以下是:巴中市通江縣焊接平臺認準實力工廠的產品參數
產品參數 產品價格 1650/臺 發貨期限 現貨 供貨總量 50 運費說明 包含運費 小起訂 1 質量等級 優 是否廠家 是 產品材質 鑄鐵 產品品牌 偉業 產品規格 1000-8000 發貨城市 泊頭 產品產地 河北 加工定制 是 產品重量 噸 產品顏色 可選 質保時間 一年 適用領域 機械加工檢測 材質 灰口鑄鐵HT250 工作面精度 1級、2級、3級 T型槽開口尺寸 14、16、18、22、28 平臺高度 220-250-280-300-350-400 工作面厚度 15、20、25、30、40、50、60、70、80、90、100等 回火熱處理溫度 650-850度 生產周期 現貨或3天內發貨 平臺規格 1000*1500-4000*8000 安裝調試配件 墊鐵、斜鐵、支架、地錨器 范圍 焊接平臺認準供應范圍覆蓋四川省 巴中市 巴州區、通江縣、南江縣、平昌縣等區域。 【偉業五金】持續拓展產品矩陣,現有巴州鑄鐵焊接平臺廠家好貨有保障、南江鑄鐵焊接平臺廠家滿足客戶所需、平昌鑄鐵焊接平臺廠家現貨采購等,滿足不同場景需求。焊接平臺認準實力工廠,偉業五金機械廠(通江縣分公司)weiye546-14為您提供焊接平臺認準實力工廠的資訊,聯系人:李經理,發貨地:工業開發區。 四川省,巴中市,通江縣 通江縣位于四川省巴中市東北部,米倉山東段南麓大巴山缺口處,居北緯31°39′~32°33′,東經106°59′~107°46′之間。縣域東西距73.3公里,南北距98.5公里,幅員面積4116.58平方公里。縣境屬中亞熱帶濕潤季風氣候區,光照適宜、四季分明。
想要更直觀地了解焊接平臺認準實力工廠產品嗎??產品視頻,帶你走進產品世界以下是:焊接平臺認準實力工廠的圖文介紹
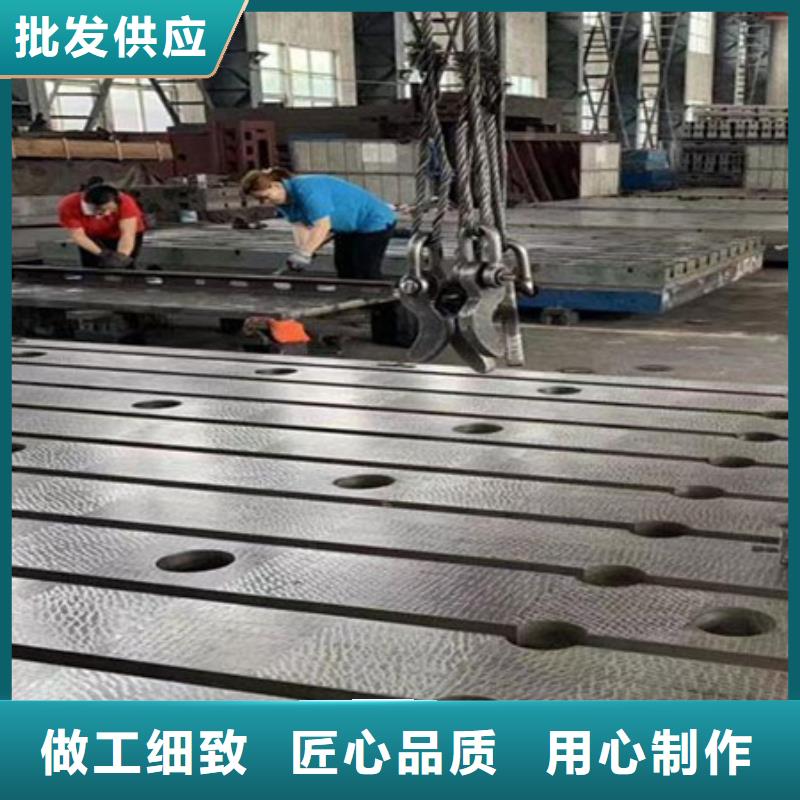
制定好以上數據后,確定焊接平臺焊接平臺的終生產圖,焊接平臺即將進出到生產環節。在生產環節中,T型槽的加工是在兩次人工回火后進行的。
焊接平臺的鑄造配料工藝介紹:1)、在焊接平臺鑄造錢根據沖天爐熔化配料單進行計量后上料。
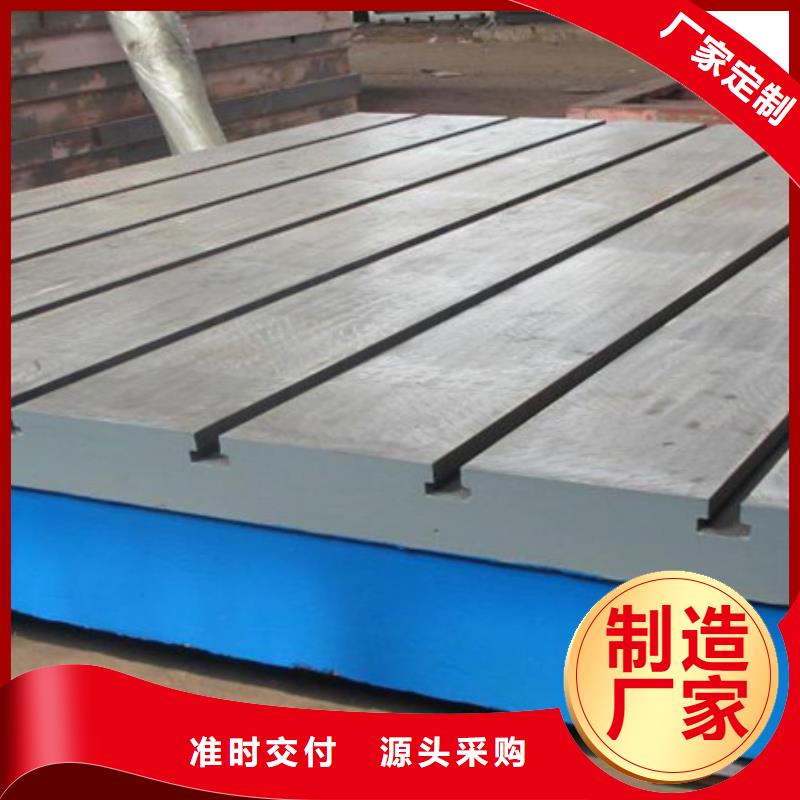
1.在半成品焊接平臺臺面上嚴格按照生產圖紙 準確劃線。并經過專門校驗人員確認后方可進行機床加工。
2.加工時,安裝與T型槽尺寸相對應T型槽銑刀,首先進行立式加工,在達到T型槽總深度的尺寸時,更換下底槽銑刀,進行下底槽加工。在銑刀進行開槽加工時,值得注意的是,吃刀量不可過大過深。
以上為偉業機床焊接平臺焊接平臺T型槽設計及加工的基本工藝。如需采購焊接平臺等其他工量具或技術上的問題。
2)、焊接平臺的原材料:化學成分純凈的生鐵,廢鋼,回爐料,重稀土孕育劑,純銅。輔料:硅鐵,錳鐵,脫硫劑,低硫低磷級鑄造焦炭等。
3)、原材料配比:80%生鐵,10%廢鋼,回爐料,硅、錳含量通過低硫低磷的硅鐵錳鐵來調整。
4)、焊接平臺的原鐵水成分控制范圍:S<0.12%,C:3.6-3.8%,Si:1.2-1.6%,Mn:0.5-0.6%,P≤0.13。
5)、鐵與炭比例: 6:1。
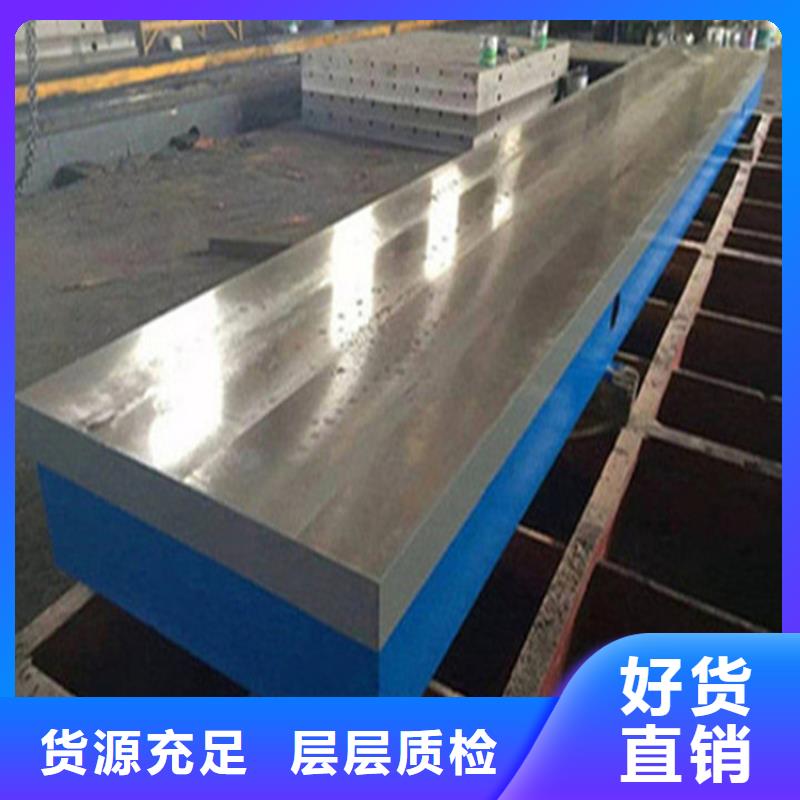
產品精度依次分別為0,1,2,3級四個級別。強度高的焊接平臺,自身的使用壽命就可以達到很長,所以焊接平臺的強度決定著使用壽命是值得重示的。在一定的鑄造條件下,不同材質的灰口鑄鐵所能鑄出的焊接平臺鑄件小壁厚是不同的。當設計的壁厚小于 焊接平臺的小壁厚時,焊接平臺鑄件易產生澆注不足、冷隔等缺陷。同一焊接平臺上,內壁厚度應比外壁厚度小,中心的厚度應比連接壁小,以便使各部分壁的冷卻速度均勻。適當的 焊接平臺設計在很大程度上對于平臺的強度具有很大的影響。
焊接平臺鑄件回火的特點是:通過改變鑄件內部的顯微組織,或改變鑄件表面的化學成分,賦予或改善鑄件的使用性能。焊接平臺鑄件回火時應嚴格遵守回火工藝,筋臺密集或易變形部位應加支撐筋,防止回火溫度導致變形和斷裂。應有專人看管回火爐溫度計,及時控制溫度,防止溫度過高或過低,這樣會對回火的鑄件有很大的影響。
焊接平臺的鑄件回火是焊接平臺加工階段重要的一環節,很多生產企業為了追求利潤,壓低產品價格,把這一道非常重要的工序給省略掉了。平臺的回火是非常重要的,它能從根本上鑄件內部的應力,使鑄件的變形量很小,從而在根本上縮小平臺不變形,精度能很好的得到有效的保證。
提高焊接平臺或焊接平臺精度,減小在使用過程中焊接平臺的變形,我們采取以下方法來生產。
一、焊接平臺鑄件清砂后粗加工前高溫退火500-560 以鑄造時所產生的內應力。防止焊接平臺日后因溫度差變形;
二、焊接平臺精加工前二次退火或采用振動方式進行時效處理,殘余鑄造應力及粗加工后帶來的內部組織變化后產生的應力;
三、焊接平臺精加工后在恒溫室內進行人工刮研,研具應高于平臺要求精度1個等級,四人一組精研10天左右/件;
四、出廠前刮研必須高于設備安裝現場一個等級進行檢驗,以應對運輸時精度的變形;
五、現場進行調試,根據合象水平儀配合可調式橋臺進行測量誤差,把焊接平臺調整到所需的精度。
六、焊接平臺使用過程中注意保養,一年內調試一次;
巴中通江偉業五金機械廠質量控制
公司質量方針:沒有*好,只有更好!
我公司 鑄鐵焊接平臺廠家產品的質量是以的生產設備、成熟的生產工藝以及的技術人員和的檢測設備作為基本因素。公司對 鑄鐵焊接平臺廠家產品質量的管理進行嚴格的控制,從而為您提供可靠的 鑄鐵焊接平臺廠家產品。
服務承諾
我們秉承服務顧客的理念,認真執行每一個工藝細節,為您提供而熱忱的服務。
1、 鑄鐵焊接平臺廠家產品配發檢驗合格證,檢驗報告隨貨通行。
2、出廠的 鑄鐵焊接平臺廠家產品均按照相關標準生產和檢驗,不合格的 鑄鐵焊接平臺廠家產品不出廠
鑄鐵焊接平臺的熱處理工藝:1.應力退火,由于鑄件壁厚不均勻,在加熱,冷卻及相變過程中,會產生效應力和組織應力。另外大型零件在機加工之后其內部也易殘存應力,所有這些內應力都必須。去應力退火通常的加熱溫度為500~550℃保溫時間為2~8h,然后爐冷(灰口鐵)或空冷(球鐵)。采用這種工藝可鑄件內應力的90~95%,但鑄鐵組織不發生變化。若溫度超過550℃或保溫時間過長,反而會引起石墨化,使鑄件強度和硬度降低。
2.焊接平臺鑄件白口的高溫石墨化退火,鑄件冷卻時,表層及薄截面處,往往產生白口。白口組織硬而脆、加工性能差、易剝落。因此必須采用退火(或正火)的方法白口組織。退火工藝為:加熱到550-950℃保溫2~5h,隨后爐冷到500—550℃再出爐空冷。在高溫保溫期間,游高滲碳體和共晶滲碳體分解為石墨和A,在隨后護冷過程中二次滲碳體和共析滲碳體也分解,發生石墨化過程。由于滲碳體的分解,導致硬度下降,從而提高了切削加工性。
3.焊接平臺球鐵的正火,球鐵正火的目的是為了獲得珠光體基體組織,并細化晶粒,均勻組織,以提高鑄件的機械性能。有時正火也是球鐵表面淬火在組織上的準備、正火分高溫正火和低溫正火。高溫正火溫度一般不超過950~980℃,低溫正火一般加熱到共折溫度區間820~860℃。正火之后一般還需進行四人處理,以正火時產生的內應力。
在巴中市通江縣采購焊接平臺認準實力工廠請認準偉業五金機械廠(通江縣分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:李經理,地址:工業開發區)。











