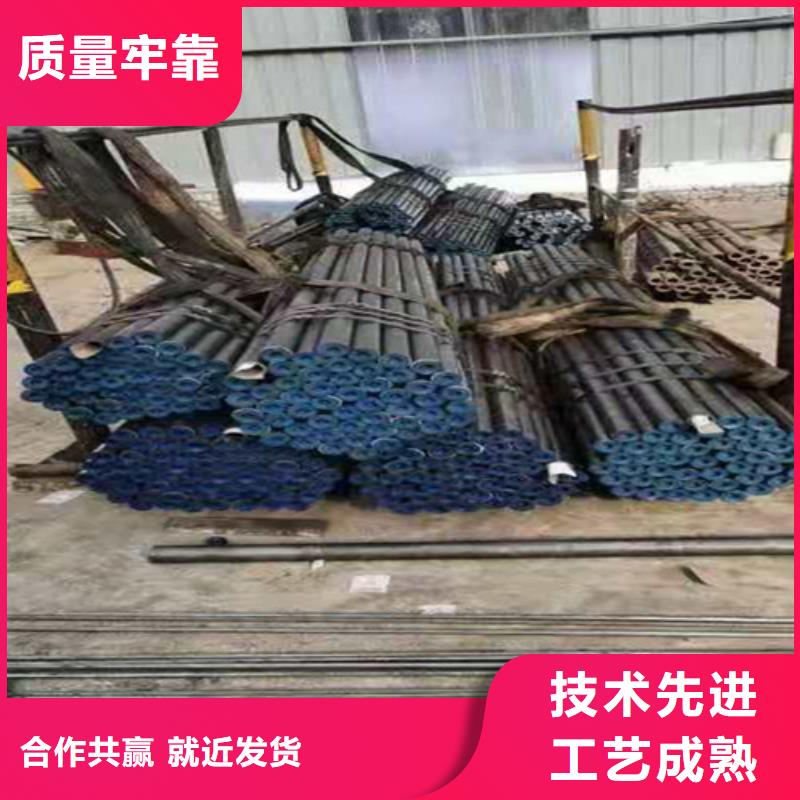
糾孔能力強由于其余各種加工工藝方面存在不足,致使在加工過程中會出現(xiàn)一些加工缺陷。如:失圓、喇叭口、波紋孔、尺寸小、腰鼓形、錐度、鏜刀紋、鉸刀紋、彩虹狀、孔偏及表面粗糙度等(見圖2)。采用珩磨工藝加工可以通過去除少加工余量而極大地改善孔和外圓的尺寸精度、圓度、直線度、圓柱度和表面粗糙度。珩磨管工藝及其在汽車零部件制造中的應(yīng)用工藝介紹珩磨工藝(Honing Process)是磨削加工的一種特殊形式,又是精加工中的一種加工方法。這種工藝不僅能去除較大的加工余量,而且是一種提高零件尺寸精度、幾何形狀精度和表面粗糙度的有效加工方法,在汽車零部件的制造中應(yīng)用很廣泛。珩磨加工原理珩磨是利用安裝于珩磨頭圓周上的一條或多條油石,由漲開機構(gòu)(有旋轉(zhuǎn)式和推進式兩種)將油石沿徑向漲開, 使其壓向工件孔壁,以便產(chǎn)生一定的面接觸。同時使珩磨頭旋轉(zhuǎn)和往復(fù)運動,零件不動;或珩磨頭只作旋轉(zhuǎn)運動,工件往復(fù)運動,從而實現(xiàn)珩磨。
點擊查看九冶管業(yè)(巴中市通江縣分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
專業(yè)銷售絎磨管-靠譜_九冶管業(yè)(巴中市通江縣分公司),固定電話:【15192183985】,移動電話:【15192183985】,聯(lián)系人:李經(jīng)理,丁塊工業(yè)園。
銷售絎磨管-靠譜")
銷售絎磨管-靠譜")
銷售絎磨管-靠譜")
銷售絎磨管-靠譜")
銷售絎磨管-靠譜")
銷售絎磨管-靠譜")
銷售絎磨管-靠譜")
銷售絎磨管-靠譜")