想要深入了解25Mn無縫管尺寸規格表產品的各項功能和特點嗎?我們為您呈現的產品視頻將為您揭開產品的神秘面紗。請您抽出寶貴時間觀看,相信會給您帶來滿滿的驚喜和收獲。
以下是:內蒙古通遼25Mn無縫管尺寸規格表的圖文介紹

CT室鉛板
全勝輻射防護工程(通遼市分公司)
操作簡單品質之選
CT室鉛板的詳細介紹
現貨充足品質可靠

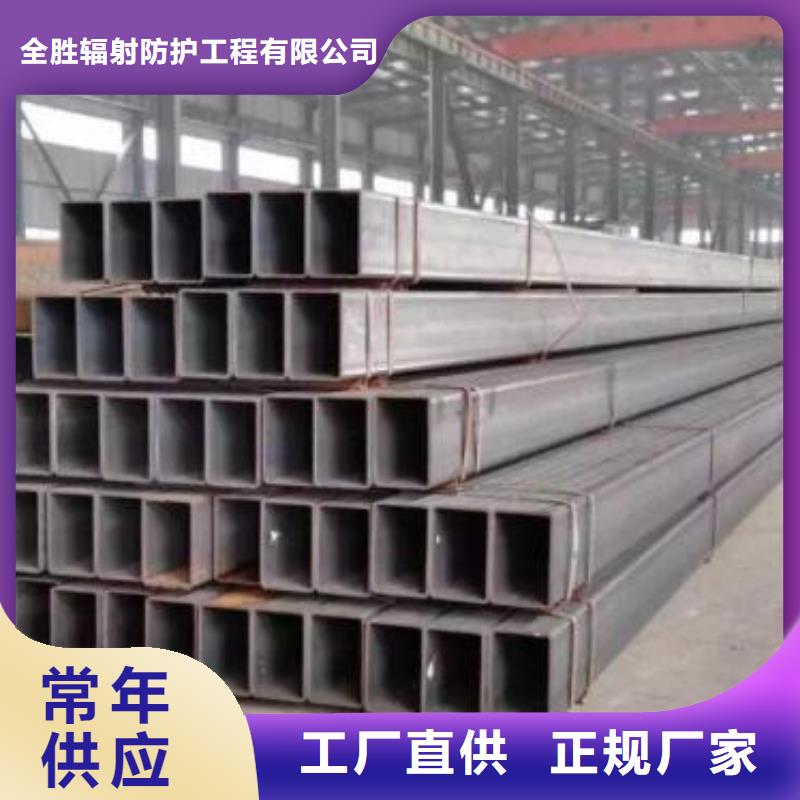
焊管“無縫化”的含義焊管和無縫管相比, 的區別是焊管有一道焊縫。由于有了焊縫,使外形凸出高于母材很多,明顯地看出了“縫”;同時,內部物理性質上也產生了變化。如果能夠在這兩個方面—外在與內在,都能使焊縫與母材相同、相近或者相等母材性能,等同于無縫,這就是“無縫化”的含義。“無縫化”的兩個方面如上所述,焊管無縫化包含兩個方面的內涵,幾何無縫化,使焊縫余高盡可能小;物理無縫化,使焊縫(包括周圍熱影響區)的物理性能趨于與母材一致。焊管的幾何無縫化光滑地掉焊縫處因擠壓焊接后所形成的外毛刺和內毛刺,使焊管在幾何外形上幾乎看不到焊縫。我國和美國標準中內毛刺的殘留高度大致上規定了兩檔精度: 檔(O.127 mm;第二檔0.254 mm)。
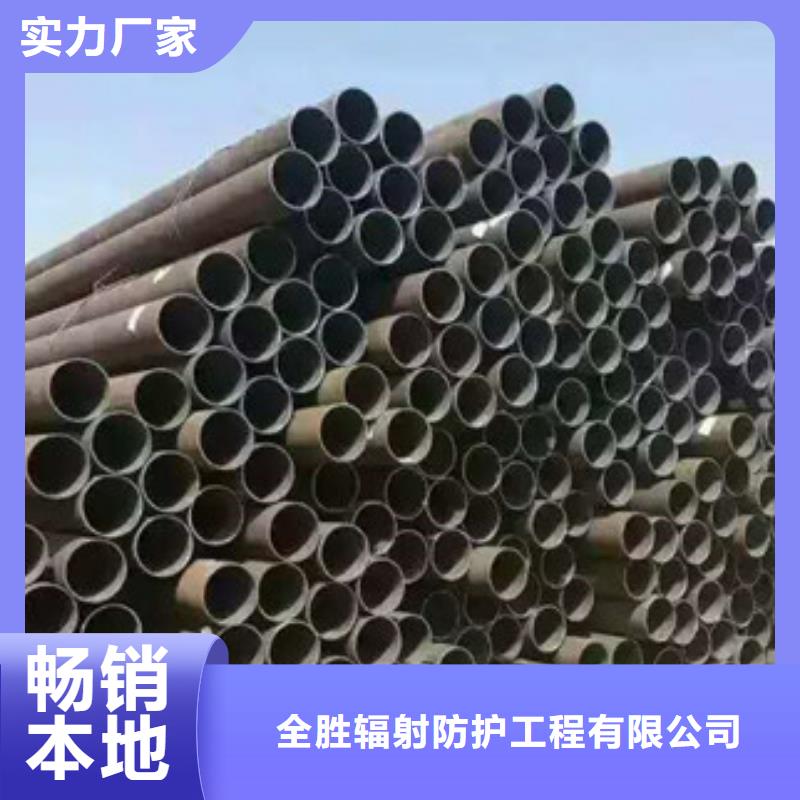
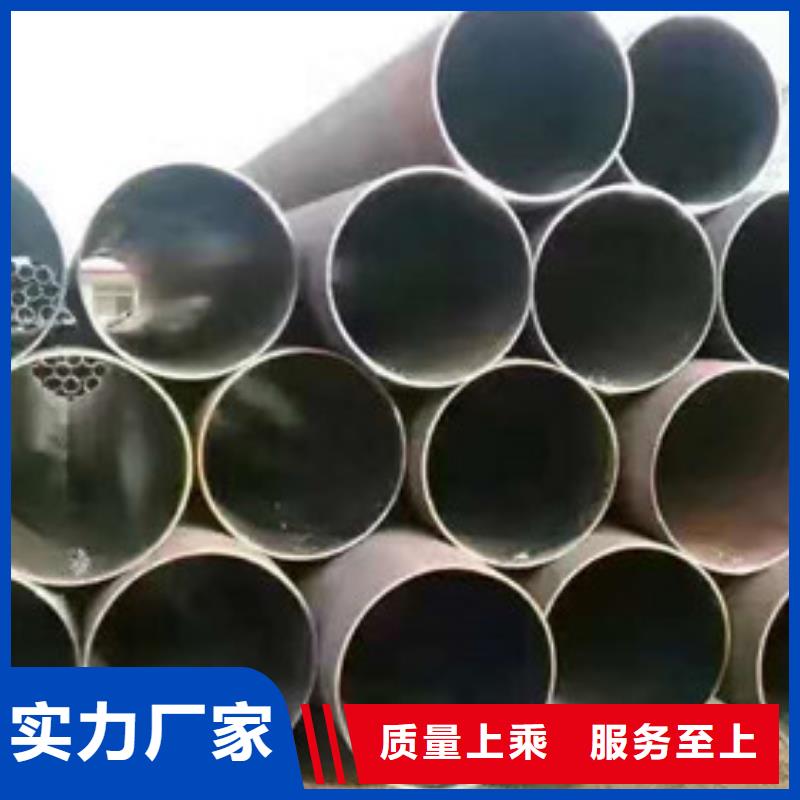
焊管的物理無縫化幾何無縫化處理后的焊管雖然外表上已幾乎看不到焊縫,但焊縫內部的金相組織與母材仍有較大區別,焊縫區的機械性能較低。為此,需要經過熱處理細化焊縫區的晶粒、去除焊接應力,實現與母體金相組織、機械性能的一致化,這個過程我們稱之為焊管的物理無縫化。碳鋼管通常采用退火處理,而不銹鋼則采用固溶處理。幾何無縫化—內外毛刺技術通常一個完整的內毛刺系統由刀具、支持系統和調控系統三個部份組成,其技術關鍵在于刀具的形狀和壽命。內毛刺的余高一般控制在0.2 mm以內,甚至0.1 mm以內。外毛刺技術較為簡單,于管體外裝外毛刺刮刀即可。物理無縫化—焊縫退火處理在高頻焊接過程中,由于趨膚效應、臨近效應和熱傳導的綜合作用,造成了管坯邊緣附近的溫度分布梯度,形成了熔化區、部分熔化區、過熱組織區、正火區、不完全正火區、回火區等特征區域。其中過熱區組織由于焊接的溫度在1100℃以上,奧氏體晶粒急劇長大,冷卻后晶粒粗大,在一定的化學成分和冷速條件下還會形成硬而脆的晶相。此外,由于溫度梯度的存在也會產生焊接應力。其綜合結果,焊縫區的綜合機械性能比母材低。焊管物理無縫化就是通過焊縫熱處理,達到應力、均化和細化組織、提高焊接熱影響區綜合機械性能的目的,而其根本目的是應力。











名片")