

以下是:巴中市通江縣不銹鋼電解拋光賺錢了工廠直銷的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 公司 燈鼎 主營 不銹鋼電解拋光 所在地 深圳 可送貨 是 效果 鏡面 主要材質 不銹鋼 范圍 不銹鋼電解拋光賺錢了供應范圍覆蓋四川省 巴中市 巴州區、通江縣、南江縣、平昌縣等區域。 【燈鼎】業務覆蓋多元場景,提供以下產品和服務:巴州電解誠信商家、南江電解廠家直銷、平昌電解無中間商廠家直銷等。不銹鋼電解拋光賺錢了工廠直銷,燈鼎金屬表面處理 (巴中市通江縣分公司)szddjs124-14為您提供不銹鋼電解拋光賺錢了工廠直銷,供應服務范圍覆蓋四川省 巴中市 巴州區、通江縣、南江縣、平昌縣,聯系人:姚師傅,電話:【0755-28505535】、【18014996427】。 四川省,巴中市,通江縣 通江縣,隸屬于四川省巴中市。西魏大統中析始寧縣地置諾水縣,天寶元年更諾水縣為通江縣。
我們的不銹鋼電解拋光賺錢了工廠直銷視頻現已上線,解鎖產品新視界,視頻帶你一探究竟!
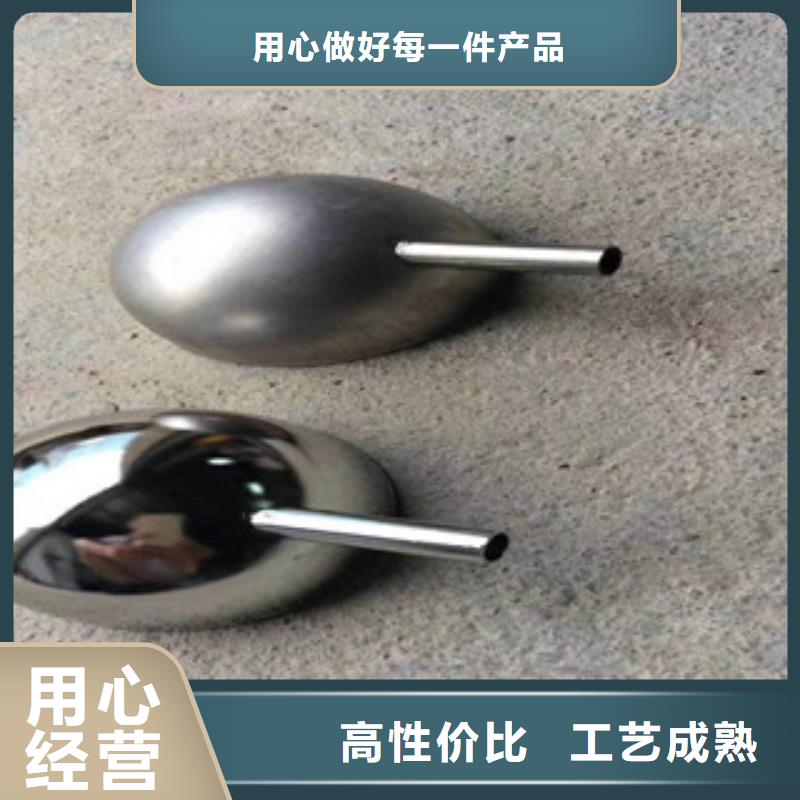
以下是:巴中通江不銹鋼電解拋光賺錢了工廠直銷的圖文介紹
當氯離子含量超過1%時,零件表面容易出現斑點腐蝕。配制溶液用的水中氯離子含量應少于8 0 mg/L
電拋光液拋光質量的影響因素:電拋光液拋光質量的影響因素主要有溫度、時間、電流密度、陰極材料、攪拌條件等。
1.溫度:溫度對電拋光過程的影響很大。當電流密度一定時,隨著電解液溫度的升高,電拋光的速度增大。因為溫度升高,溶液黏度降低,使對流作用加強,擴散速度加快,陽極附近溶液能迅速更新,從而有利于陽極溶解。溫度低時,溶液導電性差,拋光緩慢;溫度高時,溶液
的擴散作用強,為了形成薄膜,同時也必須提高電流密度。但溫度過高,陽極表面的電解液易發生過熱,產生的氣體和蒸氣可能將電解液從
電極表面排開,從而降低拋光效果,也很難用提高電流密度的方法來達到拋光的目的了。
2.時間:在電拋光開始的一段時間內,陽極表面的整平速度*,以后就越來越小,甚至到某一時間后,再延長拋光時間,不僅不能使表面粗糙度降低,反而會使之增加。因此,拋光時間也應根據基體材料的性質、表面的原始狀態、電拋光液的組成、電流密度和溫度來決定。一般情
況下,拋光時間隨電流密度和溫度的提高而縮短。為了使表面粗糙度降低,達到良好的拋光效果,應多采用反復多次拋光的辦法,每次拋光
的時間控制在許可的范圍之內。
25.陰陽極的 面積比是多少?陽極比陰極為1:2—3.5之間。26.兩極 極距是多少?陰極距陽極 距離為10—30厘米。27.不銹鋼通
用電解拋光液在老化后怎樣維護?不銹鋼通用電解液老化后可以添加硫酸(密度為1.84),添加量為槽液重量的6%,或是參考386A·H/L.28.
初次進行電解拋光,不僅沒有拋出亮度,而且工件表面全部變成黑色或灰色,是什么原因引起的?原因分析:發生這種現象一般是兩極接反
了,接反后鉛板成正極溶解,工件成陰極吸附,工件溶解在溶液中的鐵鎳鉻離子吸附在工件表面,形成了一層結合力不好的膜層。解決方法
:將正負極重新連接,陽極接正極,陰極接負極。
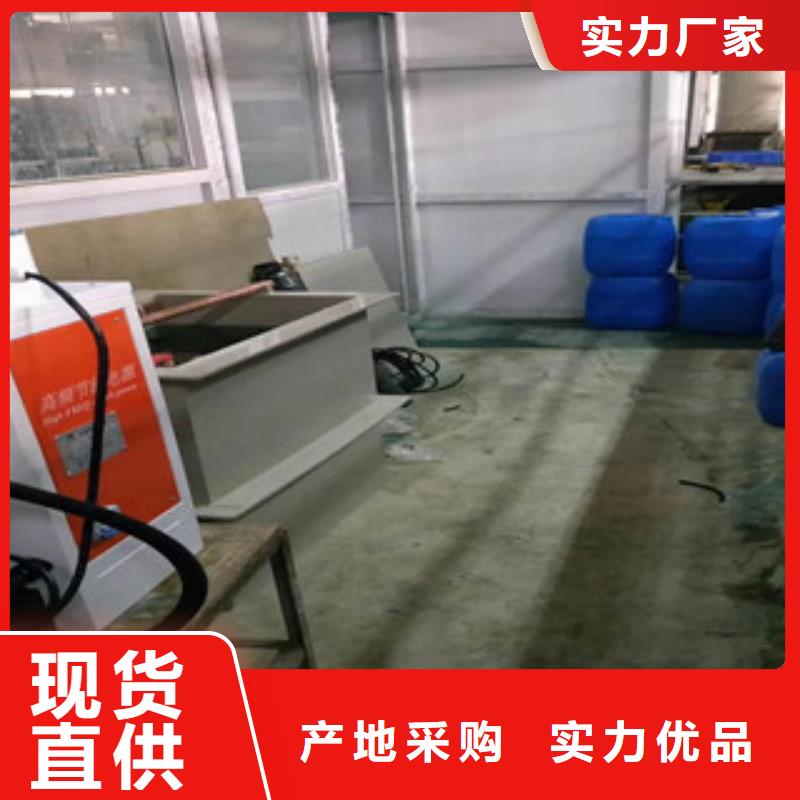
電源;整流器;電極棒;冷卻管;加熱器;掛具;鉛板;電解槽;排風裝置
電源可選用雙相220V,三相380V。
整流器
電解拋光對電源波形要求不是太嚴格,可選用 可控硅整流器或高 頻整流器。
整流器空載電壓:0—20v
負載電壓(工作電壓):8—10v
工作電壓低于6v,拋光速度慢,光亮度不足。
整流器電流:根據客戶工件大小而定。
電解槽及配套設施(陽極棒)
可選用聚氯乙烯硬板材(聚丙烯)焊接而成。在槽上裝三根電極棒,中間為可移動的陽極棒,接電源陽極(或正極),兩側為陰極棒,連接電源陰極(負極)。
加熱設施及冷卻設備
3.電流密度:電流密度根據材料的不同而不同。一般來說,電拋光的陽極電流密度應選擇在陽極極化曲線的D點附近,這時極化較大,并有一
定量的氧氣析出,拋光速度快,能使表面達到*的光潔度。提高電流密度,可得到光亮的表面,但是電流密度過高,則容易產生局部過熱的燒
焦和麻坑等現象;電流密度低于所需的極限時,金屬表面易被腐蝕變得粗糙,不能達到拋光的效果。
4.陰極材料:電拋光的陰極一般都是鉛板。采用不同的陰極材料時,所對應的電解液種類。從電流效率的觀點來看,增大陰極面積是有利的,但是增大陰極面積會使六價鉻還原成三價鉻的速度加快,一般取面積比為陰極:陽極:(1-1.5):1即可
5.極間距離:在一般的電解處理中,電流有易于在電極周圍集中的傾向,這樣在處理大平板狀的材料時,周圍部分要比中部易于光澤化。為了抑制這種電流分布的不均勻性,就得把陽極面積做得比陰極面積大,并且加大電極間的距離。而電極間距離增大后,又使電能的消耗增加
,所以根據電解液的電阻率、溫度和電流密度的不同,電極間距離大都在10一60cm之間選擇。
6.攪拌條件:攪拌可以使電解液的溫度更均勻,防止表面局部過熱,使陽極表面附近的溶液容易更新,從而增加黏膜的溶解速度和拋光速度,所以適當的攪拌可以提高電拋光的質量。同時,攪拌還可以趕走滯留在金屬表面的氣泡,以麻點和條痕。但是,攪拌的速度不宜過大
,否則會使黏膜的溶解速度過快而影響拋光效果。實際生產中常采用移動陽極的方法來攪拌溶液,移動速度為6—10次/min
巴中通江燈鼎金屬表面處理 有限公司自創建以來,秉承“人以誠為本、利以信為先 ”的核心理念和“薄利多銷、互利共贏”的經營理念。為客戶提供優質、的 電解采購解決方案。在激烈的市場競爭中,樹立了良好的公平、公正的企業形象,把握市場機遇,將公司做大做強。也得到了廠商、同行業及廣大客戶的一致好評和認可。 公司通過十余載的不懈努力,與多家大型 電解廠建立了良好的合作伙伴關系,公司堅持以誠信廣交朋友,以服務增進感情,真誠為廣大客戶創造價值,為廣大客戶提供優質可靠的 電解產品和全心全意的服務。
不銹鋼電解拋光賺錢了工廠直銷,燈鼎金屬表面處理 (巴中市通江縣分公司)為您提供不銹鋼電解拋光賺錢了工廠直銷產品案例,聯系人:姚師傅,電話:【0755-28505535】、【18014996427】,供應服務范圍覆蓋:四川省 巴中市 巴州區、通江縣、南江縣、平昌縣。









