

以下是:安徽省蕪湖市鑄鐵試驗平臺鑄造加工的產品參數
產品參數 產品價格 1650/臺 發貨期限 現貨 供貨總量 50 運費說明 包含運費 小起訂 1 質量等級 優 是否廠家 是 產品材質 鑄鐵 產品品牌 偉業 產品規格 1000-8000 發貨城市 泊頭 產品產地 河北 加工定制 是 產品重量 噸 產品顏色 可選 質保時間 一年 適用領域 機械加工檢測 材質 灰口鑄鐵HT250 工作面精度 1級、2級、3級 T型槽開口尺寸 14、16、18、22、28 平臺高度 220-250-280-300-350-400 工作面厚度 15、20、25、30、40、50、60、70、80、90、100等 回火熱處理溫度 650-850度 生產周期 現貨或3天內發貨 平臺規格 1000*1500-4000*8000 安裝調試配件 墊鐵、斜鐵、支架、地錨器 范圍 鑄鐵試驗平臺鑄造加工供應范圍覆蓋安徽省 蕪湖市 合肥市、馬鞍山市、蚌埠市、黃山市、阜陽市、亳州市、六安市、巢湖市、銅陵市、淮北市、淮南市、安慶市、滁州市、宿州市、宣城市、池州市 鏡湖區、弋江區、鳩江區、三山區、繁昌區、南陵縣、無為市等區域。 【偉業五金】業務覆蓋多元場景,提供以下產品和服務:合肥鑄鐵焊接平臺廠家客戶信賴的廠家、馬鞍山鑄鐵焊接平臺廠家選擇我們沒錯、淮南鑄鐵焊接平臺廠家匠心品質、安慶鑄鐵焊接平臺廠家適用場景、宣城鑄鐵焊接平臺廠家經銷商、池州鑄鐵焊接平臺廠家工廠直供、鏡湖鑄鐵焊接平臺廠家原料層層篩選、弋江鑄鐵焊接平臺廠家供應采購等。鑄鐵試驗平臺鑄造加工,偉業五金機械廠(蕪湖市分公司)weiye546-14為您提供鑄鐵試驗平臺鑄造加工,供應服務范圍覆蓋安徽省 蕪湖市 合肥市、馬鞍山市、蚌埠市、黃山市、阜陽市、亳州市、六安市、巢湖市、銅陵市、淮北市、淮南市、安慶市、滁州市、宿州市、宣城市、池州市 鏡湖區、弋江區、鳩江區、三山區、繁昌區、南陵縣、無為市,聯系人:李經理。 安徽省,蕪湖市 公元前109年,蕪湖置縣,因“蓄水不深而多生蕪藻”始名“蕪湖”。1912年,蕪湖縣直屬安徽省。1949年5月,蕪湖市正式設立市建制。蕪湖市有“江東名邑,吳楚名區”“長江巨埠,皖之中堅”的美譽,因江而生,依江而興,水網密布,自宋元時期起就被譽為“魚米之鄉”,優質的稻米和便利的交通讓蕪湖成為中國的“四大米市”之一。蕪湖市是長江三角洲城市群發展規劃的大城市,擁有汽車及零部件、材料、電子電器及電線電纜四大支柱產業。蕪湖市是全國綜合交通樞紐,寧安高鐵、合杭高鐵、合福高鐵穿境而過,蕪湖港通江達海,還建有城軌蕪湖軌道交通和蕪湖宣州機場。蕪湖市境內有方特旅游度假區、鏡湖、蕪湖古城、馬仁奇峰等景點。
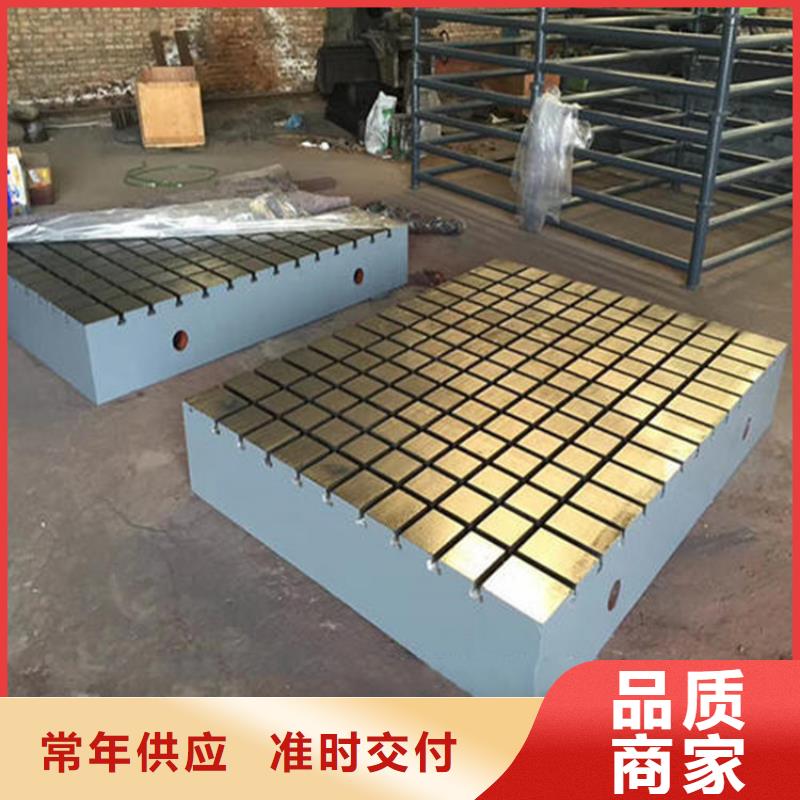
我們為您呈現了鑄鐵試驗平臺鑄造加工產品的視頻介紹,相較于圖文,視頻更能展現產品的真實面貌和細節。不妨點擊觀看,感受產品的魅力。以下是:安徽蕪湖鑄鐵試驗平臺鑄造加工的圖文介紹
鑄鐵焊接平臺的熱處理工藝:1.應力退火,由于鑄件壁厚不均勻,在加熱,冷卻及相變過程中,會產生效應力和組織應力。另外大型零件在機加工之后其內部也易殘存應力,所有這些內應力都必須。去應力退火通常的加熱溫度為500~550℃保溫時間為2~8h,然后爐冷(灰口鐵)或空冷(球鐵)。采用這種工藝可鑄件內應力的90~95%,但鑄鐵組織不發生變化。若溫度超過550℃或保溫時間過長,反而會引起石墨化,使鑄件強度和硬度降低。
2.焊接平臺鑄件白口的高溫石墨化退火,鑄件冷卻時,表層及薄截面處,往往產生白口。白口組織硬而脆、加工性能差、易剝落。因此必須采用退火(或正火)的方法白口組織。退火工藝為:加熱到550-950℃保溫2~5h,隨后爐冷到500—550℃再出爐空冷。在高溫保溫期間,游高滲碳體和共晶滲碳體分解為石墨和A,在隨后護冷過程中二次滲碳體和共析滲碳體也分解,發生石墨化過程。由于滲碳體的分解,導致硬度下降,從而提高了切削加工性。
3.焊接平臺球鐵的正火,球鐵正火的目的是為了獲得珠光體基體組織,并細化晶粒,均勻組織,以提高鑄件的機械性能。有時正火也是球鐵表面淬火在組織上的準備、正火分高溫正火和低溫正火。高溫正火溫度一般不超過950~980℃,低溫正火一般加熱到共折溫度區間820~860℃。正火之后一般還需進行四人處理,以正火時產生的內應力。
安徽蕪湖偉業五金機械廠主營產品 鑄鐵焊接平臺廠家,公司憑著良好的信譽和優質的服務贏得廣大客戶的支持。經過全體員工的努力,現公司提供更優質,、的服務給廣大的同行,廠家和商家;并具備一批專業的、年輕的骨干隊伍,我公司本著以客戶為主,誠信di yi的服務宗旨。公司成立以來,始終堅持“思路決定出路,人品鑄就產品”的經營理念,連續多年被評為“文明企業”、“重點骨干企業”、“質量達標企業”、“重合同,守信用”企業,客戶贈于“這里信得過”稱譽。
焊接平臺鏟刮工藝復雜,因為其鏟刮質量直接影響著臺面的平面度,精度等,是焊接平臺生產過程的重要環節之一也是精度,平面度的保證工序。
1.鏟刮的工具為刮刀,其外形,尺寸,包括刀頭的質量,我到的方式是多樣化的。工具選擇直接影響著鏟刮效率和鏟刮人員的工作疲勞強度。在鏟刮過程中,因及時修磨刮刀到頭刃口,達到鋒利,平整,只有這樣才能將臺面鏟刮到均勻,深度一致,也大大提高了鏟刮工作的效率。對于小型焊接平臺盡量采用單人作業形式。大型平臺需要多人作業,多人應盡量保持鏟刮力度一致。保證鏟刮點深度,密度盡量統一。
2.鏟刮作業前應對焊接平臺半成品進行水平調整,調正好后方可進行鏟刮作業。如果在為水平調整過的平臺上進行鏟刮,那么即使鏟刮點再均勻,深度再一致,其平面度也是無效的。
3.平行鏟刮方式不可取,45度夾角鏟刮形式是多用的,連續兩次的刮削方向垂直交叉,刮研點不可重復。
4.在涂色是要將涂色原料(紅丹粉)調制顏色鮮明,好識別接觸點。其次不可過于稠或洗,以影響肉眼識別或者造成拖研工作費力。
選購鑄鐵試驗平臺鑄造加工來安徽省蕪湖市找偉業五金機械廠(蕪湖市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李經理,地址:[工業開發區]。









